 (1)
(1)
摘要 电磁脉冲焊接通过金属工件感应产生的电磁力驱动其高速变形、碰撞以实现冶金结合。针对弱导电性难变形金属工件,该文提出一种基于双线圈双驱动的电磁脉冲焊接方法,并以核电用锆合金与不锈钢作为研究对象开展仿真与实验研究,验证其可行性。首先,选择导电性强、易变形的铜板作为驱动板,在COMSOL软件中构建双线圈双驱动电磁脉冲焊接仿真模型,对比分析双驱动与单驱动方式作用下的电磁参数时空分布规律与板件运动行为。结果表明,与单驱动方式相比,双驱动方式能够提高碰撞速度、增大碰撞角度,有利于实现金属冶金结合。然后,在放电电压分别为11、12、13、14 kV条件下开展锆合金-不锈钢板电磁脉冲单驱动与双驱动焊接实验,单驱动时锆合金与不锈钢仅发生变形,双驱动时锆合金与不锈钢实现了结合,并且两者的结合界面出现电磁脉冲焊接典型的波纹结构,存在元素扩散行为,但无明显金属间化合物产生。随着放电电压的提高,接头抗拉性能逐渐增大甚至优于锆合金母材。该文可为扩展电磁脉冲焊接技术的应用范围提供有力参考。
关键词:电磁脉冲焊接 弱导电性 难变形 双线圈 双驱动
脉冲功率技术是用较长时间储存能量,并在极短时间内压缩、转换,实现高峰值功率输出的技术[1]。电磁脉冲焊接(Electromagnetic Pulse Welding, EMPW)技术是脉冲功率技术在材料加工领域的应用之一,其基本原理为:储能电容对焊接线圈放电,产生脉冲大电流,脉冲大电流流经焊接线圈产生脉冲强磁场,焊接工件在脉冲强磁场中感应产生电磁力,电磁力驱动其与待焊接金属高速碰撞,实现冶金结合[2]。该技术可忽略金属间熔点、线膨胀系数等物理化学性质的差异,同时具有速度快、效率高、可控性强等优势,被广泛应用于异种金属之间的连接,如铝合金和铜[3]、铝合金和镁合金[4]、铝合金和不锈钢[5]、铝合金和镍钛合金[6]等,在航空航天、电力基建、汽车制造等领域具有巨大的应用潜力[7-10]。
根据电磁脉冲焊接基本原理可知,其所焊接的金属中至少需要一种导电性强、易变形的金属作为飞板(外管),在脉冲强磁场作用下感应产生足够大的电磁力,驱使其变形,并与另一个金属工件相互碰撞。因此,导电性强且易变形的铝合金和铜是当前电磁脉冲焊接中飞板(外管)的常用材料。R. N. Raoelison等以6061铝合金作为外管,在不同材料集磁器作用下实现了与铜棒的焊接[11]。O. B. Bembalge等驱动6061铝合金管与AISI 1020不锈钢棒碰撞实现了电磁脉冲焊接,且发现放电电压为12.5 kV、间隙为1 mm时获得的接头效果最佳[12]。Wang Pengfei等以1060铝合金板为飞板,以AZ31B镁合金板为基板,在放电能量为17.92 kJ时获得了良好的焊接效果[13]。S. Patra等将铜管作为外管,当放电能量为24 kJ、间隙为1.25 mm时,其与低碳钢管形成了波纹结构界面[14]。R. Shotri等同样在电磁脉冲焊接中驱动铜管高速碰撞11SMnPb30钢管,从而获得了良好的接头[15]。
在电磁脉冲焊接中,当飞板(外管)不是铝合金或铜等导电性强且易变形的金属时,难以在脉冲强磁场中感应产生足够大的电磁力驱使其高速运动[16],因而有学者提出采用铝合金或铜作为驱动件为待焊工件提供足够多的动能,从而与基板(内管/棒)产生剧烈碰撞。S. K. Sharma等在电磁脉冲焊接中采用单个铜驱动管驱动T91铁马钢管与T91铁马钢棒实现了冶金结合[17]。S. Kumar等在电磁脉冲焊接D9SS不锈钢管和SS316L(N)不锈钢棒中采用不同壁厚的单个铝合金驱动管或铜驱动管进行驱动,结果表明铜驱动管的焊接效果更好[18]。S. Mishra等采用单个铜驱动管驱动钛合金管与SS304不锈钢管实现了冶金结合[19]。T. Aizawa等采用铝合金板作为驱动板,驱动柔性印制电路板进行电磁脉冲焊接,从而获得了可靠的冶金接头[20]。为了提高能量利用率、提升接头电气与力学性能,M. Ayaz等采用铝合金板驱动飞板(铜板)与304不锈钢板高速碰撞,实现了铜板与不锈钢板的可靠连接[21]。然而,在一些特殊的应用场景中,所需焊接的材料相比于铝合金和铜,均为弱导电性难变形金属,如核电领域中常用的锆合金与不锈钢[22],其电导率远小于铝合金和铜,而屈服强度却远高于铝合金和铜,采用单个铝合金或铜驱动件仍难以实现两者的电磁脉冲焊接,只能大幅提高放电能量,对电磁脉冲焊接参数的需求较高,远超现有报道的相关设备。为此,本文提出一种基于双线圈双驱动的电磁脉冲焊接方法,通过两个驱动件同时驱动锆合金板与不锈钢板高速相向运动、剧烈碰撞,形成冶金结合。
本文首先选择导电性强、易变形的T2铜板为驱动件,Zr-3锆合金板与304不锈钢板为待焊工件,分析了电磁脉冲驱动焊接的理论依据以及驱动板厚度与趋肤深度之间的关系,并且在COMSOL软件中构建了单驱动与双驱动方式作用下锆合金-不锈钢板电磁脉冲焊接仿真模型,模拟了磁通密度、感应涡流和电磁力的分布规律,探究了驱动板的变形行为及其带动锆合金板、不锈钢板变形的过程。然后采用自研的WD-28焊接装置与非对称截面双H型线圈,开展不同放电电压下的实验研究,在双驱动方式下实现了锆合金板与不锈钢板的可靠结合,并且在此基础上,采用扫描电子显微镜(Scanning Electron Microscope, SEM)和能谱分析仪(Energy Dispersive Spectrometer, EDS)研究了结合界面的微观结构与结合机理。本文通过仿真分析和焊接实验验证了所提基于双线圈双驱动的电磁脉冲焊接方法的可行性,可为弱导电性难变形金属电磁脉冲焊接提供科学依据与实验参考。
以板件电磁脉冲焊接为例,在非驱动焊接中,飞板的运动过程可表示为
(1)
式中,Fes为飞板在线圈形成的脉冲强磁场中感应产生的电磁力;FAs为飞板的变形抗力;ms1为非驱动焊接中飞板变形区域的质量;as1为非驱动焊接中飞板的加速度。
驱动焊接则是电磁力驱使驱动板和飞板一起向基板运动,其运动过程可表示为
 (2)
(2)
式中,Fec为驱动板在脉冲强磁场中感应产生的电磁力;FAc为驱动板的变形抗力;mc为驱动板变形区域的质量;ms2为驱动焊接中飞板变形区域的质量;ac为驱动板的加速度;as2为驱动焊接中飞板的加速度。
驱动板的趋肤深度δ [23]为
 (3)
(3)
式中,f为放电电流频率;μ为材料磁导率;σ为材料电导率。
根据式(3),以课题组自研装置WD-28放电电流频率23 kHz计算[24],采用T2铜驱动板时,其趋肤深度δ =0.43 mm。当铜驱动板厚度大于或等于其趋肤深度时,驱动板对飞板存在屏蔽作用,飞板的电磁力可忽略不计。
根据文献[25],板件在脉冲强磁场中的电磁力密度F可表示为
 (4)
(4)
式中,J为感应涡流密度;B为磁通密度。当放电回路不变时,线圈中的放电电流几乎不会受到板件材料的影响。由于304不锈钢的电导率(1.45×106 S/m)与Zr-3锆合金的电导率(2.24×106 S/m)远小于T2铜的电导率(5.8×107 S/m),导致不锈钢板与锆合金板自由电子少,其感应产生的涡流远小于铜板感应产生的涡流,因而铜驱动板的电磁力高于不锈钢板与锆合金板的电磁力。但铜驱动板产生的电磁力不仅要使自身变形加速运动,还需驱动不锈钢板与锆合金板变形加速运动。仅当铜驱动板感应产生的电磁力Fec远大于铜驱动板的变形抗力FAc与不锈钢板或锆合金板变形抗力FAs之和,并足以驱使不锈钢板与锆合金板高速碰撞时,才可实现两者的冶金结合。
根据电磁脉冲焊接窗口理论,碰撞速度越大,所需碰撞角度越小,越易形成冶金结合[26]。因而,是否选择驱动焊接,需分析对比通过不锈钢板、锆合金板自身感应产生的电磁力所获得的碰撞速度,以及铜驱动板驱动所获得的两者的碰撞速度。
锆合金-不锈钢板双线圈双驱动电磁脉冲焊接装配及中心截面示意图如图1所示。从下往上依次为H型线圈、绝缘薄膜、T2铜驱动板、绝缘薄膜、Zr-3锆合金板、绝缘垫片、304不锈钢板、绝缘薄膜、T2铜驱动板、绝缘薄膜、H型线圈。铜驱动板与锆合金板、不锈钢板之间仅有一层绝缘薄膜,当铜驱动板变形加速时,将带动锆合金板与不锈钢板变形加速。
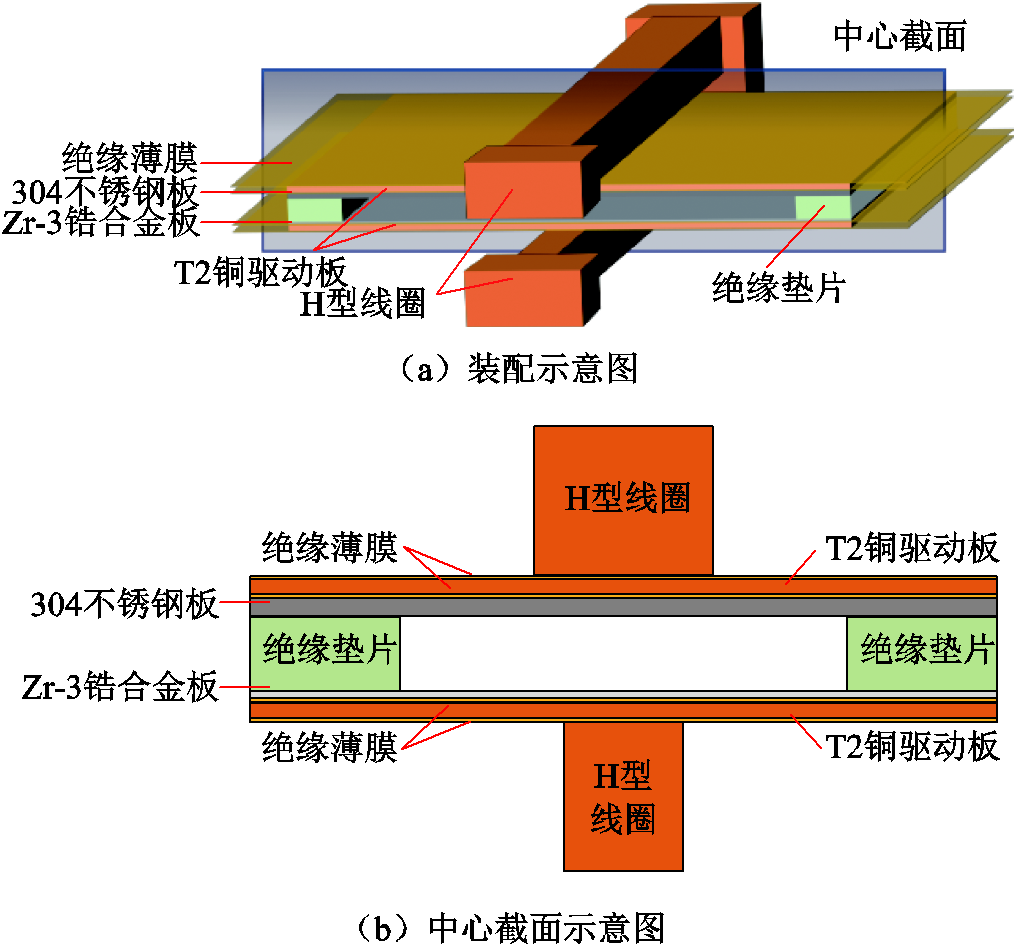
图1 双线圈双驱动电磁脉冲焊接装配及中心截面示意图
Fig.1 Assembly and center section schematic diagram of EMPW based on dual-coil and dual-drive
双线圈由两个H型线圈串联组成,当储能电容放电后,放电电流流过两个H型线圈形成脉冲强磁场,铜驱动板在脉冲强磁场中感应产生涡流与电磁力,并在电磁力作用下发生变形,从而驱动锆合金板和不锈钢板变形,使锆合金板和不锈钢板相向运动直至碰撞[27]。当碰撞速度与碰撞角度满足锆合金板和不锈钢板的焊接窗口时,碰撞点产生金属射流,锆合金板与不锈钢板间形成冶金结合。
待焊工件材料选用几何尺寸为100 mm(长)× 50 mm(宽)×0.2 mm(厚)的Zr-3锆合金板与100 mm(长)×50 mm(宽)×0.5 mm(厚)的304不锈钢板。驱动板选用几何尺寸为100 mm(长)×50 mm(宽)×0.43 mm(厚)的T2铜板,其厚度等于一倍趋肤深度δ。绝缘薄膜选用厚度为0.1 mm的聚酰亚胺薄膜,绝缘垫片选用厚度为2 mm的环氧树脂板。为验证本文所提双线圈双驱动焊接方法的有效性,采用焊接效果更佳的非对称双H型线圈[28],并将截面积较小的H型线圈放置于厚度较薄的锆合金板一侧。锆合金板侧H型线圈截面几何尺寸为4 mm(宽)×10 mm(高),不锈钢板侧H型线圈截面几何尺寸为6 mm(宽)×10 mm(高)。实验中,材料的化学成分见表1。
表1 材料化学成分
Tab.1 Materials chemical compositions
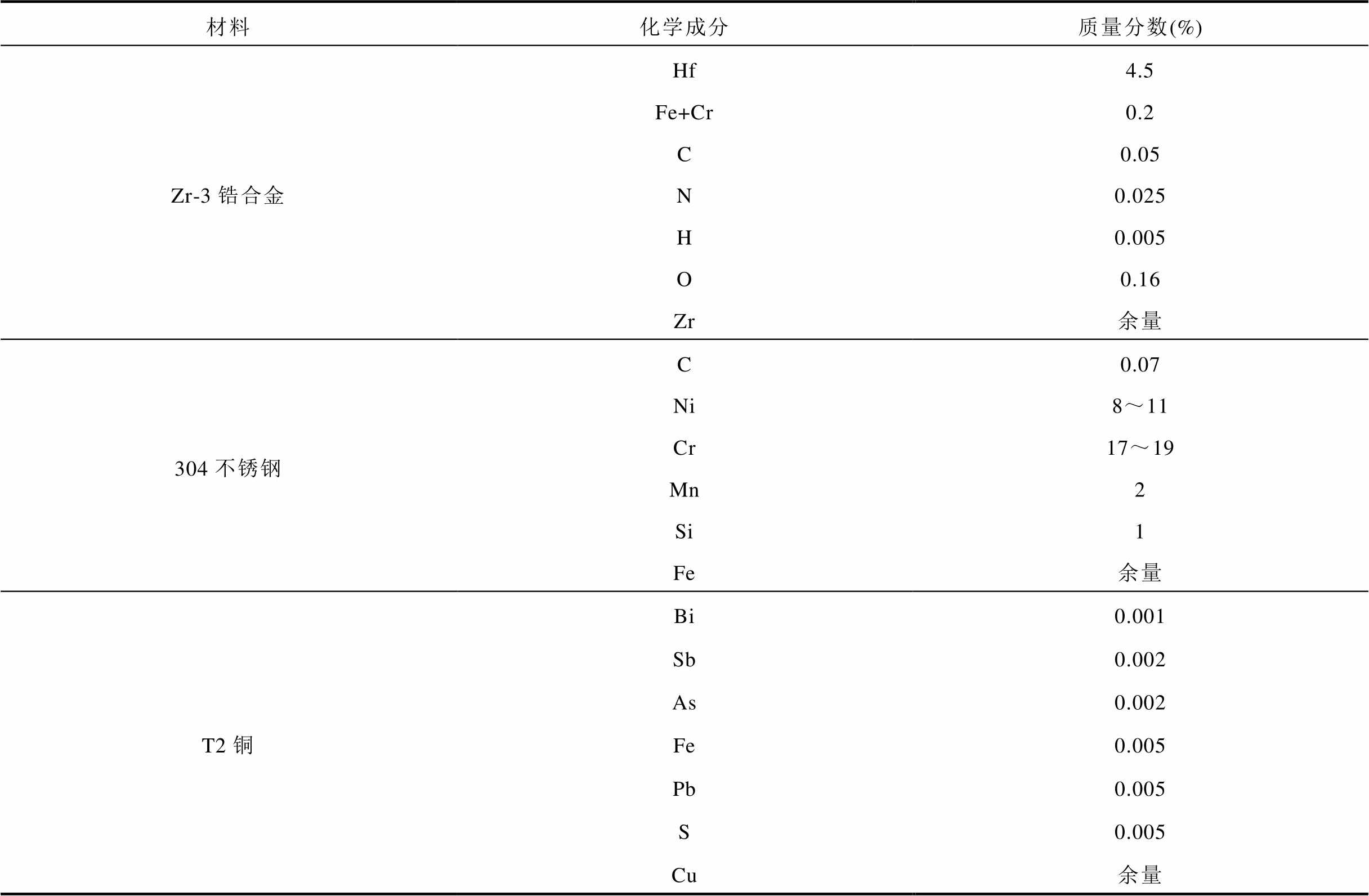
材料化学成分质量分数(%) Zr-3锆合金Hf4.5 Fe+Cr0.2 C0.05 N0.025 H0.005 O0.16 Zr余量 304不锈钢C0.07 Ni8~11 Cr17~19 Mn2 Si1 Fe余量 T2铜Bi0.001 Sb0.002 As0.002 Fe0.005 Pb0.005 S0.005 Cu余量
锆合金-不锈钢焊接实验采用本课题组自研的WD-28电磁脉冲焊接装置,主要包括充电单元、储能单元、放电单元、控制单元。其中,储能单元中电容值C为140 µF、额定电压U范围为1~20 kV。单驱动焊接与双驱动焊接的差异主要在于装配时铜驱动板的数量及位置:单驱动焊接时仅需一块铜驱动板且其位于锆合金板或不锈钢板侧(以下将驱动板仅位于锆合金板侧简称为锆侧单驱动,驱动板仅位于不锈钢板侧简称为钢侧单驱动);双驱动焊接时则需两块铜驱动板分别位于锆合金板与不锈钢板侧,如图1所示。数据采集装置包括高压探头(Tektronix P6015A)和Rogowski线圈(Cybertek CP9123LA),其与焊接装置集成为锆合金板-不锈钢板电磁脉冲焊接实验平台。设置放电电压为11、12、13、14 kV,开展锆侧单驱动、钢侧单驱动与双驱动焊接实验,其放电电流波形如图2所示。当放电电压分别为11、12、13、14 kV时,双驱动焊接放电电流波形如图2a所示,放电电流峰值分别约为216、234、256、276 kA。当放电电压为11 kV时,不同驱动方式下的放电电流波形如图2b所示,锆侧单驱动、钢侧单驱动与双驱动下的放电电流峰值分别约为216、212、214 kA,放电电流频率均约为23 kHz,表明铜驱动板的数量及位置对放电电流并无显著影响。
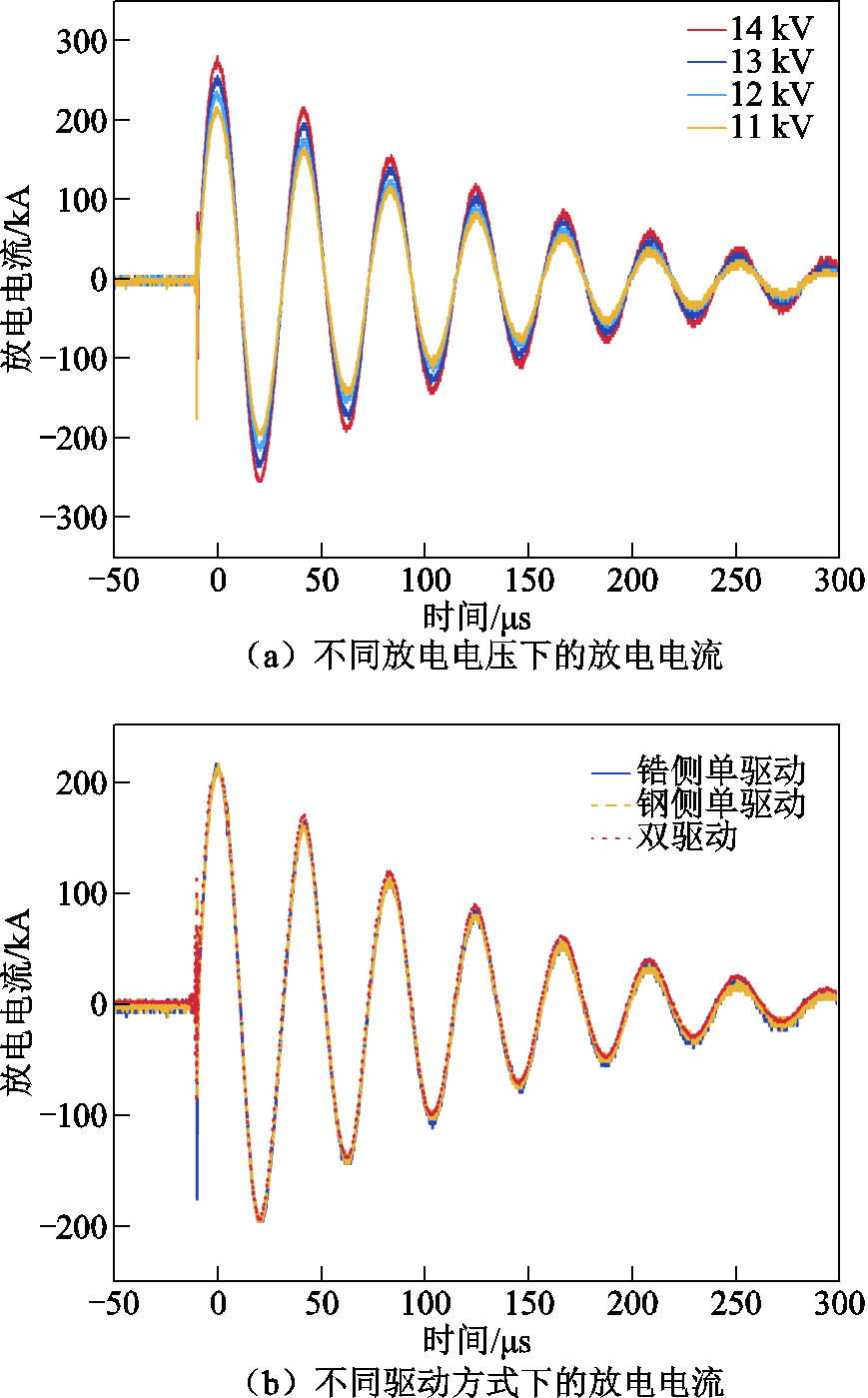
图2 不同条件下的电磁脉冲焊接放电电流波形
Fig.2 Electromagnetic pulse welding discharge current waveforms under different conditions
根据图1中的装配结构,在COMSOL软件中分别建立了单驱动与双驱动方式下的锆合金-不锈钢板电磁脉冲焊接二维仿真模型。
几何模型根据实验材料的实际尺寸构建,为提升计算效率,将板件长度设置为50 mm。模型中各材料参数从COMSOL材料库中调用,其力学与电学性能参数见表2。
表2 材料力学与电学性能参数
Tab.2 Materials mechanical and electrical performance parameters
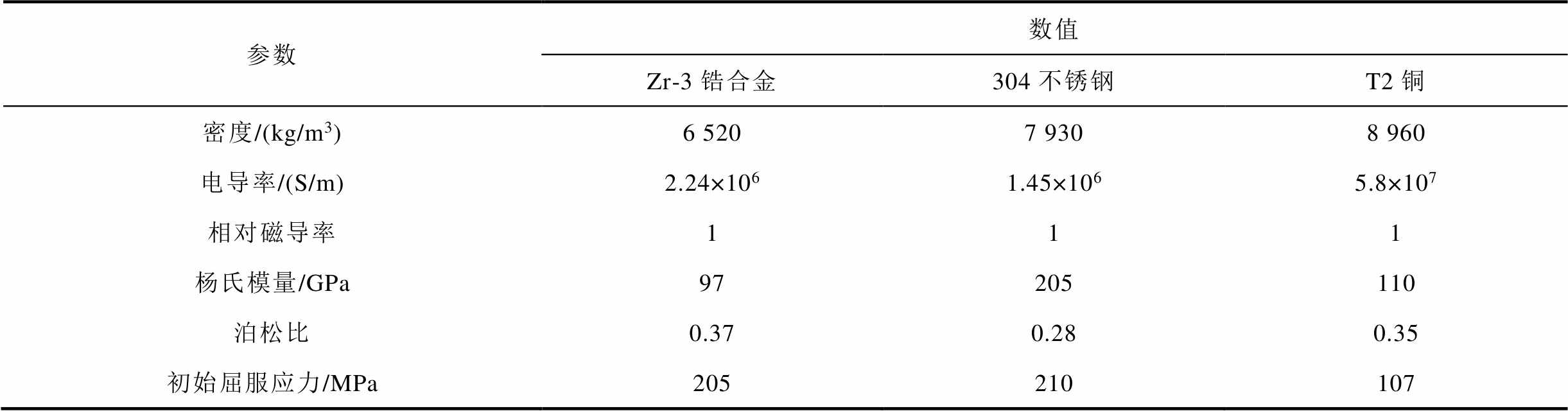
参数数值 Zr-3锆合金304不锈钢T2铜 密度/(kg/m3)6 5207 9308 960 电导率/(S/m)2.24×1061.45×1065.8×107 相对磁导率111 杨氏模量/GPa97205110 泊松比0.370.280.35 初始屈服应力/MPa205210107
物理场选择电路、磁场与固体力学场并进行耦合求解。在电路模块中,电磁脉冲焊接系统放电回路为RLC电路[29]。其中,C为储能电容的容值,C= 140 μF;R与L分别为线圈外部电路的等效电阻与电感,通过拟合实验中放电电流实测数据获得。放电主回路等效电路参数见表3。磁场与固体力学场的设置可以参考前期研究[10]。实验测量的放电电流波形与仿真获得的放电电流波形对比如图3所示,可见波形基本一致,拟合程度较好。
表3 等效电路参数
Tab.3 Equivalent circuit parameters

参 数数 值 C/mF140 R/mW5.503 6 L/mH0.289 6
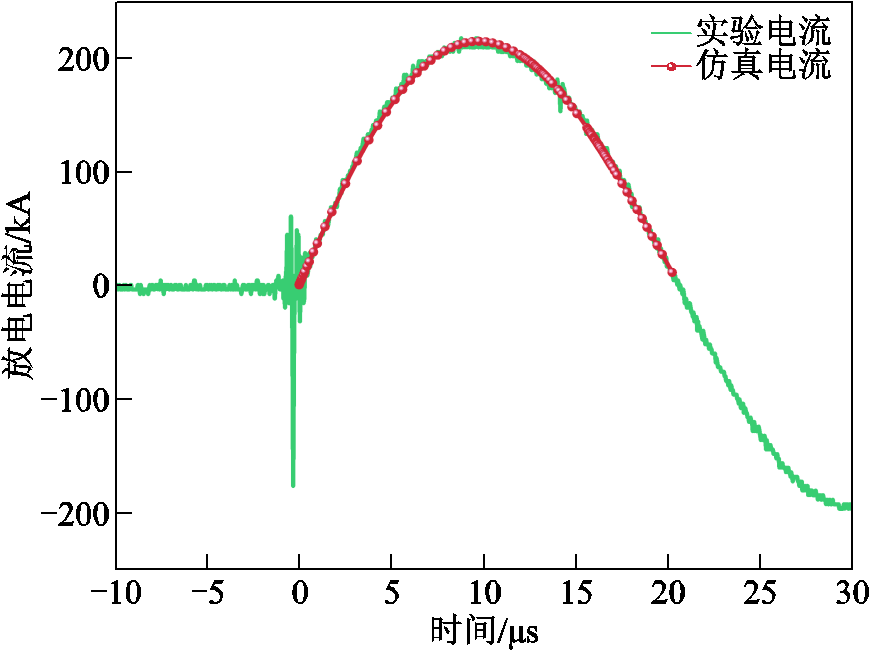
图3 实验电流与仿真电流波形
Fig.3 Experimental current and simulation current waveforms
当放电电压设置为11 kV时,不同时刻线圈、板件及其周围空间的磁通密度分布仿真结果如图4所示。其中,图4a是双驱动焊接的仿真结果,可见磁场主要集中在铜驱动板靠近线圈的表面区域,且在线圈正对的区域内较为均匀,而在超出线圈范围外的区域则迅速减小。锆合金板对应的铜驱动板中的磁通密度峰值最高。由于铜驱动板的屏蔽作用,锆合金板与不锈钢板中的磁通密度近乎为0。随着放电电流增大,磁通密度不断提高。图4b与图4c是单驱动焊接的仿真结果,可见非驱动侧的锆合金板、不锈钢板中的磁通密度主要集中在线圈对应区域,磁通密度分布较为均匀。
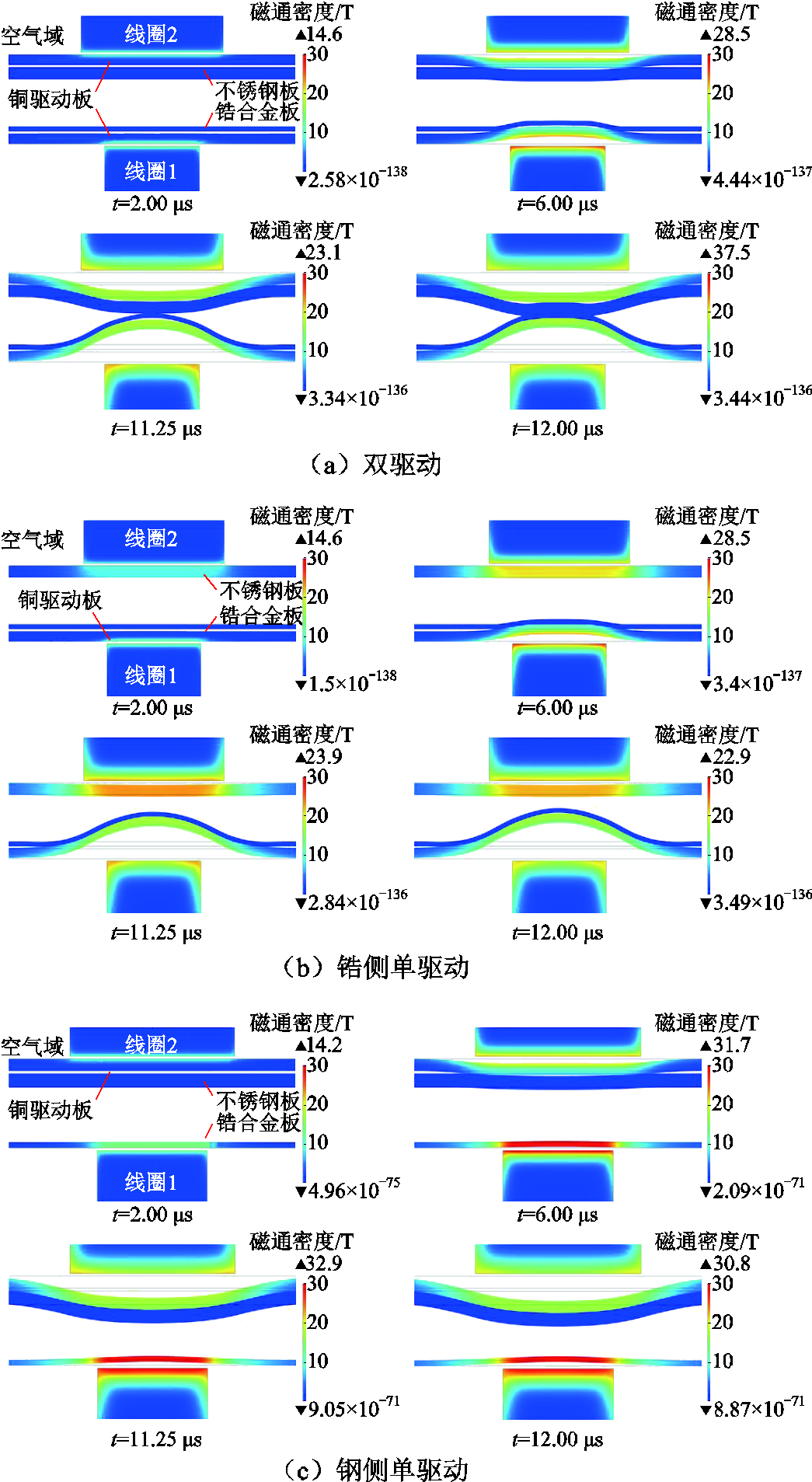
图4 不同时刻磁通密度分布仿真结果
Fig.4 Simulation results of magnetic flux density distribution at different times
此外,钢侧单驱动焊接中锆合金板磁通密度峰值大于锆侧单驱动焊接中不锈钢板磁通密度峰值,进而大于双驱动焊接中铜驱动板的磁通密度峰值。
不同时刻板件感应涡流密度分布仿真结果如图5所示。其中,图5a是双驱动焊接的仿真结果。铜驱动板中的感应涡流同样集中在靠近线圈表面区域。锆合金板所对应的H型线圈截面宽度较窄,该侧铜驱动板中的感应涡流峰值更高。由于铜驱动板的屏蔽效应,锆合金板与不锈钢板中几乎没有感应涡流。图5b与图5c是单驱动焊接的仿真结果,可见在非驱动侧,锆合金板、不锈钢板的感应涡流也同样集中在线圈对应区域,由于导电性弱、自由电子少,其感应涡流峰值几乎为0,远远小于铜驱动板的感应涡流峰值。综上所述,无论是双驱动焊接还是单驱动焊接,板件变形过程中,感应涡流均主要集中在距离线圈最近的区域。

图5 不同时刻感应涡流密度分布仿真结果
Fig.5 Simulation results of induced eddy current density distribution at different times
此外,在单驱动焊接中,不锈钢板与锆合金板感应涡流小,其形成的反向磁场较小,在与线圈放电电流产生的磁场叠加作用下,整体磁通密度峰值大于双驱动焊接。
磁通密度与感应涡流的相互作用将产生电磁力。板件电磁力密度分布仿真结果如图6所示。其中,图6a是双驱动焊接的仿真结果,电磁力同样集中在铜驱动板靠近线圈表面区域。锆合金板侧的铜驱动板电磁力峰值较高,锆合金板与不锈钢板本体几乎未形成电磁力。图6b与图6c是单驱动焊接的仿真结果,可见非驱动侧锆合金板、不锈钢板的电磁力也同样集中在线圈对应区域,但电磁力峰值远小于铜驱动板的电磁力峰值,这是由于铜驱动板中的感应涡流峰值远高于不锈钢板和锆合金板中的感应涡流。此外,随着放电电流与板件位置的变化,电磁力先增大后减小。
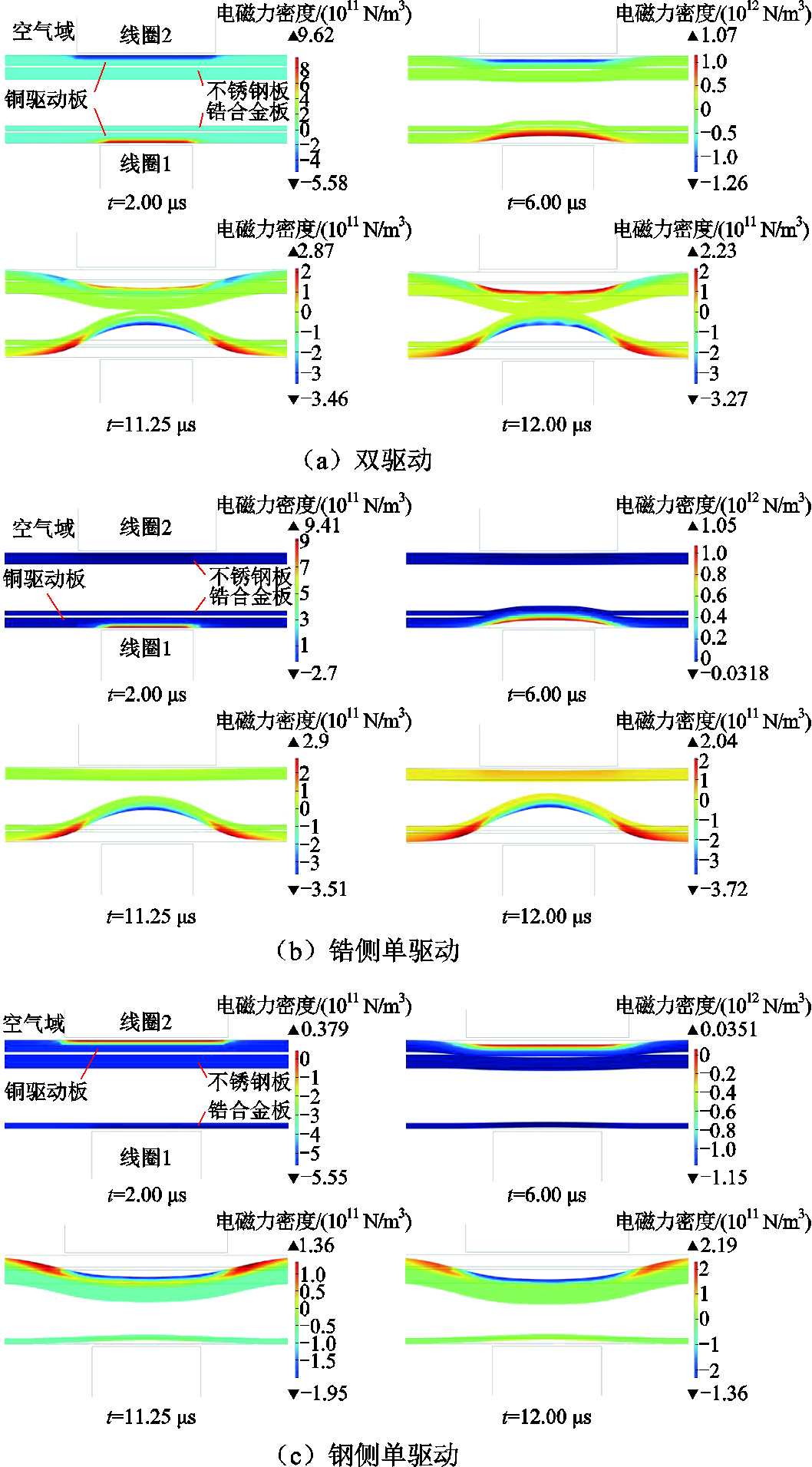
图6 不同时刻电磁力密度分布仿真结果
Fig.6 Simulation results of electromagnetic force density distribution at different times
在电磁脉冲焊接过程中,当电磁力大于板件的变形抗力时,板件发生塑性变形;而对于驱动焊接,需电磁力大于驱动板与待焊工件的变形抗力之和,板件才开始塑性变形。板件运动过程的仿真结果如图7所示。由图7a双驱动焊接仿真结果可知,当t=3.80 μs时,铜驱动板驱动锆合金板开始变形并向不锈钢板运动。当t=4.75 μs时,铜驱动板驱动不锈钢板开始变形并向锆合金板运动。锆合金板的屈服强度更高,但厚度更薄,且其对应的铜驱动板上的电磁力更大,因而先发生塑性变形。当t=11.25 μs时,板件最大变形处接触,表明两者发生碰撞。仿真结果表明,当锆合金板与不锈钢板碰撞时,两者的速度分别为204和181 m/s,变形区域顶点(最大变形处)位移分别为1.273和0.727 mm(本文将板件最大变形顶点与初始位置之间的距离定义为板件位移),表明锆合金板的变形程度更大,此时两板件间的碰撞角度为1.32°。由图7b锆侧单驱动焊接仿真结果可知,当t=3.80 μs时,铜驱动板驱动锆合金板开始塑性变形并向不锈钢板运动。当t= 14.45 μs时,锆合金板与不锈钢板发生碰撞,此时锆合金板与不锈钢板的速度分别为163.81与1.42 m/s,变形顶点位移分别为1.858和0.142 mm,锆合金板的变形程度更大,两板件间的碰撞角度为0.85°。相较于双驱动焊接,锆侧单驱动焊接板件的碰撞速度更小且碰撞角度更小,更难形成冶金结合。由图7c钢侧单驱动焊接仿真结果可知,当t=4.75 μs时,铜驱动板驱动不锈钢板开始塑性变形并向锆合金板运动。当t=9.25 μs时,锆合金板与不锈钢板的运动速度达到最大,分别为18.47与134.89 m/s。当t=20.00 μs(放电电流降至0 A)时,二者仍未发生碰撞,锆合金板与不锈钢板的变形顶点位移分别为0.125和1.789 mm,这是因为锆合金板自身的变形抗力大、难变形,且在磁场中感应产生的电磁力较小,难以驱使锆合金板与不锈钢板碰撞,无法实现冶金结合。钢侧单驱动焊接效果相比锆侧单驱动焊接效果更差,这是因为不锈钢板侧线圈宽度更大且不锈钢板更厚、变形抗力更大,铜驱动板感应产生的电磁力更小且驱动其变形所需的力更大。由此可知,当电磁能量相同时,基于双线圈双驱动的锆合金-不锈钢板电磁脉冲焊接效果优于单驱动焊接的效果。

图7 不同时刻板件运动速度的仿真结果
Fig.7 Simulation results of plates motion speed at different times
锆合金板-不锈钢板双驱动与单驱动电磁脉冲焊接样品的宏观形貌如图8所示。在双驱动方式作用下,放电电压为11 kV时即可实现锆合金与不锈钢板的焊接,其接头宏观形貌如图8a所示。而在锆侧单驱动与钢侧单驱动方式作用下,当放电电压为14 kV时,锆合金与不锈钢板仍然未能实现焊接,如图8b和图8c所示。结合仿真结果可知,当电磁能量相同时,采用双线圈双驱动方式更易实现焊接。
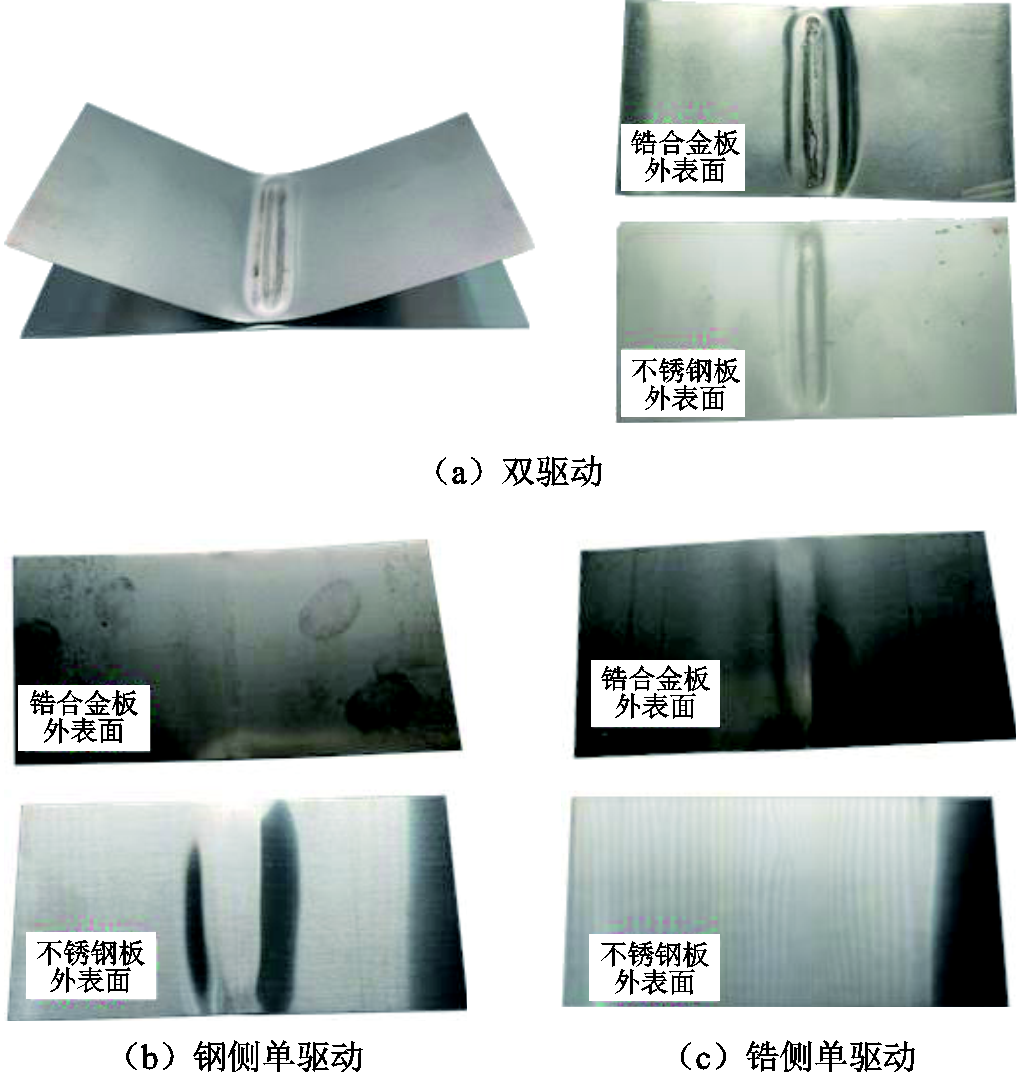
图8 双驱动与单驱动电磁脉冲焊接接头宏观形貌
Fig.8 Macroscopic morphologies of dual-drive and single-drive electromagnetic pulse welding joints
从图8a可知,锆合金板与不锈钢板均发生了塑性变形,且锆合金板的变形区域面积大于不锈钢板的变形区域面积,与仿真结果一致。锆合金板与不锈钢板接头处均出现多层呈椭圆形貌的焊接区,该形貌与磁场分布有关[30]。此外,尽管不锈钢板的运动速度小于锆合金板的运动速度,在碰撞过程中将被锆合金板带动发生反向变形,但由于锆合金板较薄,动能较小,在与不锈钢板的碰撞过程中也会发生反向变形。在单驱动焊接过程中,非驱动侧的锆合金板与不锈钢板均未产生明显的塑性变形区域,而驱动侧的不锈钢板与锆合金板则出现明显的塑性变形区域,与仿真结果一致。
采用SANS万能试验机测试放电电压分别为11、12、13和14 kV时,双驱动方式作用下获得的锆合金-不锈钢板电磁脉冲焊接接头的抗拉性能结果见表4。随着放电电压的升高,接头抗拉性能提高,且接头失效模式逐渐由11 kV与12 kV的接头断裂-母材断裂的混合模式转换为13 kV与14 kV的母材断裂模式。在11 kV与13 kV放电电压下,获得的锆合金-不锈钢板电磁脉冲焊接接头拉伸测试后的接头宏观形貌如图9所示。结果表明,接头的整体力学性能高于母材(锆合金),锆合金与不锈钢形成了可靠连接。
表4 拉伸测试结果
Tab.4 Tensile test results

放电电压/kV最大拉力/N 111 775 122 656 133 057 143 128
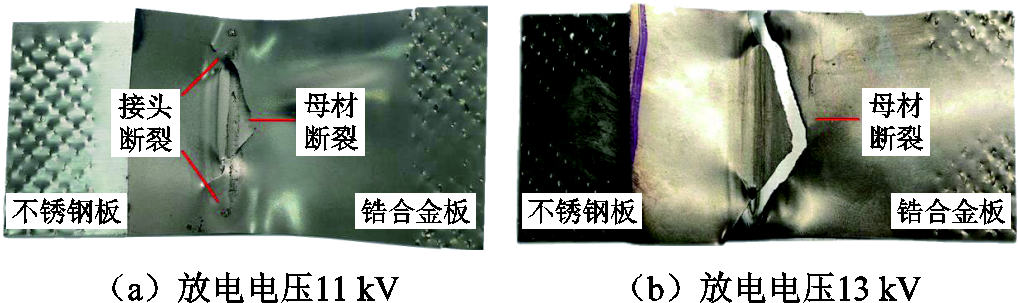
图9 拉伸测试后接头宏观形貌
Fig.9 Macroscopic morphologies of the joint after tensile testing
为分析锆合金与不锈钢的结合机理,将获得的锆合金-不锈钢板双线圈双驱动电磁脉冲焊接接头作为标准样品,分析其结合界面微观形貌与组织结构。采用线切割方法将接头中心处制备为观测样品,并对该样品打磨、抛光,通过SEM对接头微观形貌进行观测,结果如图10所示。
图10展示的是不同放电电压下锆合金-不锈钢板双线圈双驱动电磁脉冲焊接接头截面整体形貌,与镁-铝合金电磁脉冲焊接接头截面相同,双线圈双驱动获得的截面也为轴对称结构[2],从左至右可分为边缘未焊接区、焊接区、中心未焊接区、焊接区、边缘未焊接区。当锆合金板与不锈钢板在铜驱动板作用下相互碰撞后,初始碰撞角度较小,难以直接形成冶金结合,因而形成了中心未焊接区域。当放电电压分别为11、12、13和14 kV时,焊接区的总长度分别约为1.791、3.022、3.467与3.592 mm。随着放电电压的提高,焊接区总长度变大,这是因为放电电压提高后,放电电流增大,工件感应产生的电磁力更大,碰撞速度更大。根据文献[26]可知,在焊接过程中,碰撞速度会逐渐减小,碰撞角度不断扩大,碰撞速度与碰撞角度逐渐进入焊接窗口,碰撞点从中心未焊接区域移动至焊接区。随着碰撞速度减小、碰撞角度增大,碰撞点从焊接区移动至边缘未焊接区。因此,碰撞速度决定了碰撞速度与碰撞角度在焊接窗口内的时间,即决定了焊接区的长度。
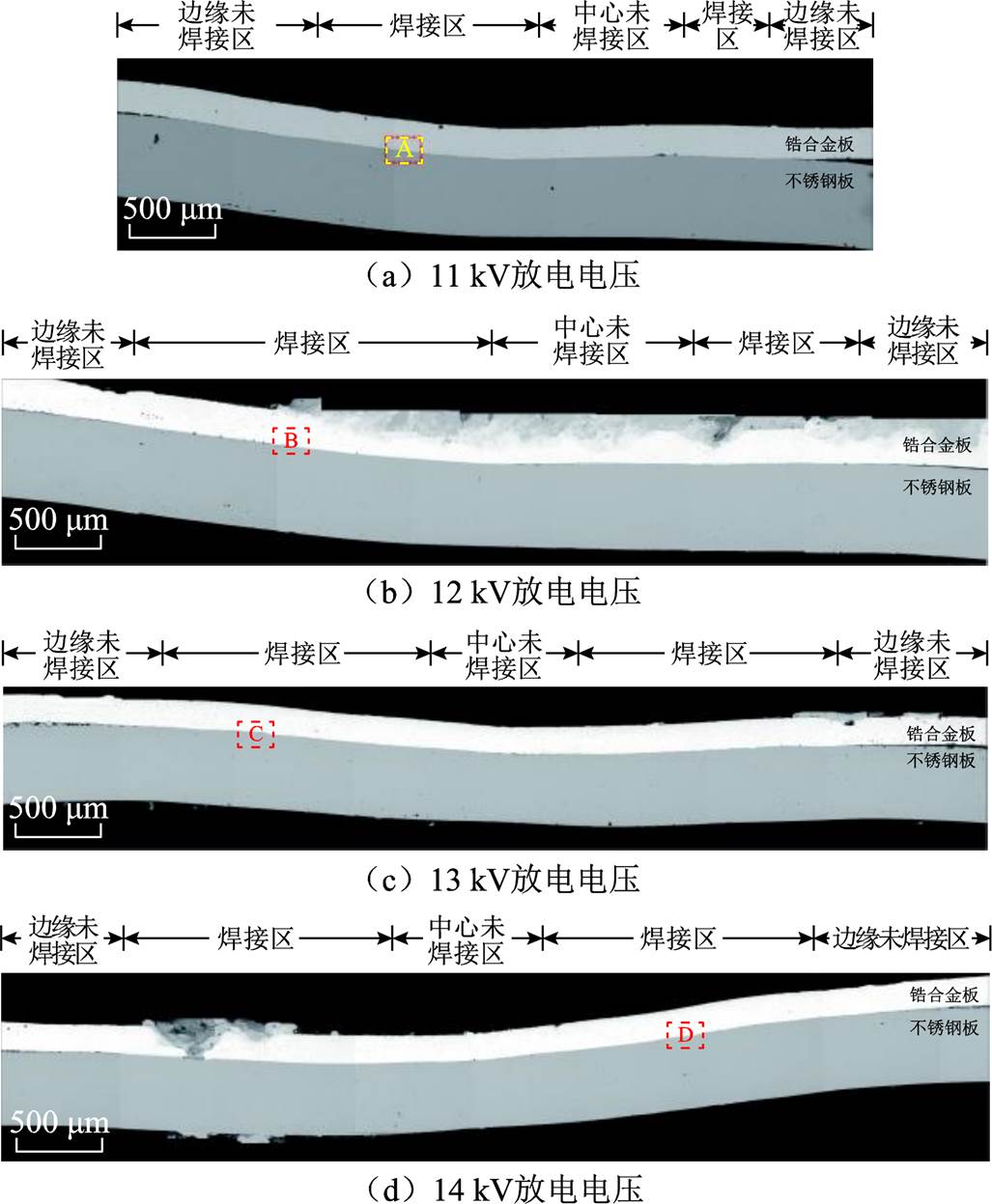
图10 不同放电电压下电磁脉冲焊接接头微观形貌
Fig.10 Microscopic morphologies of electromagnetic pulse welded joints under different discharge voltages
为探究电磁脉冲焊接接头结合界面特性及其结合机理,选择图10中的区域A~D进行深入分析,微观形貌如图11所示。由图11a~图11d可知,区域A~D均呈现电磁脉冲焊接典型的波纹结构,且随着放电电压的提高,接头结合界面的波纹波幅逐渐增大,表明更高的能量输入促进了更强烈的界面塑性流动,从而形成更紧密的机械互锁结构。这一现象与4.3节拉伸测试中接头抗拉性能随电压升高而提高的趋势一致。

图11 接头结合界面微观形貌
Fig.11 Microscopic morphologies of the joint bonding interface
对图11中的结合界面分别作线扫描分析,得到锆合金-不锈钢电磁脉冲焊接结合界面元素分布如图12所示。线1~线4中元素含量曲线交界处并未产生明显的平台区域,表明元素之间存在元素扩散,但并未形成金属间化合物。综上可知,在放电电压为11、12、13和14 kV条件下,锆合金板与不锈钢板双线圈双驱动电磁脉冲焊接的结合机理主要为机械互锁和元素扩散。
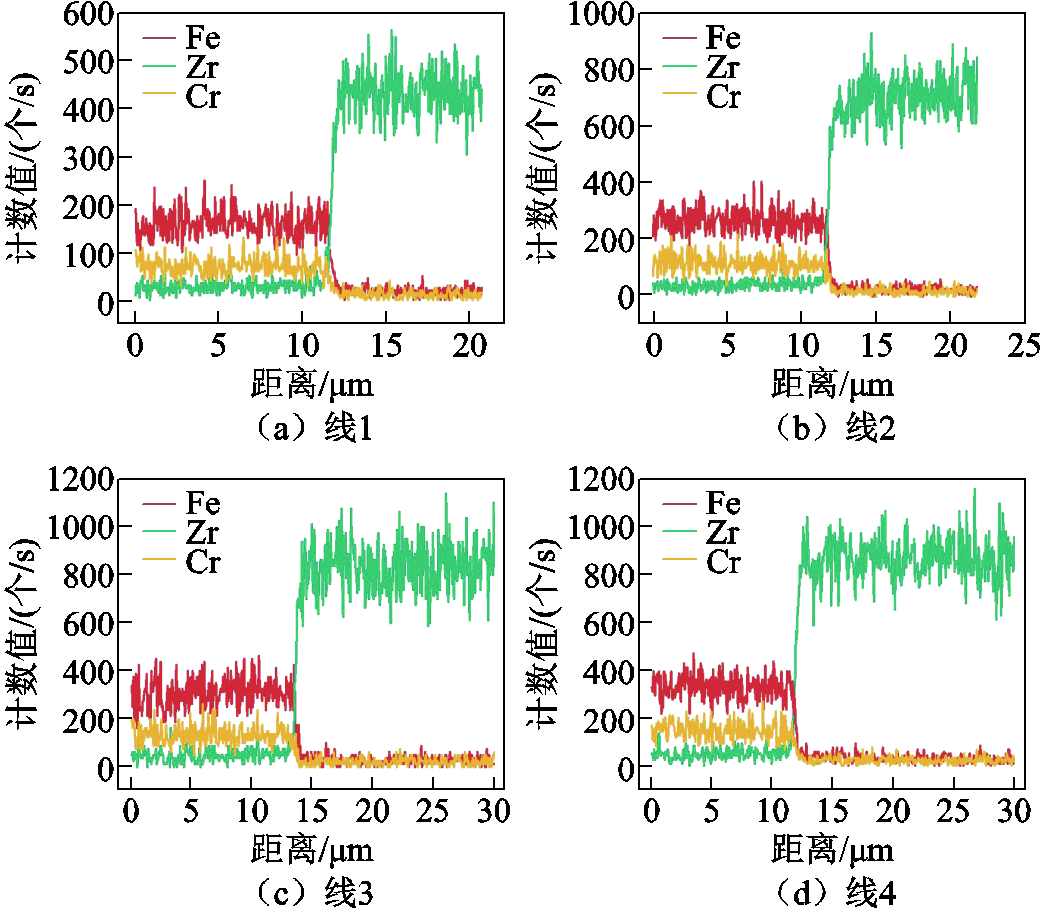
图12 锆合金-不锈钢电磁脉冲焊接结合界面元素分布
Fig.12 Element distribution at the interface of Zirconium alloy and stainless-steel electromagnetic pulse welding
本文针对弱导电性、难变形金属提出了基于双线圈双驱动电磁脉冲焊接方法,并以核电用锆合金与不锈钢这类典型的弱导电、难变形金属作为研究对象开展了仿真和实验研究,得到主要结论如下:
1)当驱动件感应产生的电磁力大于驱动件自身变形抗力与待焊工件变形抗力之和,且足以驱动待焊工件发生高速碰撞时,可采用电磁脉冲双驱动焊接方法。尽管驱动过程中部分电磁能量消耗在克服驱动板自身变形抗力上,但对于弱导电性、难变形金属而言,其自身产生的电磁力远远小于驱动件所产生的电磁力,双驱动焊接仍比单驱动焊接的电磁能量利用率高。
2)与单驱动焊接相比,双驱动焊接的磁通密度更小、感应涡流密度与电磁力密度更大,且能够给锆合金板与不锈钢板提供更高的碰撞速度和更大的碰撞角度,因此单驱动焊接未能实现锆合金板与不锈钢板的冶金结合,而双驱动焊接能够实现。
3)在本文条件下,随着放电能量增大,基于双线圈双驱动的锆合金与不锈钢板电磁脉冲焊接接头抗拉性能提升,且均高于母材(锆合金)本身。实现接头可靠冶金结合的主要机理为机械互锁与元素扩散,且未发现明显的金属间化合物。
参考文献
[1] 江进波, 赵鑫, 程廷强, 等. 基于场路耦合的磁开关优化设计方法研究[J/OL]. 高压电器, 2024: 1-9 [2025-04-01]. https://kns.cnki.net/kcms/detail/61.1127. TM.20241028.1651.002.html.
Jiang Jinbo, Zhao Xin, Cheng Tingqiang, et al. Research on the optimization design method of magnetic switch based on field-circuit coupling [J/OL]. High Voltage Apparatus, 2024: 1-9[2025-04-01]. https://kns.cnki. net/kcms/detail/61.1127.TM.20241028.1651.002.html.
[2] 周言, 李成祥, 杜建, 等. 放电电压对镁-铝磁脉冲焊接中金属射流及结合界面的影响[J]. 电工技术学报, 2022, 37(2): 459-468, 495.
Zhou Yan, Li Chengxiang, Du Jian, et al. Investigation on the effect of discharge voltage on metal jet and bonded interface in Mg-Al magnetic pulse welding[J]. Transactions of China Electrotechnical Society, 2022, 37(2): 459-468, 495.
[3] 李成祥, 王现民, 周言, 等. 基于双线圈结构的铝-铜电磁脉冲板件焊接中间层抑制方法[J]. 电工技术学报, 2025, 40(13): 4112-4124.
Li Chengxiang, Wang Xianmin, Zhou Yan, et al. The suppression of intermediate layer in Al-Cu electromagnetic pulse welding with double coils structure[J]. Transactions of China Electrotechnical Society, 2025, 40(13): 4112-4124.
[4] Wang Xianmin, Li Chengxiang, Zhou Yan, et al. Electromagnetic-mechanical response mechanism and microstructure evolution during Al-Mg electromagnetic pulse welding[J]. Materials Characterization, 2024, 215: 114174.
[5] Ayaz M, Khandaei M, Vahidshad Y. Optimizing the mechanical properties of Al-SS joint using the numerical and experimental investigation of electromagnetic welding[J]. Journal of Adhesion Science and Technology, 2021, 35(20): 2202-2229.
[6] Xie Jilin, Chen Yuhua, Wang Hongwei, et al. Phase transformation mechanisms of NiTi shape memory alloy during electromagnetic pulse welding of Al/ NiTi dissimilar joints[J]. Materials Science and Engineering: A, 2024, 893: 146119.
[7] Zittel G. A historical review of high speed metal forming[C]//4th International Conference on High Speed Forming, Columbus, Ohio, USA, 2010: 2-15.
[8] 李成祥, 杜建, 陈丹, 等. 基于电磁脉冲成形技术的电缆接头压接装置的研制及实验研究[J]. 高电压技术, 2020, 46(8): 2941-2950.
Li Chengxiang, Du Jian, Chen Dan, et al. Develo-pment and experimental study of cable joint pressure connecting device based on the electromagneticpulse forming technology[J]. High Voltage Engineering, 2020, 46(8): 2941-2950.
[9] Li Chengxiang, Shen Ting, Zhou Yan, et al. EMPC of aluminium wire and copper terminal for electric vehicles[J]. Materials and Manufacturing Processes, 2023, 38(3): 306-313.
[10] 李成祥, 陈丹, 周言, 等. 电磁脉冲焊接锂离子电池叠层极耳电磁力分布及运动特性[J]. 高电压技术, 2025, 51(1): 412-422.
Li Chengxiang, Chen Dan, Zhou Yan, et al. Electromagnetic parameters distribution and tabs motion characteristic of electromagnetic pulse welding for lithium-ion battery laminated tabs[J]. High Voltage Engineering, 2025, 51(1): 412-422.
[11] Raoelison R N, Li J S, Sapanathan T, et al. Gradient of nanostructures at the interface of Al/Cu welded joints produced by the high strain-rate collision during magnetic pulse impact welding[J]. Journal of Alloys and Metallurgical Systems, 2024, 5: 100060.
[12] Bembalge O B, Singh B, Panigrahi S K. Magnetic pulse welding of AA6061 and AISI 1020 steel tubes: Numerical and experimental investigation[J]. Journal of Manufacturing Processes, 2023, 101: 128-140.
[13] Wang Pengfei, Ning Xing, Du Jian, et al. Electromagnetic pulse welding on a magnesium-aluminum joint: role of angle of welding[J]. Materials and Manufacturing Processes, 2023, 38(4): 371-378.
[14] Patra S, Arora K S, Shome M, et al. Interface characteristics and performance of magnetic pulse welded copper-steel tubes[J]. Journal of Materials Processing Technology, 2017, 245: 278-286.
[15] Shotri R, Faes K, De A. Magnetic pulse welding of copper to steel tubes-experimental investigation and process modelling[J]. Journal of Manufacturing Processes, 2020, 58: 249-258.
[16] 张望, 朱鑫辉, 邱立, 等. 基于铜环驱动的TA2钛板电磁成形数值模拟与实验研究[J]. 电工技术学报, 2025, 40(11): 3339-3348.
Zhang Wang, Zhu Xinhui, Qiu Li, et al. Numerical and experimental study of electromagnetic drive forming for TA2 titanium sheet based on a copper ring[J]. Transactions of China Electrotechnical Society, 2025, 40(11): 3339-3348.
[17] Sharma S K, Aravind J M V V S, Mishra S, et al. Magnetic pulse welding of thin walled ferritic martensitic steel T91 tube to T91 rod[J]. Materials Today: Proceedings, 2023, 87: 115-121.
[18] Kumar S, Khan M R, Saroj P C, et al. Experimental investigation of driver material on electromagnetic welding of alloy D9 SS tube to SS316L(N) plug[J]. The International Journal of Advanced Manufacturing Technology, 2019, 105(10): 4225-4235.
[19] Mishra S, Aravind J, Sharma S K. Titanium to SS-304 dissimilar metal joints by magnetic pulse welding[J]. BARC Newsletter, 2022(3-4): 37-40.
[20] Aizawa T, Okagawa K, Kashani M. Application of magnetic pulse welding technique for flexible printed circuit boards (FPCB) lap joints[J]. Journal of Materials Processing Technology, 2013, 213(7): 1095-1102.
[21] Ayaz M, Khandaei M, Vahidshad Y. Investigating the effect of electromagnetic impact welding parameters on the microstructure evolution and mechanical properties of SS-Cu joint[J]. Materials Today Communications, 2023, 35: 105404.
[22] Wang Kuaishe, Wu Bing, Qiao Ke, et al. Microstructure and mechanical properties of friction stir lap welded dissimilar zirconium-steel joint[J]. Journal of Materials Research and Technology, 2020, 9(6): 15087-15093.
[23] 熊奇, 陈开创, 马朝杰, 等. 多边形金属板件洛伦兹力驱动冲压成形动态过程分析及成形效果优化[J]. 电工技术学报, 2025, 40(7): 2007-2019.
Xiong Qi, Chen Kaichuang, Ma Chaojie, et al. Dynamic process analysis and optimization of forming effects in Lorentz force stamping for polygonal sheet metal[J]. Transactions of China Electrotechnical Society, 2025, 40(7): 2007-2019.
[24] 李成祥, 杜建, 周言, 等. 电磁脉冲板件焊接设备研制及镁/铝合金板焊接实验研究[J]. 电工技术学报, 2021, 36(10): 2018-2027.
Li Chengxiang, Du Jian, Zhou Yan, et al. Development of electromagnetic pulse welding equipment for plates and experimental research on magnesium/aluminum alloy welding[J]. Transactions of China Electrotech-nical Society, 2021, 36(10): 2018-2027.
[25] 熊奇, 邱爽, 李彦昕, 等. 组合式电磁成形技术研究进展[J]. 电工技术学报, 2024, 39(9): 2710-2729.
Xiong Qi, Qiu Shuang, Li Yanxin, et al. Research progress of combined electromagnetic forming technology[J]. Transactions of China Electrotechnical Society, 2024, 39(9): 2710-2729.
[26] Zhou Yan, Li Chengxiang, Shi Xin, et al. Evaluation model of electromagnetic pulse welding effect based on Vc-β trajectory curve[J]. Journal of Materials Research and Technology, 2022, 20: 616-626.
[27] 熊奇, 马朝杰, 阎诺, 等. 应用于电磁脉冲焊接的倒梯形截面H型线圈[J]. 电工技术学报, 2025, 40(20): 6422-6432.
Xiong Qi, Ma Chaojie, Yan Nuo, et al. Inverted trapezoidal cross-section H-shaped coil for electro-magnetic pulse welding[J]. Transactions of China Electrotechnical Society, 2025, 40(20): 6422-6432.
[28] Zhou Yan, Li Chengxiang, Shi Xin, et al. Effect of DH-shaped coil symmetry coefficient on EMPW process [J]. Materials and Manufacturing Processes, 2024, 39(8): 1122-1130.
[29] 李成祥, 石鑫, 周言, 等. 针对H型线圈的电磁脉冲焊接仿真及线圈截面结构影响分析[J]. 电工技术学报, 2021, 36(23): 4992-5001.
Li Chengxiang, Shi Xin, Zhou Yan, et al. Electromagnetic pulse welding simulation for H-type coil and analysis of the influence of coil cross-sectional structure[J]. Transactions of China Electrotechnical Society, 2021, 36(23): 4992-5001.
[30] Li Chengxiang, Zhou Yan, Shi Xin, et al. Magnetic field edge-effect affecting joint macro-morphology in sheet electromagnetic pulse welding[J]. Materials and Manufacturing Processes, 2020, 35(9): 1040-1050.
Motion Behavior and Welding Performance of Weakly Conductive and Difficultly Deformed Metal Electromagnetic Pulse Welding Based on Dual-Coil and Dual-Drive
Abstract Electromagnetic pulse welding (EMPW) achieves metallurgical bonding by utilizing electromagnetic forces induced in metal workpieces to drive their high-speed deformation and collision. However, for weakly conductive and difficultly deformed metals, such as zirconium alloy and stainless-steel, the use of a single driver has been proved to be inadequate for achieving bonding. Therefore, a novel EMPW method based on dual-coil and dual-drive was proposed, whose feasibility is validated through theoretical analysis, simulation, and experiment.
T2 copper plates were served as driver plates, while Zr-3 zirconium alloy plates and 304 stainless-steel plates were the workpieces to be welded. By analyzing the motion dynamics of the plates during both single-drive and dual-drive welding processes, as well as the relationship between driver plate thickness and skin depth, it was determined that the electromagnetic force induced in the driver plate must overcome not only its own deformation resistance but also that of the workpieces being welded.
A simulation model for zirconium alloy and stainless-steel plates EMPW was established in COMSOL software. In dual-drive EMPW, the zirconium alloy and stainless-steel plates exhibited negligible induced eddy currents due to the shielding effect of the copper drive board. The dual-drive welding method demonstrated a smaller magnetic flux density while achieving higher induced eddy current density and electromagnetic force density. The electromagnetic force generated during single-drive welding method was insufficient to induce a collision between the zirconium alloy and stainless-steel plates, resulting in inferior welding performance compared to dual-drive welding method.
An EMPW experimental platform for zirconium alloy and stainless-steel plates was established. Welding experiments were conducted using an asymmetrical dual H-typed coil. Welding experiments were conducted under a discharge voltage of 11, 12, 13 and 14 kV using both single-drive and dual-drive methods. Metallurgical bonding could not be achieved with the single-drive approach, whereas successful bonding was realized with the dual-drive method. The tensile test results showed that the tensile strength of the joint is higher than that of the zirconium alloy base material. Scanning electron microscopy (SEM) and energy-dispersive spectroscopy (EDS) analyses revealed distinct wavy patterns at the bonding interface, with elemental diffusion and mechanical interlocking identified as the primary bonding mechanism.
The following conclusions can be drawn from theory, simulation and experiments: (1) The specific situation for selecting the EMPW method based on dual-coil and dual-drive has been determined. The dual-drive welding method for weakly conductive and difficultly deformed metals can improve energy utilization efficiency. (2) Compared to single-drive welding, dual-drive welding exhibits a smaller magnetic flux density but achieves higher induced eddy current density and electromagnetic force density, enabling faster movement of the zirconium alloy and stainless-steel plates. (3) Under the conditions of this study, the primary bonding mechanism in dual-coil and dual-drive EMPW for zirconium alloy and stainless-steel plates is elemental diffusion and mechanical interlocking, and the joint tensile strength exceeds that of the base material itself.
keywords:Electromagnetic pulse welding (EMPW), weakly conductivity, difficult deformation, dual-coil, dual-drive
中图分类号:TM89
DOI: 10.19595/j.cnki.1000-6753.tces.250537
国家自然科学基金项目(52207148)和重庆市技术创新与应用发展项目(CSTB2024TIAD-CYKJCXX0007)资助。
收稿日期 2025-04-04
改稿日期 2025-05-27
李成祥 男,1979年生,研究员,博士生导师,研究方向为脉冲功率技术及其应用、先进电磁制造技术和电气设备状态智能检测、诊断及评估。
E-mail:lichengxiang@cqu.edu.cn(通信作者)
周 言 男,1992年生,副教授,研究方向为脉冲功率技术及其应用、先进电磁制造技术和电气设备状态智能检测、诊断及评估。
(编辑 李 冰)