 (1)
(1)摘要 电弧炉的实际工艺操作在时序上呈现阶段性特征,但其引发的电气参数波动始终贯穿冶炼全过程。现有研究主要聚焦熔化期产生的电能质量问题,未能实现多阶段物理参数变化与全过程电气特性建模的有效关联。为此,该文提出了计及物理参数变化的交流电弧炉全过程模型。首先,考虑电弧炉冶炼过程中工艺操作对炉内气体的影响,通过电子连续性方程揭示气体浓度时序变化对电弧内部微观粒子运动的调控机制;其次,采用磁压缩力平衡方程分析电弧电流对电弧半径的作用效果,依据不同时期阶段性操作对弧长的影响构造全过程弧长变化函数,阐明电弧外部形态演化对电弧特性的作用机制;然后,通过机理-数据相结合的方法确定电弧炉冶炼过程中气体浓度变化曲线和各时期弧长变化函数;最后,以55 t炼钢交流电弧炉为研究对象,在Matlab/ Simulink平台上搭建模型以验证其准确性。仿真结果表明,所提模型能准确地表征交流电弧炉不同冶炼阶段的电能质量特性,符合交流电弧炉冶炼的实际物理过程。
关键词:交流电弧炉全过程 炉内气体浓度 工艺操作 弧长变化函数 负荷建模
随着国内钢铁行业逐步向绿色低碳方向转型,以电能为热源、废钢为原料的电弧炉短流程炼钢方式占比逐步提高[1]。作为该生产方式的核心设备,交流电弧炉(Electric Arc Furnace, EAF)因其具有高度非线性与强时变性,在运行过程中将产生大量谐波,从而严重影响电网电能质量[2-3]。建立精确的交流电弧炉模型不仅能为电能质量接入预评估提供模型基础,还能为钢铁行业用户节能降耗、提高电能利用效率提供优化方向[4-5]。
交流电弧炉高精度建模的关键在于准确表征其非线性特性,该特性主要由电弧的随机性引起。随机理论作为电弧炉建模的有效方法,通常是在电弧半径、电弧长度或电弧电压等静态电弧参数上叠加带通白噪声来模拟交流电弧炉熔化期的动态特性[6-8]。但是随机理论只是对随机信号机械的叠加,难以准确地描述电弧波动的外在特性。后续研究表明,混沌动力学更接近电弧电波动的外在特性。文献[9-12]采用蔡氏电路产生的低频混沌信号调制静态电弧参数,模拟电弧炉冶炼过程中的非线性时变特征。然而,这些模型将电弧视作非线性电气元件,仅关注其外部端口特性,未深入解析电弧等离子体的微观物理过程,难以揭示电弧动态特性的内在形成机制。文献[13]利用电子连续性方程分析电弧内部微观粒子的运行情况并考虑弧长对电子密度的影响,得到内部微观特性与外部特性相结合的通用模型。该模型虽然能较好地反映电弧炉的电气特性,但其将压强、温度等物理参数视为常数,未能表征电弧的时变特性和电热物理本质。文献[14]在此基础上,综合考虑电弧物理参数与电气特性的耦合关系对熔化期进行建模。上述模型虽然深入地考虑了电弧炉物理过程,但均是对特定时期、特定运行断面的电弧炉建模,忽略了电弧炉熔炼是一个连续变化的过程。电弧炉的运行周期包括熔化期、氧化期、还原期三个阶段[12]。由于不同冶炼阶段的生产目标存在差异,各阶段相应的操作策略不同,导致相应的物理参数在各个阶段的变化情况不同,需深入分析电弧炉不同阶段各个物理参数的变化来构建交流电弧炉全过程模型[15]。
电弧炉冶炼各阶段在电极操作、熔池状态及工艺操作等方面存在显著差异。为此,在构建交流电弧炉全过程模型时,可采用弧长作为阶段变量来表征不同时期的电极操作与熔池状态变化,同时结合气体浓度变化情况来反映吹氧及注入还原剂等工艺对电弧特性的影响[16-17]。文献[18-19]考虑到弧长对弧压的影响,将带通白噪声信号叠加在电弧长度上模拟电弧炉冶炼时的随机性,得到能反映电弧炉熔化期和精炼期的交流电弧炉模型。但在实际电弧炉炼钢过程中,会采用吹氧与注入还原剂的阶段性工艺操作调控钢液成分[20-21]。该操作产生的气体在溢出钢液面时会引起电弧区气体浓度持续性变化,导致该区域微观粒子行为受到影响,电弧电气特性发生变化[22-23]。上述文献虽初步考虑了各阶段冶炼过程中的弧长变化,但未细化氧化期和还原期的具体变化特征,并且仅考虑弧长作为阶段性变化参数,未计及气体浓度等,难以反映电弧炉冶炼多物理过程耦合的本质。因此,需要在深入解析各冶炼阶段弧长变化规律的基础上,结合气体浓度实现冶炼过程的连续化表征。
针对上述问题,为准确地反映交流电弧炉冶炼全过程的电能质量特性,本文提出了计及物理参数变化的交流电弧炉全过程模型。首先,基于电子连续性方程揭示气体浓度变化对电弧微观粒子行为的调控机制;其次,基于磁压缩力平衡方程表征电弧半径与电弧电流的定量关系,并依据各冶炼阶段电极操作方式及熔池状态构建全过程弧长变化函数,阐明电弧外部形态演化对电弧特性的作用机制;然后,采用机理-数据相结合的方法确定电弧炉冶炼过程中气体浓度变化曲线和各时期的弧长变化函数;最后,以55 t炼钢交流电弧炉为研究对象,在Matlab/ Simulink平台上搭建模型以验证模型的正确性。
本文提出的交流电弧炉物理过程机理主要从电弧内部微观动态行为和外部形态演化规律两方面展开分析。
电弧放电本质上是气体电离的放电过程,其中气体介质作为能量载体与电荷运输介质,其成分及浓度变化对放电特性具有显著影响[24]。在电弧炉冶炼过程中,喷氧与注入还原剂(碳粉、合金)工艺在调节钢液成分的同时还会造成电弧区气体浓度的持续变化,从而影响电弧内部微观粒子的动态行为[25-27]。
电子连续性方程从微观上描述了等离子体中电子的生成、复合和流动过程,这些过程进而影响了电子密度的变化。对于稳定电弧,弧柱维持正负电荷动态平衡,呈现准中性特性。为研究电弧放电的基本特性,可忽略电子和离子的扩散,该方程可简化[25-26]为
(1)
式中,ne为电子密度;Ge为电子的产生率;Re为电子的损失率。
在电弧等离子体中,电离过程通过高能粒子与气体分子或原子的碰撞产生自由电子,主导电子的产生速率;而复合过程通过自由电子与带正电的离子结合形成中性粒子,主导电子的损失速率。两者共同决定了电子密度的动态平衡。
电子在电离过程下的产生率为
 (2)
(2)
式中,Γe为电子通量;α为电子电离系数,表示每单位体积内,离子因相互作用发生电离事件的概率,其值与温度、压强、气体成分有关[27],其展开式为
 (3)
(3)
式中,A为与温度有关的经验常数,取值范围为2×108~2×1012;p为弧柱压强;μe为电子迁移率,现有研究表明其在电弧稳定放电情况下可视为常数;E为弧柱中的电场强度;B为与气体成分有关的经验常数。
电子在复合过程下的损失率为
 (4)
(4)
式中,β为电子复合系数;ni为空穴密度。在等离子体中,由于电荷中性和电离-复合平衡,每次电离都会同时生成电子和离子(或空穴),且在稳态下电子和离子的数量基本保持一致,从而确保电荷平衡和稳定性,因此电子密度约等于空穴密度[25],则电子在复合过程中的损失率可表示为
 (5)
(5)
其中,电子复合系数β表征了电子与其他粒子复合的速率,反映电子复合的效率,而气体分子的种类、浓度、温度等因素会直接影响电子复合的速率[25]。在电弧炉冶炼过程中,存在吹氧和注入还原剂工艺,其中,吹氧用于去除钢液中的Si、Mn、C等杂质;注入还原剂则用于降低钢液的含氧量以得到合格的钢液。这些操作引发的化学反应会导致额外的气体产生。这些气体从钢液表面逸出后,会使气体种类和浓度发生波动。现有研究表明,电弧炉炉气中的主要成分为N2、O2、CO2、CO[28],则电子复合系数β可表示为
 (6)
(6)
式中,a、b、c、d分别为N2、O2、CO2、CO的浓度(如无特殊说明,本文中浓度均指体积分数),用百分数表示; 、
、 、
、 、
、 分别为N2、O2、CO2、CO的电子复合系数,表达式[29]为
分别为N2、O2、CO2、CO的电子复合系数,表达式[29]为
 (7)
(7)
式中,Te为电子温度。在电弧环境中,不同种类的粒子之间频繁地相互作用,使得在微观尺度上满足热力学平衡,因此可认为电子温度 与电弧温度T相等。
与电弧温度T相等。
而现有研究证明,在不同大小的电流下,弧柱温度的变化曲线是类似的。因此,本文使用文献[30]提出的余弦函数来表述电弧温度,有
 (8)
(8)
式中,TH为弧柱温度的最大值;TL为弧柱温度的最小值;ω为正弦信号的角频率;θ为电弧电流过零点时滞后于外加激励的相位;D为反映弧柱热惯性影响的量。
联立式(1)~式(7),得到电弧等离子体内部微观粒子动态表达式为
 (9)
(9)
电子密度与电弧电压u之间的关系(具体推导参考文献[13])为
 (10)
(10)
式中,i为电弧电流;L为电弧弧长;z为电弧轴向坐标;e为电子电荷;F(L)为弧长变化函数,表达式为
 (11)
(11)
式中,rc为阴极斑点半径。
在电弧外部形态演化规律方面,考虑电弧电流的自磁压缩力对电弧径向受力平衡的影响,采用磁压缩力平衡方程分析电弧电流对电弧半径的作用效果。同时,结合不同时期的阶段性操作特性,构建了全过程弧长变化函数,以揭示电弧外特性的影响机制。
电弧的形成是电场与磁场相互作用的结果,电场驱动电流流动维持弧柱存在,而磁场则通过洛伦兹力影响电流的分布和电弧的形态。当电流通过弧柱时,根据安培定律,电流产生的磁场会围绕电流流动的路径形成闭合的环形磁场,而这个磁场会作用于电流本身,从而导致弧柱受到沿电流方向的压缩力,这种压缩力称为自磁压缩力[31]。在自磁压缩的过程中,会产生一个向内的压力使弧柱半径收缩,此时基于径向方向的力平衡条件,可构建电弧弧柱的力平衡方程来研究电弧电流对电弧半径的作用效果[32],表达式为
 (12)
(12)
式中,dp/dr为电弧的径向压强梯度;r为电弧弧柱的径向坐标;J为电流密度;Bh为弧柱自磁场的磁感应强度。J·Bh描述电弧中磁场和电流相互作用的方式,代表洛伦兹力。
由式(12)可知,电弧压强沿电弧半径呈梯度分布,采用文献[14]所推导的弧轴处附加压强来表征电弧半径的作用效果,表达式为
 (13)
(13)
式中,μ0为真空磁导率,μ0=4π×10-7 H/m;ra为电弧半径,其值与rc有关;p0为弧柱边缘处压强,其值约等于大气压强101.325 kPa。
电弧电流产生的自磁压缩力会显著影响电弧半径,而电弧半径会使弧轴与弧柱边缘处出现压强差;电弧弧长的变化会通过电弧电压表征出来[33]。鉴于弧长与电弧电压的正相关特性,本文先通过分析不同冶炼阶段的电极操作方式与熔池动态特征,揭示弧长变化的内在机理,再基于电弧电压波动情况实现对弧长变化范围的调制。从机理方面分析,不同阶段电极操作方式的变化会导致电弧长度不同,因此可以用理想弧长近似表示电弧稳定放电时的最佳电极间距。此外,不同冶炼时期中钢液沸腾、炉料崩塌及气体对流等因素对电弧长度的影响程度存在差异,呈现周期性和随机性的波动特性。因此,本文在理想弧长的基础上叠加正弦信号和带通高斯白噪声模拟不同冶炼时期的弧长变化特性,则弧长表达式为
 (14)
(14)
式中,L0为理想弧长;L1为弧长波动值,其值为0.001~0.01 m,与电压波动范围有关;x为弧长波动限值,其值为-1~0;ωf为正弦信号的角频率,通常选用闪变频率;Wnoise为作用于弧长的带通高斯白噪声扰动,带宽范围为4~14 Hz。
交流电弧炉的完整冶炼过程,就是将固态废钢熔炼成合格钢水的过程,通常分为熔化期、氧化期和还原期三个阶段[12]。每个冶炼阶段对钢液的要求不同,导致相应的操作策略也有所区别,而这些工艺操作会显著影响电弧炉冶炼过程中的关键物理参数,如弧长和气体浓度。
电弧炉冶炼流程如图1所示。首先通过装料阶段将废钢、合金及熔剂投入炉内;然后进入熔化期,通过大电流长电弧产生的高温将固态原料熔化为钢液,并在熔化末期吹氧辅助炉料加速熔化,此时由于氧气与炉内物质反应会产生炉渣覆盖在钢液表面;进入氧化期后切换为短电弧操作并持续吹氧,该阶段氧气与钢液充分接触,[C]和[O]剧烈反应生成CO气泡,气泡与炉渣结合形成泡沫渣,实现脱碳和造渣;在还原期维持短电弧操作,通过注入还原剂降低钢液含氧量并调节钢液成分,依靠较高的泡沫渣阻隔电弧辐射以保护炉壁;最终在出钢阶段排出钢水,并进行成分微调和后续处理。
在电弧炉冶炼的全过程模型中,重点关注熔化期、氧化期和还原期这三个关键阶段[34]。由于这些阶段中气体浓度和弧长这两个关键物理参数变化较大,工程应用中需要通过近似估算这两个参数,以便分析不同冶炼时期电弧炉的电能质量特性。
图1 电弧炉冶炼流程
Fig.1 Flow chart of electric arc furnace smelting process
2.1.1 各气体介质浓度估算
如图1所示,在熔化末期和氧化期,炼钢工向电弧炉内吹入氧气,使其与钢液中的元素发生反应,实现钢液升温并去除易氧化杂质。进入还原期后,则需注入还原剂来消耗钢液中的氧,并排出脱氧产物,获得符合规定的钢水。废钢的化学成分复杂,尤其在吹氧和注入还原剂等操作过程中,炉内会发生复杂的氧化还原反应。这些元素反应的顺序和速率不仅会改变炉内气体成分,还会导致炉内各气体浓度在冶炼过程中发生变化。因此,本文通过分析炉内各元素氧化还原反应顺序和红外气体分析仪获悉的炉气成分变化规律,采用机理-数据相结合的方法构建气体浓度变化曲线。电弧炉内主要存在的化学反应见表1,炉内各元素主要与FeO发生间接的氧化反应,其间影响气体成分和浓度的为脱碳反应。
表1 电弧炉内主要存在的化学反应
Tab.1 The main chemical reactions present in electric arc furnaces
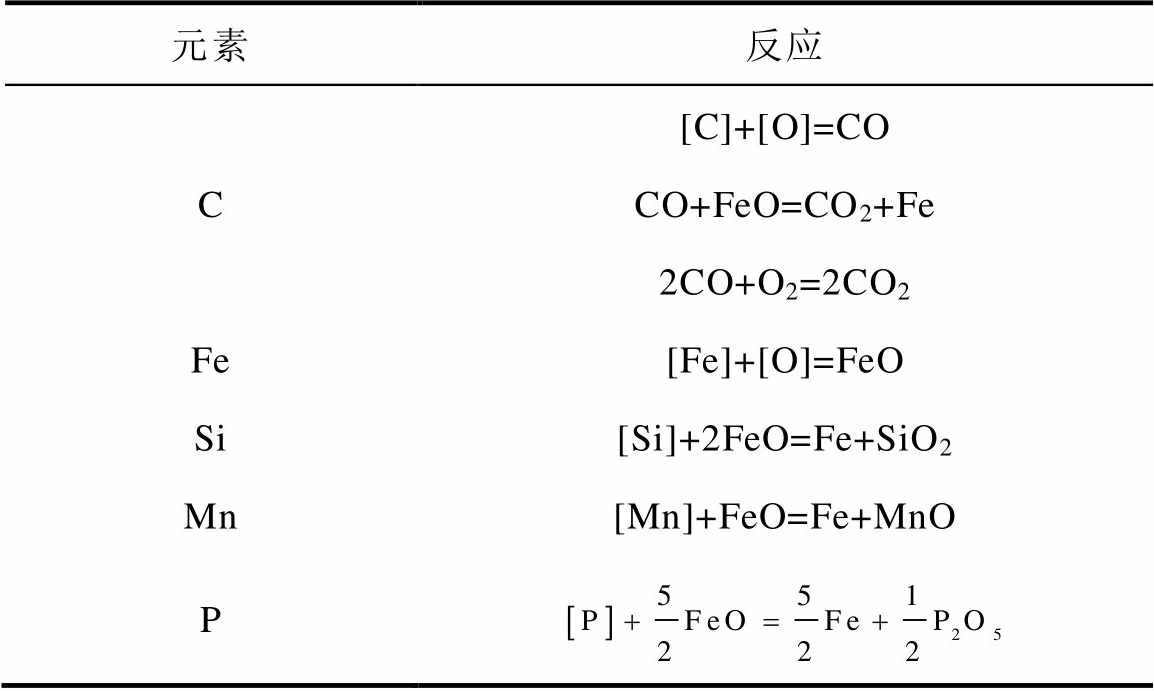
元素反应 C[C]+[O]=COCO+FeO=CO2+Fe2CO+O2=2CO2 Fe[Fe]+[O]=FeO Si[Si]+2FeO=Fe+SiO2 Mn[Mn]+FeO=Fe+MnO P
脱碳反应可大致划分为三个阶段:第一个阶段开始于熔化期末尾阶段刚注入氧气时,脱碳反应受Si、Mn元素氧化的影响而受到抑制,保持在较低水平;第二阶段,随着Si、Mn元素的氧化,脱碳速率逐步上升,该过程伴随还原剂的注入,致使碳含量维持至一定水平;第三阶段,当钢液内含氧量降低且碳元素消耗至一定浓度时,脱碳反应速率降低[35]。通过红外气体分析仪的测量结果分析得到,炉气中CO在有大量CO2气体存在的情况下开始出现,并且其浓度随着CO2浓度的增加而增加。O2与CO2、N2浓度呈线性关系;O2与CO呈指数关系。因此,本文基于文献[36]中红外气体分析仪发现的N2、O2、CO2、CO的浓度关系式,并结合电弧炉内氧化还原反应规律,通过分时段迭代实现脱碳三段式的表征,进而获取气体浓度变化曲线。
本文假设在未注入氧气时,初始气体成分及浓度与空气近似[28],即N2浓度为78.1%,O2浓度为21%,CO2浓度为0.03%,CO浓度为0,稀有气体浓度为0.87%。基于初始浓度,于氧化期开始后按式(15)迭代计算气体浓度随时间变化的曲线,迭代所得曲线如图2所示。
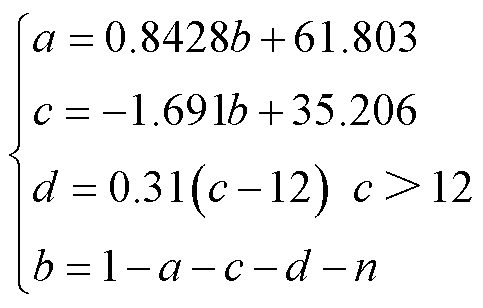 (15)
(15)
式中,n为炉气修正系数,取值范围为0.5%~1%。由于炉气中除N2、O2、CO2、CO外,还有少量SO2、NO2、Ar等气体,因此引入n对炉气含量进行修正。
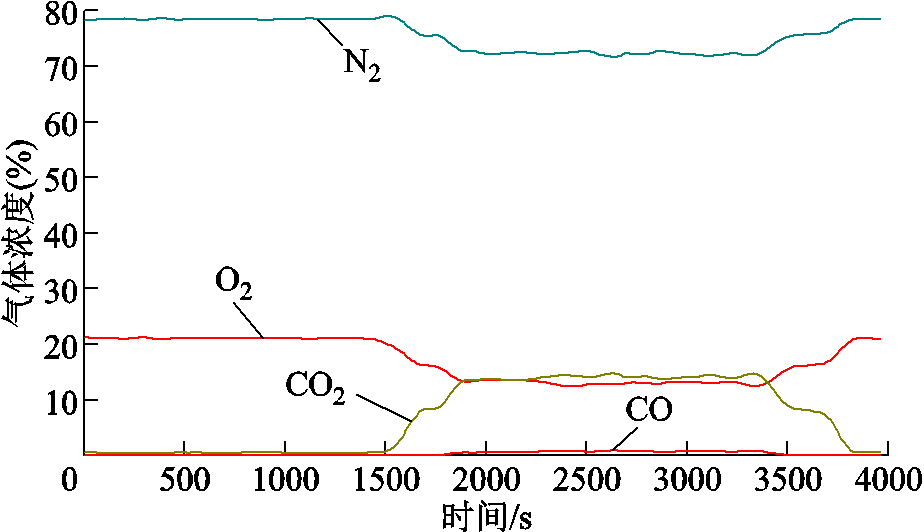
图2 交流电弧炉气体浓度变化曲线
Fig.2 Gas concentration change curves of AC EAF
2.1.2 电弧弧长估算
电弧弧长由理想弧长L0、周期性的正弦信号及带通高斯白噪声构成。佛罗里赫氏公式揭示了电弧炉这类大电流电弧电压与弧长之间的关系[37],即
 (16)
(16)
式中,V为电弧电压有效值;k为电弧梯度,其值与温度、炉内电磁力等因素有关;m为电弧阴极区和阳极区压降之和,其值受电极材料、周围介质影响。
电弧电位分布见表2,可根据各阶段电弧电压的有效值,确定相应时期的理想弧长。其中,泡沫渣在电弧炉炼钢过程中具有保护钢水、保温、吸附杂质和稳定电弧等多重作用。如图1所示,泡沫渣一般在氧化期形成,随着冶炼的进行,泡沫渣不断地生成与消散,一直持续到冶炼结束。
表2 电弧电位分布
Tab.2 Arc potential distribution

k/(V/cm)m/V 废钢熔化10~11.540 泡沫渣5~720
基于电弧电压波动情况实现对弧长变化范围的调控,通过分析各阶段电弧电压的范围改变式(14)中弧长波动值L1和高斯白噪声的能量密度来模拟不同工作阶段下弧长的波动特性[26]。熔化期电弧周围炉料快速熔化,受炉料状态变化、废钢崩落、电极位移等动态因素影响,电弧电压呈现剧烈的随机性和波动性,大部分交流电弧炉在熔化期的电压波动范围为1%~2%[13]。如图1所示,氧化期由于钢液内含碳物质与氧化剂发生剧烈的气-液界面反应,呈现更强的波动性,大部分交流电弧炉在氧化期的电压波动范围也在1%~2%[13]。经过氧化期操作,钢液具有强氧化性,为保证钢液质量,还原期会添加还原剂来降低氧含量。在还原期,由于炉内主要进行吸热性的还原反应,反应过程平缓且能量输入稳定,电弧电压变化范围在1%以内[38]。根据各阶段电弧电压的有效值来估算其波动幅度,确定各冶炼阶段弧长波动值L1和高斯白噪声的取值。
为确保电弧弧柱处于局部热力学平衡状态并获得交流电弧炉全过程模型的可行数值解,在仅基于电子连续性方程建立该模型时,必须给定明确的边界条件[39-40]。在湍流效应和洛伦兹力作用下,电弧尾部呈“钟摆型”,整体呈现“长钟型”[22]。交流电弧炉计算区域示意图如图3所示。本文模型的边界条件建立在以下计算区域:A-B-C-D-E-F-G-A为电弧等离子体在炉气中的射流区域,其中AB为在电极表面均匀分布的阴极斑点区域,AC为阴极区域,BF为电弧,EFG为阳极区域。由图3得到计算区域的边界条件见表3。
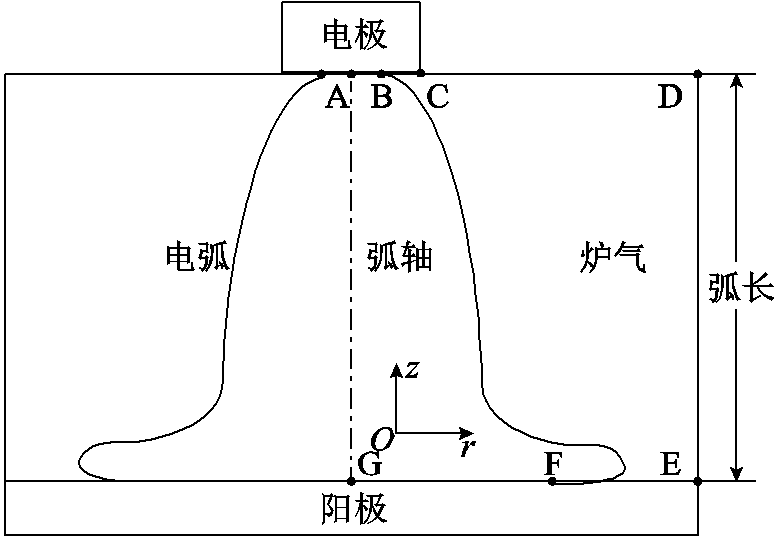
图3 交流电弧炉计算区域示意图
Fig.3 AC EAF calculation area diagram
表3 电弧等离子体的边界条件
Tab.3 Boundary conditions of arc plasma
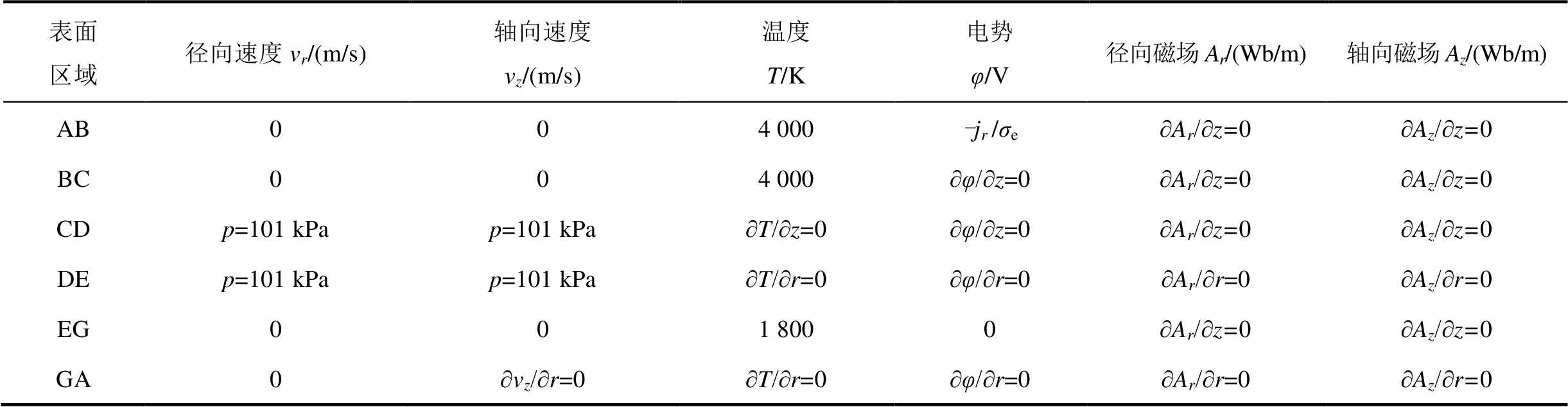
表面区域径向速度vr/(m/s)轴向速度vz/(m/s)温度T/K电势φ/V径向磁场Ar/(Wb/m)轴向磁场Az/(Wb/m) AB004 000-jr /σe∂Ar/∂z=0∂Az/∂z=0 BC004 000∂φ/∂z=0∂Ar/∂z=0∂Az/∂z=0 CDp=101 kPap=101 kPa∂T/∂z=0∂φ/∂z=0∂Ar/∂z=0∂Az/∂z=0 DEp=101 kPap=101 kPa∂T/∂r=0∂φ/∂r=0∂Ar/∂r=0∂Az/∂r=0 EG001 8000∂Ar/∂z=0∂Az/∂z=0 GA0∂vz/∂r=0∂T/∂r=0∂φ/∂r=0∂Ar/∂r=0∂Az/∂r=0
表3中,jr为径向电弧电流密度,其表达式为
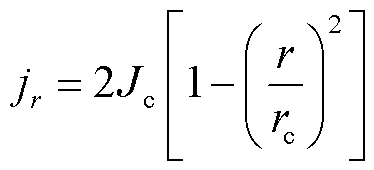 (17)
(17)
式中,Jc为阴极斑点表面释放的热电子流密度,可根据文献[26]中的实验结果确定。
σe为阳极鞘层区的电导率,表达式为
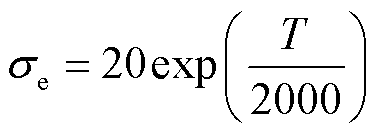 (18)
(18)
本文提出的计及物理参数变化的交流电弧炉全过程模型以数学模型为基础,利用Matlab/Simulink软件中仿真模块数据库建立而成,如图4所示。其中,电弧内部微观仿真模型如图4a所示,图中 主要根据所处时段的气体浓度值确定,计算式为
主要根据所处时段的气体浓度值确定,计算式为
 (19)
(19)
 与电子复合系数的关系式为
与电子复合系数的关系式为
 (20)
(20)
如图4a所示,电弧温度的具体表示如红色点画线框所示。相较于文献[14]强调电弧温度与电弧电流耦合关系的模型而言,本文直接用余弦函数来表述电弧温度,能够在保证模型精度的同时降低模型的复杂度。其中,模型参数A、B均根据文献[13]的参数估算方法确定。
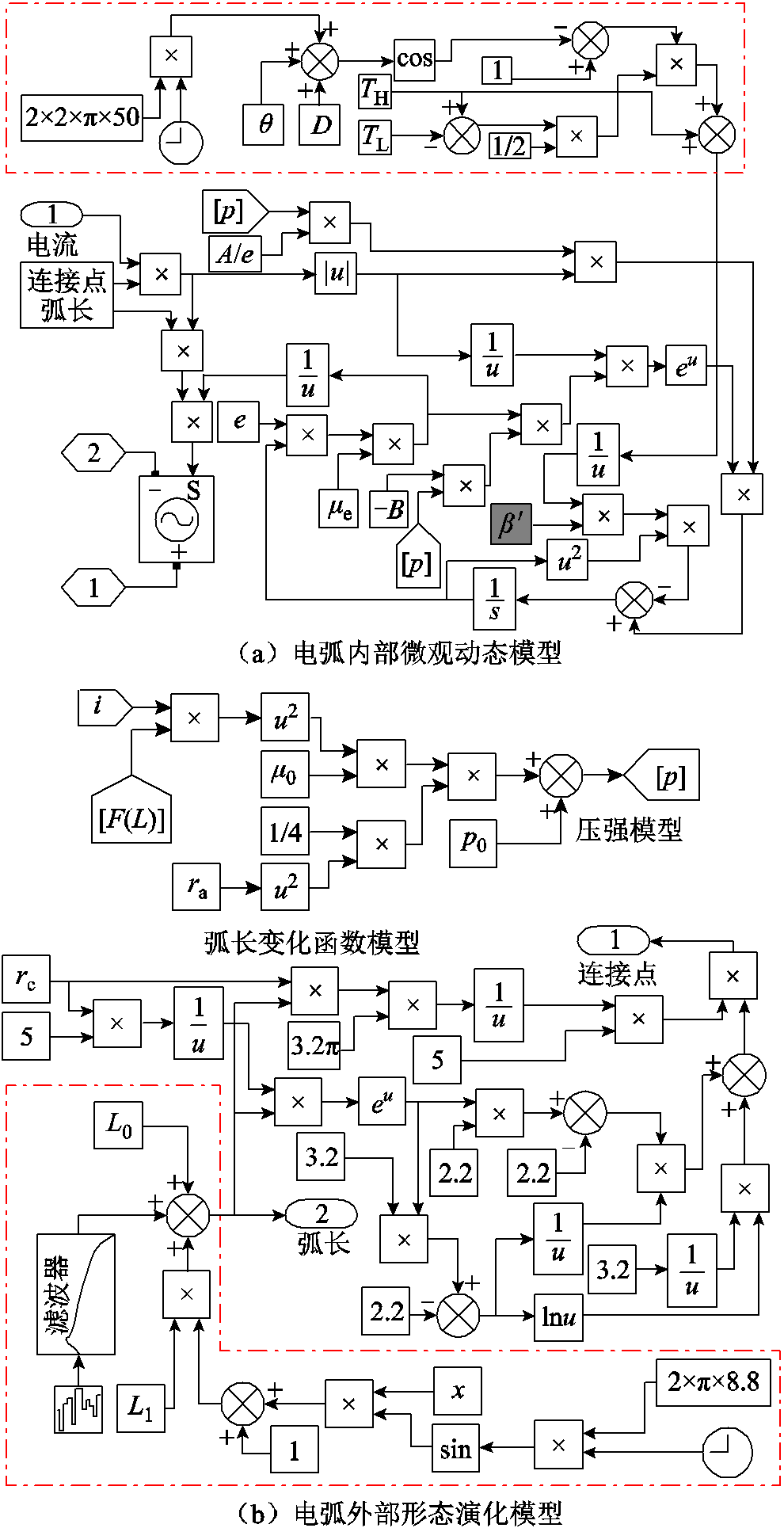
图4 交流电弧炉全过程仿真模型
Fig.4 The whole process AC EAF simulation model
电弧外部形态演化模型如图4b所示,其中弧长的变化函数的设计如红色点画线框所示。根据炼钢工操作日志判别建模时段所处的冶炼时期,根据相应的阶段调制弧长变化函数。其中,模型参数ra、rc均根据文献[13]的参数估算方法确定。
计及物理参数变化的交流电弧炉全过程建模流程如图5所示,具体步骤如下。
1)确定所需搭建时段的关键物理参数:根据氧化还原反应顺序及炉气成分变化规律构建气体浓度变化曲线,依据该时段获悉的各气体浓度值,计算电子复合系数;凭借炼钢工操作日志判别所需建模时段所处的冶炼时期,确定相应的弧长变化函数。
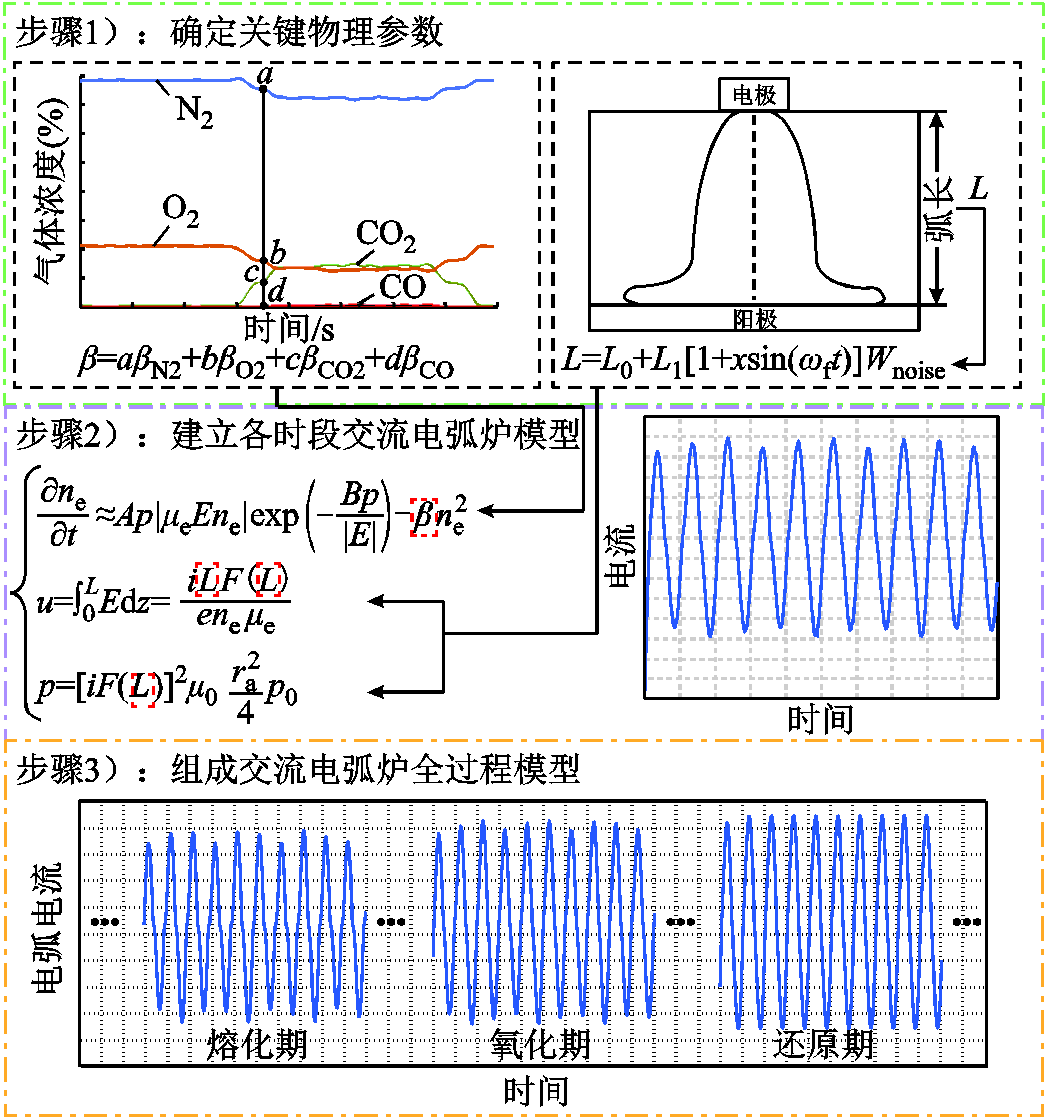
图5 交流电弧炉全过程建模流程
Fig.5 Flow chart of the simulation process for the entire AC EAF
2)建立当前时段交流电弧炉模型:将关键物理参数作为该模型的初始参数确定所属时段的交流电弧炉模型,并根据文献[13]的方法估算模型参数的取值,通过电弧内部微观动态模型和外部形态演化模型求取该时段交流电弧炉电压、电流情况。
3)组成交流电弧炉全过程模型:重复上述步骤1)、2),依据各时段的气体浓度以及弧长变化情况确定各时段交流电弧炉模型,将各时段交流电弧模型按时间组合构成交流电弧炉全过程模型。
本文以福建省某55 t交流电弧炉为研究对象,分别采用文献[13-14]和本文方法进行建模与分析,并与实际的谐波情况进行对比,验证该模型对电弧炉冶炼全过程的适用性。由于交流电弧炉的冶炼周期较长,为验证仿真模型对电弧炉冶炼全过程的适用性,本文选取典型工艺阶段断面进行验证,即选取冶炼过程中具有显著工艺特征的熔化期、氧化期和还原期的特征时段进行分段验证。
该钢厂的供电示意图如图6所示,主变压器T1将110 kV电网电压转换为35 kV;变压器T2为炉用特种变压器,其设备型号为HSSPZ-38000/35,参数见表4;zd为短网阻抗,电阻rd=0.4 mΩ,电抗xd= 3 mΩ。考虑到该钢铁厂已在电弧炉负荷侧部署静止无功发生器(Static Var Generator, SVG),在此仅验证谐波电流的仿真效果。
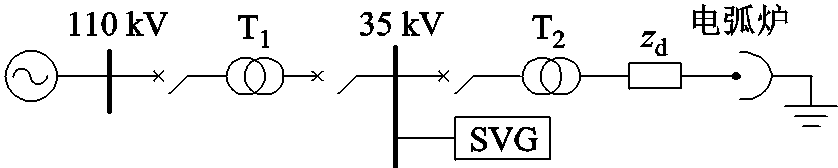
图6 55 t炼钢电弧炉的供电示意图
Fig.6 Power supply diagram of 55 t steelmaking EAF
表4 HSSPZ-38000/35炉用特种变压器参数
Tab.4 HSSPZ-38000/35 special transformer parameters for furnace

参数数值 负载损耗/kW280 空载损耗/kW27 阻抗电压(%)8.1 空载电流(%)0.24 二次额定电流/kA40
根据式(16)和表2确定熔化期理想弧长L0= 0.56 m,氧化期理想弧长L0=0.48 m,还原期理想弧长L0=0.42 m。同时,根据各个时期的特点和电弧电压变化范围,通过改变弧长波动值L1和高斯白噪声的能量密度来模拟各个冶炼阶段弧长的波动性和随机性,调制的弧长变化函数如图7所示。
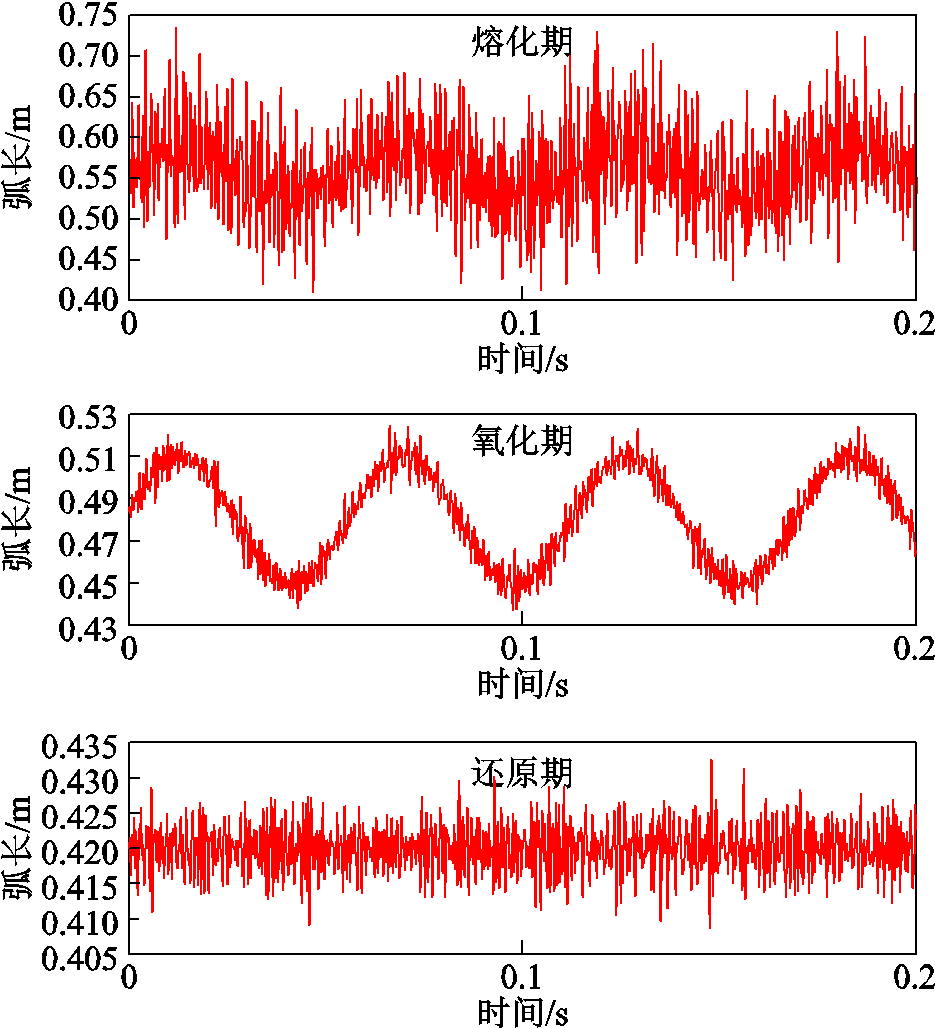
图7 各阶段弧长变化函数
Fig.7 Arc length change function at each stage
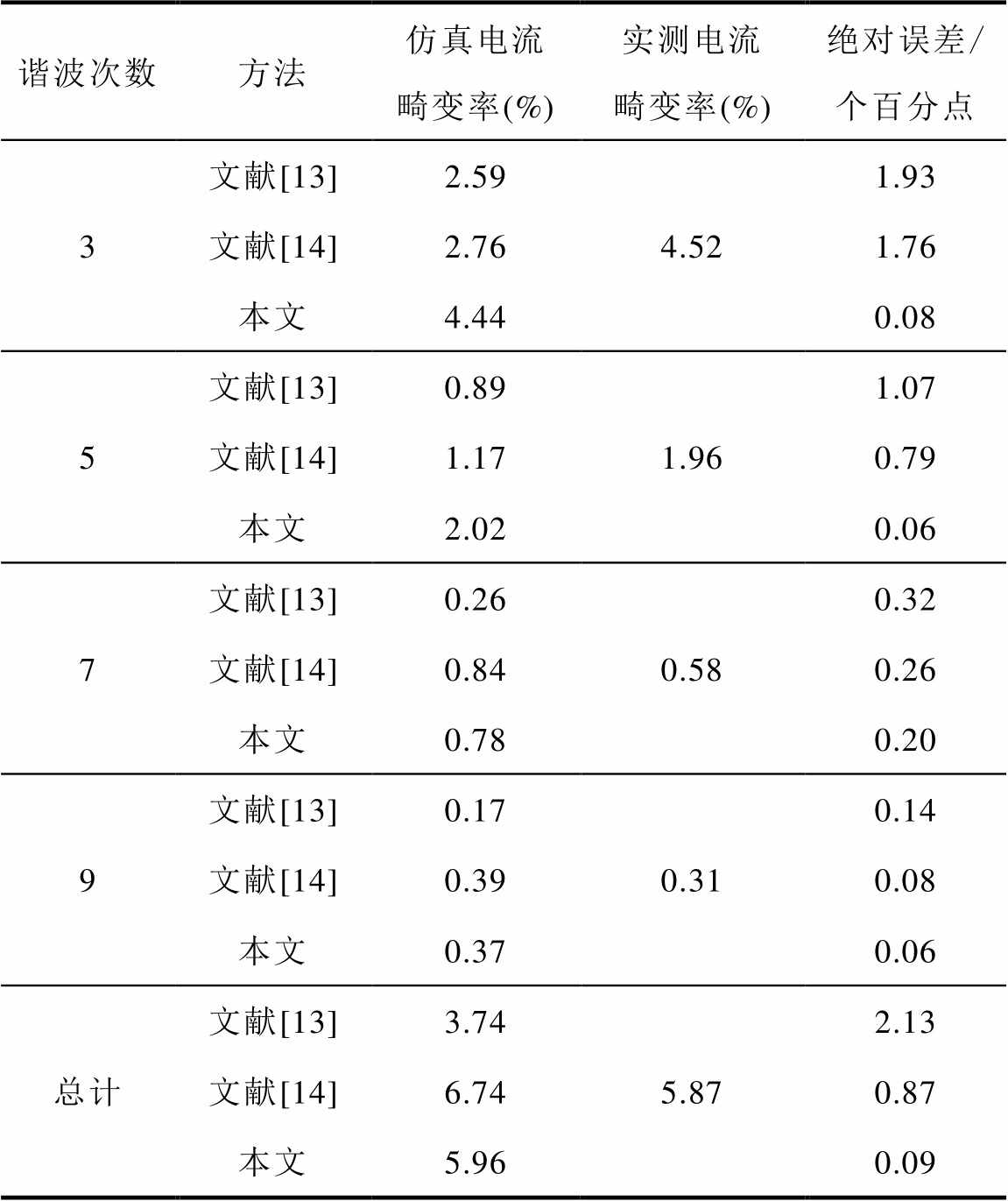
对于熔化期,选取的时段为电弧炉熔化期前期,此时还未注入氧气。根据图2可知,炉内各气体成分及浓度与空气类似,电子复合系数β=7.896×10-5/T,其中温度T利用文献[30]中函数逼近方法求解。电弧内部微观动态模型中的仿真参数可通过文献[13]的参数估算方法确定,取值为A=2.752×108,B= 0.047 5,rc=0.016 2 m。仿真所得熔化期电弧电流曲线如图8所示。实际电弧电流通过德威创电力质量分析仪(采样频率为20 kHz)采集得到。根据文献[13-14]方法和本文方法构建交流电弧炉熔化期模型,分别对实测和仿真的谐波电流各次含有率及总谐波畸变率(Total Harmonic Distortion, THD)进行计算,对比结果见表5。
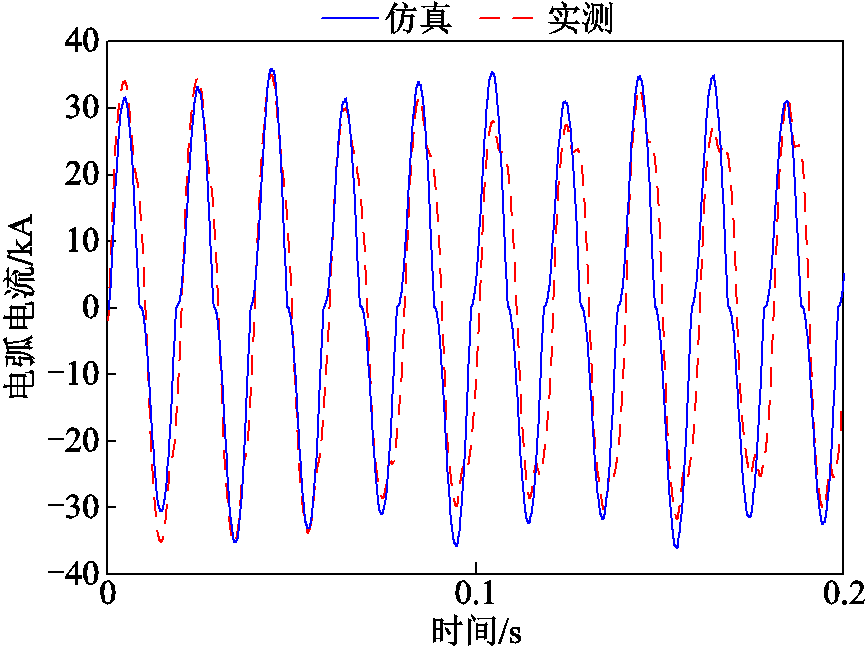
图8 熔化期电弧电流波形的仿真与实测对比
Fig.8 Simulation and measurement comparison of arc current waveform during melting period
表5 各方法熔化期谐波电流对比分析
Tab.5 Comparison and analysis of harmonic currents during melting period for various methods
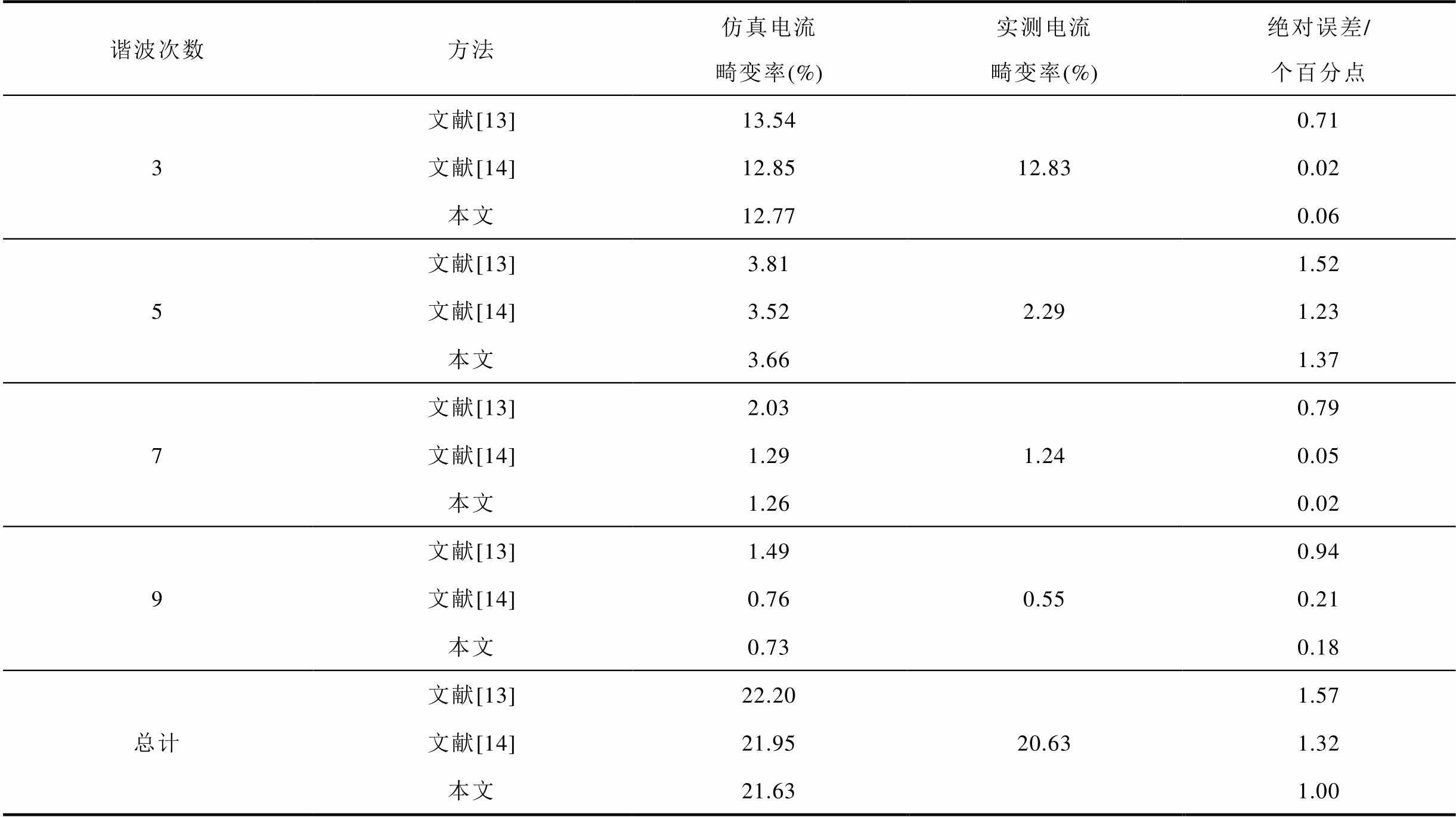
谐波次数方法仿真电流畸变率(%)实测电流畸变率(%)绝对误差/个百分点 3文献[13]13.5412.830.71 文献[14]12.850.02 本文12.770.06 5文献[13]3.812.291.52 文献[14]3.521.23 本文3.661.37 7文献[13]2.031.240.79 文献[14]1.290.05 本文1.260.02 9文献[13]1.490.550.94 文献[14]0.760.21 本文0.730.18 总计文献[13]22.2020.631.57 文献[14]21.951.32 本文21.631.00
根据表5中三种方法的仿真与实测的对比结果可知,本文模型与文献[14]方法在熔化期的精度相差不大,本文模型各次谐波电流畸变率绝对误差不超过1.37个百分点,谐波电流总畸变率绝对误差值为1.00个百分点,这是因为两种方法均考虑了电弧炉在冶炼过程中电弧温度和压强的变化情况,更贴近电弧炉冶炼过程中的真实情况。但是,本文方法和现有方法对于弧长函数的构建均更侧重于该阶段弧长整体的波动特性,并不能精确再现每一次的瞬态变化,这是导致熔化期某时段验证精度受限的重要原因。
选取氧化期典型时段,结合气体浓度时序变化对微观粒子的影响,采用对应时段的气体数据验证模型在该时段的适用性。此时b=15.2%,根据式(7)计算电子复合系数β=8.065×10-5/T,其中温度T利用文献[30]中函数逼近方法求解。考虑现有模型并未给出该时期的弧长变化规则,文献[13-14]方法和本文方法氧化期的弧长变化规则均采用本文所构建的弧长变化函数。电弧内部微观动态模型中的仿真参数可通过文献[13]的参数估算方法确定,取值为A=2.028×108,B=0.021 4,rc=0.016 8 m。仿真所得氧化期电弧电流曲线如图9所示。根据文献[13-14]方法和本文方法构建氧化期交流电弧炉模型,分别对实测和仿真的谐波电流各次含有率及总谐波畸变率进行计算,对比结果见表6。
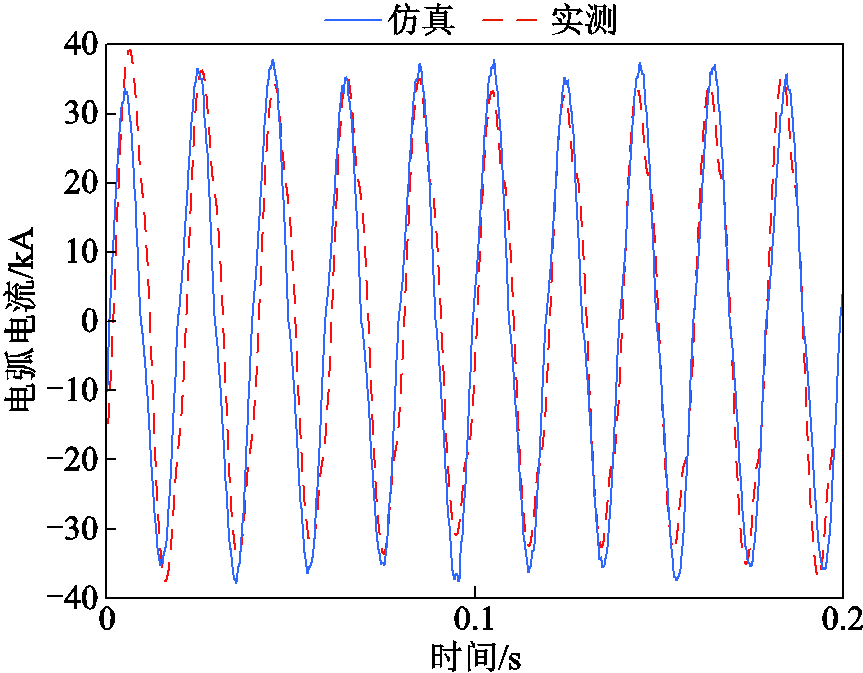
图9 氧化期电弧电流波形的仿真与实测对比
Fig.9 Simulation and measurement comparison of arc current waveform during oxidation period
根据表6中三种方法的仿真与实测的对比结果可知,本文所提模型在氧化期具有较高的精度。各次谐波电流畸变率绝对误差不超过0.28个百分点,谐波电流总畸变率绝对误差为0.64个百分点。
在电弧炉氧化期,熔池内发生剧烈的电-化学耦合过程:吹氧操作促使钢液中的[C]与[O]剧烈反应生成CO气泡。这些气泡随钢液运动引发低频波动,同时高FeO渣系会形成更多固相颗粒,增加炉渣黏度,阻碍CO气泡上升扩散,进而在渣层形成泡沫渣。泡沫渣积累至一定程度会导致突发性沸腾,引起电弧长度突变[41]。同时,附表1的谐波电流仿真结果表明,在相同的电弧变化规则下,仅改变气体浓度仍会对电弧的电能质量造成影响,且特定时段的气体浓度最能表征该时段的电能质量特性,表明氧化期气体浓度的变化与谐波含量之间存在紧密的时变耦合关系。本文模型综合考虑了气体浓度和弧长变化对电弧特性的影响,更贴近电弧炉冶炼的实际过程。
表6 各方法氧化期谐波电流对比分析
Tab.6 Comparative analysis of harmonic currents during oxidation period of various methods
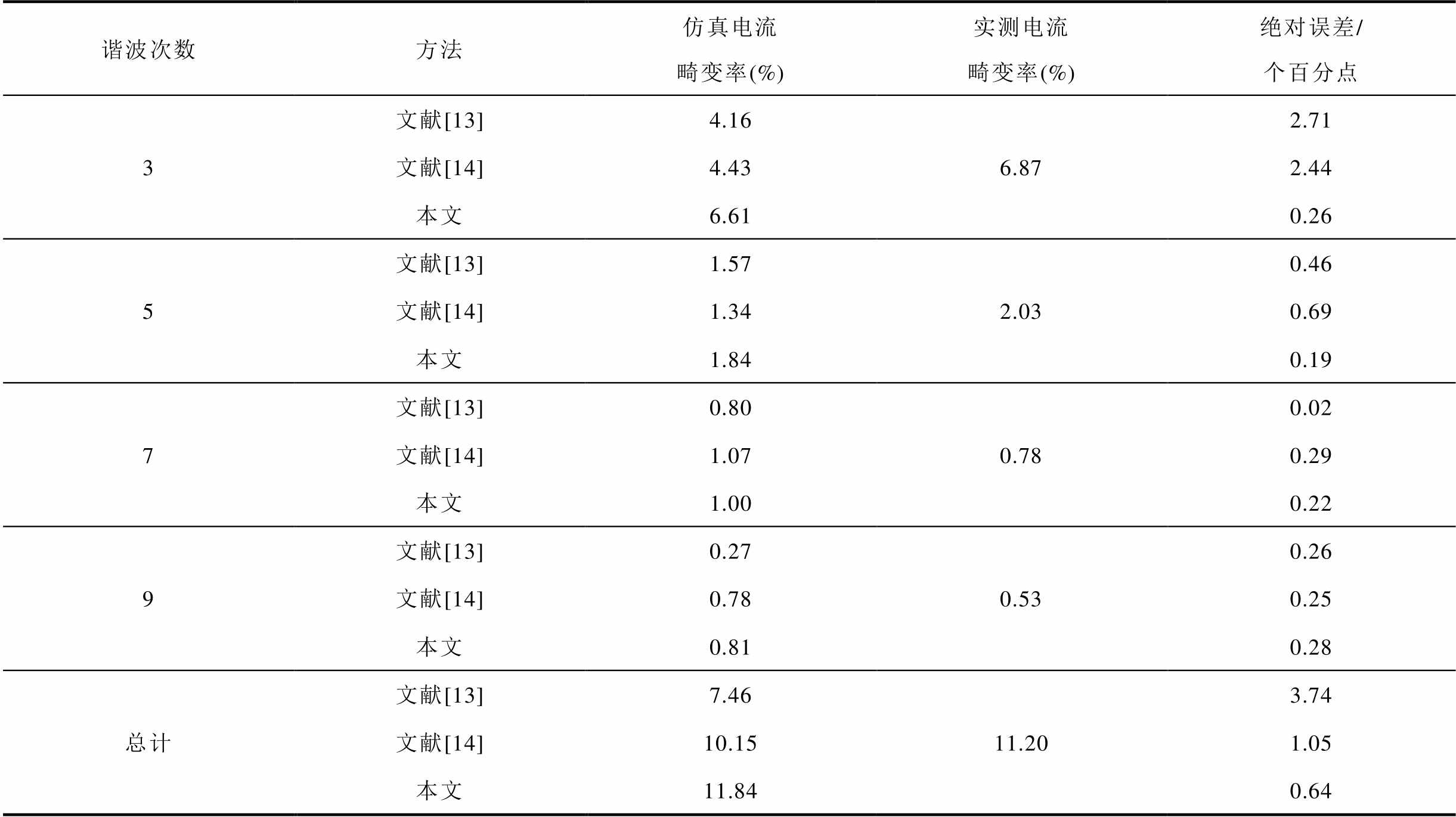
谐波次数方法仿真电流畸变率(%)实测电流畸变率(%)绝对误差/个百分点 3文献[13]4.166.872.71 文献[14]4.432.44 本文6.610.26 5文献[13]1.572.030.46 文献[14]1.340.69 本文1.840.19 7文献[13]0.800.780.02 文献[14]1.070.29 本文1.000.22 9文献[13]0.270.530.26 文献[14]0.780.25 本文0.810.28 总计文献[13]7.4611.203.74 文献[14]10.151.05 本文11.840.64
选取还原期典型时段,结合气体浓度时序变化对微观粒子的影响,采用对应时段的气体数据验证模型在该时段的适用性。由于还原期会通过向炉内注入还原剂与炉内过量的氧发生氧化还原反应来调整钢液含量,在此阶段给定的参数为二氧化碳浓度。此时c=7%,根据式(7)计算电子复合系数β=8.103× 10-5/T,其中温度T利用文献[30]中函数逼近方法求解。考虑现有模型并未给出该时期的弧长变化规则,文献[13-14]方法和本文方法还原期的弧长变化规则均采用本文弧长变化函数确定。电弧内部微观动态模型中的仿真参数可通过文献[13]的参数估算方法确定,取值为A=3.079×108,B=0.008 6,rc= 0.017 5 m。仿真所得还原期电弧电流曲线如图10所示。根据文献[13-14]方法和本文方法构建还原期交流电弧炉模型,分别对实测和仿真的谐波电流各次含有率及总谐波畸变率进行计算,对比结果见表7。
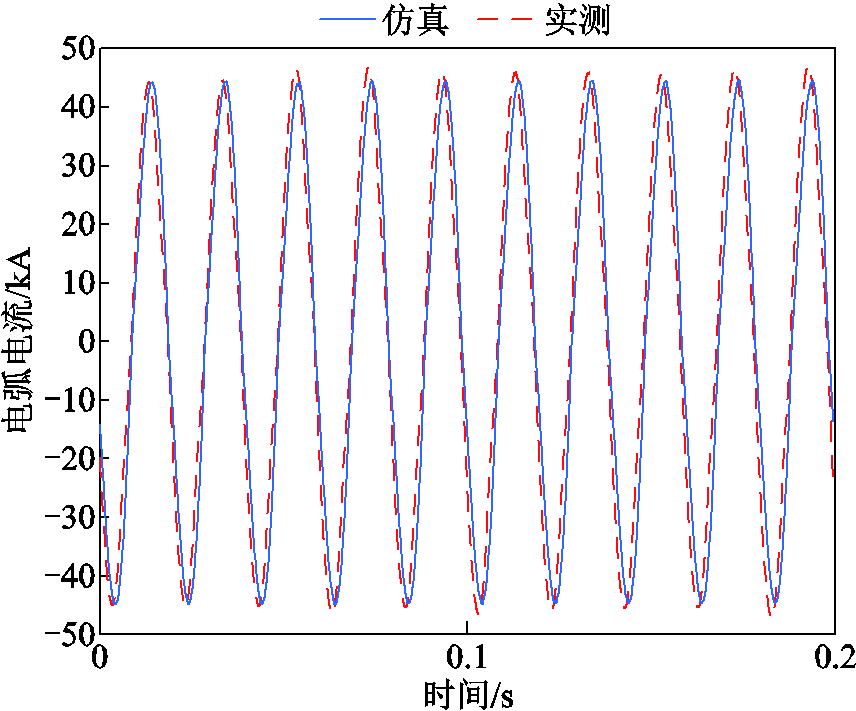
图10 还原期电弧电流波形的仿真与实测对比
Fig.10 Simulation and measurement comparison of arc current waveform during reduction period
表7 各方法还原期谐波电流对比分析
Tab.7 Comparative analysis of harmonic currents during reduction period for various methods
谐波次数方法仿真电流畸变率(%)实测电流畸变率(%)绝对误差/个百分点 3文献[13]2.594.521.93 文献[14]2.761.76 本文4.440.08 5文献[13]0.891.961.07 文献[14]1.170.79 本文2.020.06 7文献[13]0.260.580.32 文献[14]0.840.26 本文0.780.20 9文献[13]0.170.310.14 文献[14]0.390.08 本文0.370.06 总计文献[13]3.745.872.13 文献[14]6.740.87 本文5.960.09
根据表7中三种方法的仿真与实测的对比结果可知,本文所建模型在还原期具有较高的精度,各次谐波电流畸变率绝对误差不超过0.20个百分点,谐波电流总畸变率绝对误差仅为0.09个百分点。
在电弧炉还原期,熔池内仍存在电-化学耦合过程:此时通过注入还原剂引发的脱氧反应以吸热为主,抑制了电弧剧烈波动,但熔池内持续进行的[C]与[O]反应仍伴随着CO气泡的生成;当这些气泡穿过炉渣界面时,与渣中残留FeO发生二次反应导致炉气中CO2浓度显著升高。同时,附表2的谐波电流仿真结果表明,在相同的电弧变化规则下,还原期气体浓度变化仍会对电弧的电能质量造成影响,且特定时段的气体浓度最能表征该时段的电能质量特性,表明还原期气体浓度的变化与谐波含量之间也存在紧密的时变耦合关系。本文模型同时考量气体浓度与弧长变化对电弧特性的影响,更贴近冶炼实际。
综上所述,相较于现有模型只能反映交流电弧炉冶炼最为剧烈的熔化期电弧特性,本文方法能实现电弧炉全过程建模,在保证熔化期高精度的同时,准确地反映氧化期和还原期的动态特性。
本文研究了一种计及物理参数变化的交流电弧炉全过程模型,并通过55 t炼钢交流电弧炉的实测数据验证,得到结论如下:
1)气体浓度是影响交流电弧炉电能质量的重要因素之一。气体浓度作为工艺操作与电弧炉建模之间的联系,其连续变化特性反映了阶段性工艺操作所引发的持续性变化对电能质量的影响,揭示了工艺操作中物理参数对电能质量的动态作用机制。
2)通过55 t交流电弧炉仿真分析可知,本文模型将气体浓度的时序变化和弧长在各冶炼时期的阶段性变化相结合,能够更准确地刻画交流电弧炉在各时段的实际运行情况,实现交流电弧炉的全过程建模。
3)将工艺操作与交流电弧炉建模相结合,不仅能为钢铁企业通过优化生产过程控制参数来实现电能质量治理提供新思路,还可为多物理参数协同工艺流程升级提供模型基础。
未来,可以通过研究电弧炉生产过程中电气特性-物理过程耦合机理以优化生产过程控制参数,助力企业实现降损增效。
附 录
1. 氧化期不同气体浓度谐波电流仿真结果
在电弧炉冶炼的熔化期前期,由于未注入氧气,炉内气体浓度与空气成分基本一致;即便在开始注入氧气后,该阶段的主要氧化反应集中于Si、Mn等元素,[C]与[O]的反应始终维持在较低水平,导致整个熔化期的气体浓度仍接近空气。因此,主要分析氧化期和还原期可能出现的各气体浓度,来验证气体浓度对电弧炉电能质量的影响。
在使用图7氧化期弧长变化规则的同时,选取电弧炉氧化期任意可能出现的气体浓度代入氧化期模型中,验证电弧炉冶炼过程中气体浓度对电能质量的影响。考虑到该阶段通过注入氧气来控制熔池的氧化还原反应,给定的参数为氧气浓度。
附表1 氧化期不同气体浓度谐波电流仿真结果
App.Tab.1 Simulation results of harmonic currents under different gas concentrations during the oxidation period
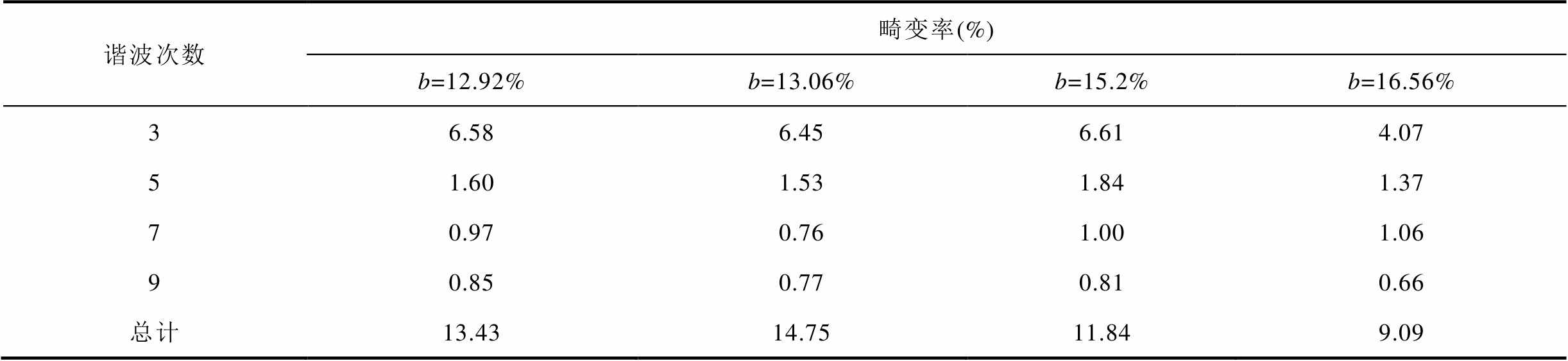
谐波次数畸变率(%) b=12.92%b=13.06%b=15.2%b=16.56% 36.586.456.614.07 51.601.531.841.37 70.970.761.001.06 90.850.770.810.66 总计13.4314.7511.849.09
2. 还原期不同气体浓度谐波电流仿真结果
还原期是通过注入还原剂与熔池内多余的氧发生氧化还原反应。在这个过程中,[C]与[O]大量反应,造成炉内各气体浓度发生变化,从而影响电弧炉的电能质量。因此,为验证不同气体浓度对电弧炉电能质量造成的影响,在使用图7还原期弧长变化规则的同时,选取电弧炉还原期任意可能出现的气体浓度代入还原期模型中验证电弧炉冶炼过程中气体浓度对电能质量的影响。考虑到该阶段通过注入还原剂来控制熔池的氧化还原反应,给定的参数为二氧化碳浓度。
附表2 还原期不同气体浓度谐波电流仿真结果
App.Tab.2 Simulation results of harmonic currents under different gas concentrations during the reduction period
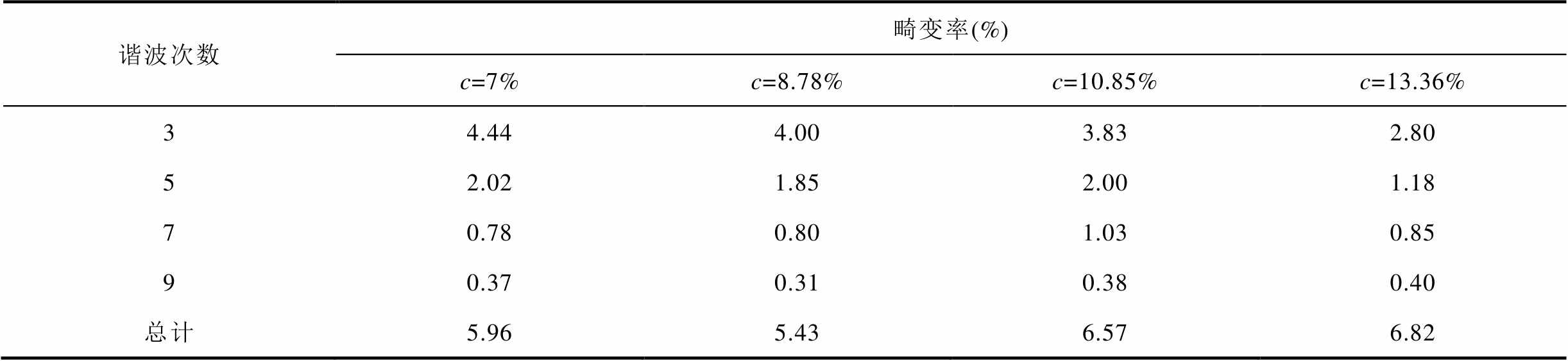
谐波次数畸变率(%) c=7%c=8.78%c=10.85%c=13.36% 34.444.003.832.80 52.021.852.001.18 70.780.801.030.85 90.370.310.380.40 总计5.965.436.576.82
参考文献
[1] 张逸, 孙守铨, 廖思阳, 等. 基于机理数据混合驱动的钢铁企业生产短流程功率模型[J]. 中国电机工程学报, 2025, 45(18): 7098-7110.
Zhang Yi, Sun Shouquan, Liao Siyang, et al. A mechanism-data hybrid-driven power model for short-process steel production[J]. Proceedings of the CSEE, 2025, 45(18): 7098-7110.
[2] 林才华, 张逸, 邵振国, 等. 用于低频非平稳间谐波研究的超高功率电弧炉模型[J]. 中国电力, 2020, 53(11): 1-8.
Lin Caihua, Zhang Yi, Shao Zhenguo, et al. An ultra-high-power electric arc furnace model for low-frequency non-stationary inter-harmonics studies[J]. Electric Power, 2020, 53(11): 1-8.
[3] 李戎, 李建文, 李永刚, 等. 结合特征根及模态分析法的逆变器多机并网系统谐波扰动响应分析[J]. 电工技术学报, 2024, 39(14): 4519-4534.
Li Rong, Li Jianwen, Li Yonggang, et al. Analysis of harmonic disturbance response of multi-inverter grid-connected system combining characteristic root and modal analysis method[J]. Transactions of China Electrotechnical Society, 2024, 39(14): 4519-4534.
[4] 赵旭东, 王艺博, 王博闻, 等. 考虑差异化工业高载能负荷灵活性挖掘的市场实施及调度模型研究综述[J]. 电工技术学报, 2025, 40(7): 2043-2062, 2161.
Zhao Xudong, Wang Yibo, Wang Bowen, et al. Review of market implementation and scheduling models considering the flexibility extraction of differentiated industrial energy-intensive loads[J]. Transactions of China Electrotechnical Society, 2025, 40(7): 2043-2062, 2161.
[5] 张逸, 李渴, 邵振国, 等. 基于数据关联性分析的工业用户电能质量特征识别[J]. 电工技术学报, 2023, 38(13): 3512-3526.
Zhang Yi, Li Ke, Shao Zhenguo, et al. Power quality characteristics identification of industrial users based on data correlation analysis[J]. Transactions of China Electrotechnical Society, 2023, 38(13): 3512-3526.
[6] 王晶, 束洪春, 林敏, 等. 用于动态电能质量分析的交流电弧炉的建模与仿真[J]. 电工技术学报, 2003, 18(3): 53-58.
Wang Jing, Shu Hongchun, Lin Min, et al. Modeling and simulation of AC arc furnace for dynamic power quality studies[J]. Transactions of China Electrotechnical Society, 2003, 18(3): 53-58.
[7] 王育飞, 潘艳霞, 姜建国. 基于MATLAB的交流电弧炉随机模型与仿真[J]. 高电压技术, 2008, 34(5): 973-977.
Wang Yufei, Pan Yanxia, Jiang Jianguo. Stochastic model of AC electric arc furnace based on MATLAB [J]. High Voltage Engineering, 2008, 34(5): 973-977.
[8] 王琰, 毛志忠, 李妍, 等. 用于电压波动研究的交流电弧炉电弧模型[J]. 电网技术, 2010, 34(1): 36-40.
Wang Yan, Mao Zhizhong, Li Yan, et al. An electric arc model of AC electric arc furnace for research on voltage fluctuation[J]. Power System Technology, 2010, 34(1): 36-40.
[9] Ozgun O, Abur A. Flicker study using a novel arc furnace model[J]. IEEE Transactions on Power Delivery, 2002, 17(4): 1158-1163.
[10] Carpinelli G, Iacovone F, Russo A, et al. Chaos-based modeling of DC arc furnaces for power quality issues [J]. IEEE Transactions on Power Delivery, 2004, 19(4): 1869-1876.
[11] 王育飞, 姜建国. 用于电能质量研究的新型交流电弧炉混沌模型[J]. 中国电机工程学报, 2008, 28(10): 106-110.
Wang Yufei, Jiang Jianguo. A novel chaotic model of AC electric arc furnace for power quality study[J]. Proceedings of the CSEE, 2008, 28(10): 106-110.
[12] 徐瑞阳. 电弧炉电气系统建模及无功补偿方法研究[D]. 武汉: 华中科技大学, 2023.
Xu Ruiyang. Research on modeling and reactive power compensation for electric arc furnace[D]. Wuhan: Huazhong University of Science and Technology, 2023.
[13] 张逸, 林才华, 邵振国, 等. 基于电子连续性方程的新型交流电弧炉通用模型[J]. 中国电机工程学报, 2021, 41(21): 7425-7434.
Zhang Yi, Lin Caihua, Shao Zhenguo, et al. A novel general model of AC electric arc furnace based on electron continuity equation[J]. Proceedings of the CSEE, 2021, 41(21): 7425-7434.
[14] 徐云聪, 张逸, 林才华, 等. 基于电气特性-物理参数耦合的交流电弧炉模型[J]. 电工技术学报, 2024, 39(6): 1643-1655.
Xu Yuncong, Zhang Yi, Lin Caihua, et al. AC arc furnace model based on coupling of electrical and physical parameters[J]. Transactions of China Electro-technical Society, 2024, 39(6): 1643-1655.
[15] 田博涵, 陈兆平. 电弧炉炼钢动态模型的建立与评价[J]. 炼钢, 2024, 40(6): 23-27.
Tian Bohan, Chen Zhaoping. Establishment and evaluation of dynamic model for electric arc furnace steelmaking[J]. Steelmaking, 2024, 40(6): 23-27.
[16] 李青. 直流电弧炉电弧加热废钢熔化过程数学模型及其数值模拟[J]. 工业加热, 2005, 34(4): 5-11.
Li Qing. Mathematical model and numerical modeling of scrap melting process heating by electric arc in DC EAF[J]. Industrial Heating, 2005, 34(4): 5-11.
[17] 李青, 洪新, 郑少波. 炼钢电弧炉过程动态模型与仿真[J]. 钢铁研究, 2001, 29(1): 20-25.
Li Qing, Hong Xin, Zheng Shaobo. Dynamic model & simulation of EAF process[J]. Reseach on Iron and Steel, 2001, 29(1): 20-25.
[18] 廖延涛, 胡骏, 张海龙, 等. 用于电能质量预测分析的交流电弧炉时变参数模型[J]. 电气技术, 2016, 17(3): 41-46.
Liao Yantao, Hu Jun, Zhang Hailong, et al. Time-varying parameter model of AC electrical arc furnace for power quality predictions and analysis[J]. Electrical Engineering, 2016, 17(3): 41-46.
[19] 方昕玥, 王斌, 喻敏, 等. 交流电弧炉的间谐波检测及状态判断[J]. 电测与仪表, 2020, 57(13): 137-143.
Fang Xinyue, Wang Bin, Yu Min, et al. Inter-harmonic detection and state judgment of AC arc furnace[J]. Electrical Measurement & Instrumentation, 2020, 57(13): 137-143.
[20] 李丹. 电弧炉冶炼过程建模及用氧制度优化[D]. 沈阳: 东北大学, 2008.
Li Dan. Modeling of smelting process and optimization of oxygen blowing in electric arc furnace [D]. Shenyang: Northeastern University, 2008.
[21] 张奇. 电弧炉炼钢技术发展探讨[J]. 山西冶金, 2025, 48(2): 91-93.
Zhang Qi. Discussion on the development of electric arc furnace steelmaking technology[J]. Shanxi Metallurgy, 2025, 48(2): 91-93.
[22] 陈思源. 基于数据驱动的配电网谐波源识别和建模方法研究[D]. 武汉: 华中科技大学, 2022.
Chen Siyuan. Research on harmonic source identification and modeling method of distribution network based on data driven[D]. Wuhan: Huazhong University of Science and Technology, 2022.
[23] Underwood T, Roy S, Glaz B. Physics based lumped element circuit model for nanosecond pulsed dielectric barrier discharges[J]. Journal of Applied Physics, 2013, 113(8): 083301.
[24] 李刚, 肖剑桥, 阎对丰, 等. 气体电弧在不同气体介质中电子数密度的汤逊散射诊断研究[J]. 高压电器, 2024, 60(2): 163-168, 191.
Li Gang, Xiao Jianqiao, Yan Duifeng, et al. Research on Thomson scattering diagnosis of electron number density of gas arc in different gas medium[J]. High Voltage Apparatus, 2024, 60(2): 163-168, 191.
[25] 梅振青. 基于特里切尔脉冲的传感器特性数值模拟[D]. 北京: 北京石油化工学院, 2023.
Mei Zhenqing. Simulation study of sensor characteristics based on Trichel pulses[D]. Beijing: Beijing Institute of Petrochemical Technology, 2023.
[26] 王丰华. 电弧炉建模研究及其应用[D]. 上海: 上海交通大学, 2006.
Wang Fenghua. Study of modeling the electric arc furnace and its application[D]. Shanghai: Shanghai Jiao Tong University, 2006.
[27] 陈芳, 荣娜, 胡晓. 直流电压下局部放电数值模拟方法研究综述[J]. 绝缘材料, 2024, 57(4): 1-12.
Chen Fang, Rong Na, Hu Xiao. Review of numerical simulation methods for partial discharge under DC voltage[J]. Insulating Materials, 2024, 57(4): 1-12.
[28] 何春来, 朱荣, 董凯, 等. 基于烟气成分分析的电弧炉炼钢脱碳模型[J]. 北京科技大学学报, 2010, 32(12): 1537-1541.
He Chunlai, Zhu Rong, Dong Kai, et al. Decarburization model of EAF steelmaking based on fume composition detecting[J]. Journal of University of Science and Technology Beijing, 2010, 32(12): 1537-1541.
[29] Raizer Y P. Gas Discharge Physics[M]. Berlin: Springer, 1991.
[30] 刘小河, 程少庚, 苏文成. 电弧炉电气系统的谐波分析研究[J]. 电工技术学报, 1994, 9(2): 21-26, 10.
Liu Xiaohe, Cheng Shaogeng, Su Wencheng. Harmonic analysis of electric systems of arc furnace [J]. Transactions of China Electrotechnical Society, 1994, 9(2): 21-26, 10.
[31] 过增元, 赵文华. 电弧和热等离子体[M]. 北京: 科学出版社, 1986.
[32] Abid F, Niayesh K, Jonsson E, et al. Arc voltage characteristics in ultrahigh-pressure nitrogen including supercritical region[J]. IEEE Transactions on Plasma Science, 2018, 46(1): 187-193.
[33] Pauna H, Willms T, Aula M, et al. Electric arc length-voltage and conductivity characteristics in a pilot-scale AC electric arc furnace[J]. Metallurgical and Materials Transactions B B-Process Metallurgy and Materials Processing Science, 2020, 51(4): 1646-1655.
[34] 董中奇, 时彦林. 电弧炉炼钢生产[M]. 北京: 冶金工业出版社, 2013.
[35] 赵舸, 胡砚斌, 王雪明, 等. 电炉铁水比对供氧量及其利用系数的影响研究[J]. 山东冶金, 2023, 45(4): 22-24.
Zhao Ge, Hu Yanbin, Wang Xueming, et al. The effect of high hot metal charging rate on oxygen consumption and utilization coefficient in EAF[J]. Shandong Metallurgy, 2023, 45(4): 22-24.
[36] 董凯, 朱荣, 刘文娟, 等. 电弧炉炉气成分的影响因素[J]. 北京科技大学学报, 2011, 33(增刊1): 77-82.
Dong Kai, Zhu Rong, Liu Wenjuan, et al. Influencing factors of EAF off-gas composition[J]. Journal of University of Science and Technology Beijing, 2011, 33(S1): 77-82.
[37] 廖延涛. 炼钢交流电弧炉电能质量问题的分析与治理研究[D]. 南京: 南京师范大学, 2016.
[38] 万聪聪. 基于故障限流器的电弧炉电压波动和闪变抑制器研究[D]. 武汉: 武汉大学, 2019.
Wan Congcong. Research on voltage fluctuation and flicker suppressor of electric arc furnace based on fault current limiter[D]. Wuhan: Wuhan University, 2019.
[39] 宋竟绮, 郝瑞祥, 袁帆, 等. 基于空心电极的三相交流电弧等离子体炬建模与实验研究[J]. 电工技术学报, 2025, 40(13): 4125-4137, 4179.
Song Jingqi, Hao Ruixiang, Yuan Fan, et al. Modeling and experimental research on three-phase AC arc plasma torch based on hollow electrode[J]. Transactions of China Electrotechnical Society, 2025, 40(13): 4125-4137, 4179.
[40] 盛德杰, 王尧, 邢云琪, 等. 基于磁流体动力学仿真的低压交流串联故障电弧致火风险研究[J]. 电工技术学报, 2025, 40(10): 3326-3338.
Sheng Dejie, Wang Yao, Xing Yunqi, et al. Research on fire risk of low voltage AC series fault arc based on magnetohydrodynamics simulation[J]. Transac-tions of China Electrotechnical Society, 2025, 40(10): 3326-3338.
[41] 张毅恒. 计及负荷指标特性的电能质量综合评估方法研究与应用[D]. 合肥: 安徽大学, 2022.
Zhang Yiheng. Research and application of a comprehensive power quality evaluation method considering load-indicator characteristics[D]. Hefei: Anhui University, 2022.
Abstract The actual process operation of an electric arc furnace (EAF) shows a phased characteristic in terms of time sequence, but the electrical parameter fluctuations it causes run through the entire smelting process. Existing research mainly focuses on the power quality issues generated during the melting period, failing to effectively associate the multi-stage physical parameter changes with the electrical characteristic modeling throughout the entire process. The proposed AC EAF full-process model considering physical parameter changes in this paper mainly conducts physical process mechanism analysis from two aspects: the microscopic dynamic behavior inside the arc and the evolution law of the external morphology.
In terms of microscopic dynamic behavior, arc discharge fundamentally constitutes a gas ionization process where the gaseous medium serves as both energy carrier and charge transport medium, with variations in its composition and concentration significantly influencing discharge characteristics; during EAF smelting operations, oxygen injection and reductant addition processes continuously alter arc zone gas concentrations while adjusting molten steel composition, thereby affecting microscopic particle dynamics within the arc. Regarding macroscopic morphological evolution, the influence of self-magnetic compression forces from arc current on radial force equilibrium is considered through magnetic compression force balance equations to analyze current effects on arc radius, while further examining the influence mechanisms of arc external characteristics across operational phases and segmented operational behavior on the arc, ultimately establishing a functional relationship for full-length arc variation to reflect governing mechanisms of external arc characteristics.
The gas concentration needs to be detected using an infrared gas analyzer. However, the intense dynamic characteristics of the smelting process have led to the fact that the length of the electric arc has not yet been determined in a definite form. Therefore, based on the concentration relationships of N2, O2, CO2, and CO discovered by the infrared gas analyzer and combined with the oxidation-reduction reaction laws within the EAF, this paper constructs a gas concentration change curve through iterative time periods to characterize the three-stage decarburization process. Given the positive correlation between arc length and arc voltage, this paper analyzes the electrode operation methods and dynamic characteristics of the molten pool in different smelting stages to reveal the internal mechanism of arc length changes, and then modulates the range of arc length changes based on the fluctuation of arc voltage. The mechanism-data combination method is used to determine the gas concentration change curve and the arc length change function for each period during the EAF smelting process.
This model was verified using the actual measurement data of a 55-ton EAF to test its accuracy and applicability throughout the entire smelting process. The results show that by combining the temporal changes in gas concentration and the phased evolution of arc length during each smelting stage, the actual operating state of the AC arc furnace in each stage can be described more precisely. Further, by verifying the influence of various gas concentrations that may occur during the oxidation and reduction periods on the electrical energy quality of the arc furnace, it was found that the gas concentration at specific time periods can effectively characterize the electrical energy quality characteristics of that period. This proves that considering the combined effects of gas concentration and arc length changes on arc characteristics is closer to the physical reality of arc furnace smelting.
keywords:Full-process AC electric arc furnace, gas concentration inside the furnace, process operations, arc length variation function, load model
中图分类号:TM748.41
DOI: 10.19595/j.cnki.1000-6753.tces.250767
国家自然科学基金资助项目(51777035)。
收稿日期2025-05-09
改稿日期2025-06-09
张 逸 男,1984年生,博士,副教授,研究方向为电能质量、主动配电网以及电力数据分析等。
刘诗琦 女,2000年生,硕士研究生,研究方向为电能质量分析。
E-mail:1049874600@qq.com(通信作者)
(编辑 李 冰)