图1 传统管件胀形
Fig.1 Conventional bulging of tube fittings
摘要 为了解决传统管件电磁胀形轴向变形区域小、变形均匀性差的问题,该文提出一种基于涡流吸引效应加载管件的电磁胀形方法。该方法在驱动线圈与管件之间同轴放置导体,利用感应涡流产生的吸引力优化管件上的电磁力分布,从而改善管件的变形行为;采用COMSOL Multiphysics软件建立电磁-固体力学耦合有限元模型,研究了涡流吸引效应对电磁力分布和管件变形的影响,并分析了导体材料和外径等参数对成形效果的影响。结果表明,该导体介入方法显著扩大了管件轴向均匀变形区域。此外,导体材料和外径等参数对成形效果也有显著影响。在最优条件下,外径32 mm的钛导体可将轴向均匀变形区域长度从19.61 mm增加至32.74 mm(提升约67%)。该方法有效地提高了管件电磁胀形的轴向变形均匀性,并为电磁胀形工艺的优化提供了创新的技术途径。
关键词:电磁胀形 涡流吸引效应 轴向均匀变形区域 导体介入
轻质合金材料的应用是航天航空和汽车领域提高装备性能、实现节能减排的重要途径;然而以铝合金为代表的高强度轻合金在传统准静态成形工艺中成形性能较差,常出现开裂、回弹大、表面质量不佳等问题[1-2]。电磁成形(Electromagnetic Forming, EMF)技术利用脉冲洛伦兹力驱动金属坯料发生高速塑性变形,具有非接触、高速率、单模具等特点,可显著提高材料的成形极限,改善成形质量[3]。目前该技术已在铝合金板材和管材的冲压成形中得到广泛的研究和应用,如通过电磁成形可实现铝合金管件的高速无模冲孔[4],并可用于铝与钢类管件的磁脉冲焊接连接,体现了电磁成形在制造领域的独特优势[5]。根据工艺作用方式的不同,管件电磁成形可分为管件电磁胀形和管件电磁径缩两类。传统管件电磁胀形一般采用单圈螺线管线圈对管坯施加径向胀形力。由于线圈在工件中部区域产生的磁通主要沿轴向分布,管件所受径向电磁力呈现出“两端小、中间大”的不均匀分布特征,导致胀形后的管件轴向变形不均匀,限制了成形能力[6-7]。为改善管件电磁胀形变形区域小和轴向不均匀等问题,学者们提出了多种改进方案[8]。一种思路是均化胀形电磁力的作用范围,如Li Zhangzhe等设计了高强度长线圈的“均压”执行器,以在较大长度范围内提供近乎均匀的磁压力[9];通过在胀形过程中叠加静态背景磁场,Li Xiaoxiang等观察到了管件变形行为的改变[10]。有研究采用小线圈分多段顺序放电的电磁渐进胀形工艺来实现轴向逐步胀形,为提升管件胀形均匀性提供了新思路[11]。另一类方法是采用多线圈同时加载电磁力,Ouyang Shaowei等提出三线圈双电源加载系统,通过调节各线圈放电参数来优化洛伦兹力分布,改善了管件轴向变形的不均匀性[12]。针对胀形过程中的壁厚减薄问题,有学者提出在双线圈系统中加载不同脉宽的放电电流,Zhang Xiao等研究表明在实现相同胀形深度的条件下,增大轴向线圈放电脉宽可有效缓解管件中部的壁厚减薄[13];邱立等设计了轴向压缩与径向胀形同步加载的双线圈胀形方案,利用轴向电磁力促使管端材料流向中部,以补偿中部周向拉伸造成的减薄,从而抑制管壁减薄趋势[14]。为同时解决轴向不均和壁厚减薄,邱立等进一步提出了三线圈组合加载并配合凹形线圈的管件电磁胀形方案,实现轴向材料流动与径向胀形同步进行,在改善变形均匀性的同时有效地缓减了壁厚减薄[15]。但多线圈轴向压缩式胀形工装结构复杂,线圈协调困难,实际成形效果仍不够理想。为此邵子豪等提出了在单线圈与管件之间引入双层凹型集磁器的方案,通过调控径向电磁力分布并协同加载轴向电磁力,实现了抑制管壁减薄与改善轴向均匀性的双重目标[16]。以上改进方法大多基于对磁压力分布的间接调控,实质作用力仍为传统的径向排斥型电磁力。近年来,学者们开始探索利用“电磁吸引”效应来实现新的管件成形加载模式。Ouyang Shaowei等采用外部双线圈系统实现了小直径管件的吸引式胀形成形技术,使得线圈与工件间产生相互吸引的电磁力作用[17];同时在板材成形领域,通过低频放电实现了对金属板料的电磁吸引加载[18]。利用电磁力的吸引效应可以从相反方向作用于工件,有望突破传统排斥式成形在变形控制上的局限。可是双线圈吸引成形实现过程较为复杂,需要多电源精密协调,且两线圈产生的磁场和涡流相互竞争,能量利用率较低[19-20]。在吸引式成形理念引导下,本文基于涡流吸引效应提出了一种新的管件电磁成形工艺,在驱动线圈与管件之间同轴放置一块状导体,利用涡流产生的吸引效应优化管件上的电磁力分布。围绕涡流吸引效应在管件电磁成形中的应用展开研究,介绍该效应在电磁加载过程中的力学作用机制及其在空间电磁力分布调控;并构建电磁-固体力学耦合的有限元模型,用于分析导体材料参数与结构参数对成形行为的影响规律;进一步从导体材料电导率及几何半径两个维度,系统地探讨吸引效应对电磁力场与管件变形响应的调控效果;最后总结不同导体配置下的成形性能表现,归纳关键成形参数对轴向均匀变形能力的影响趋势。
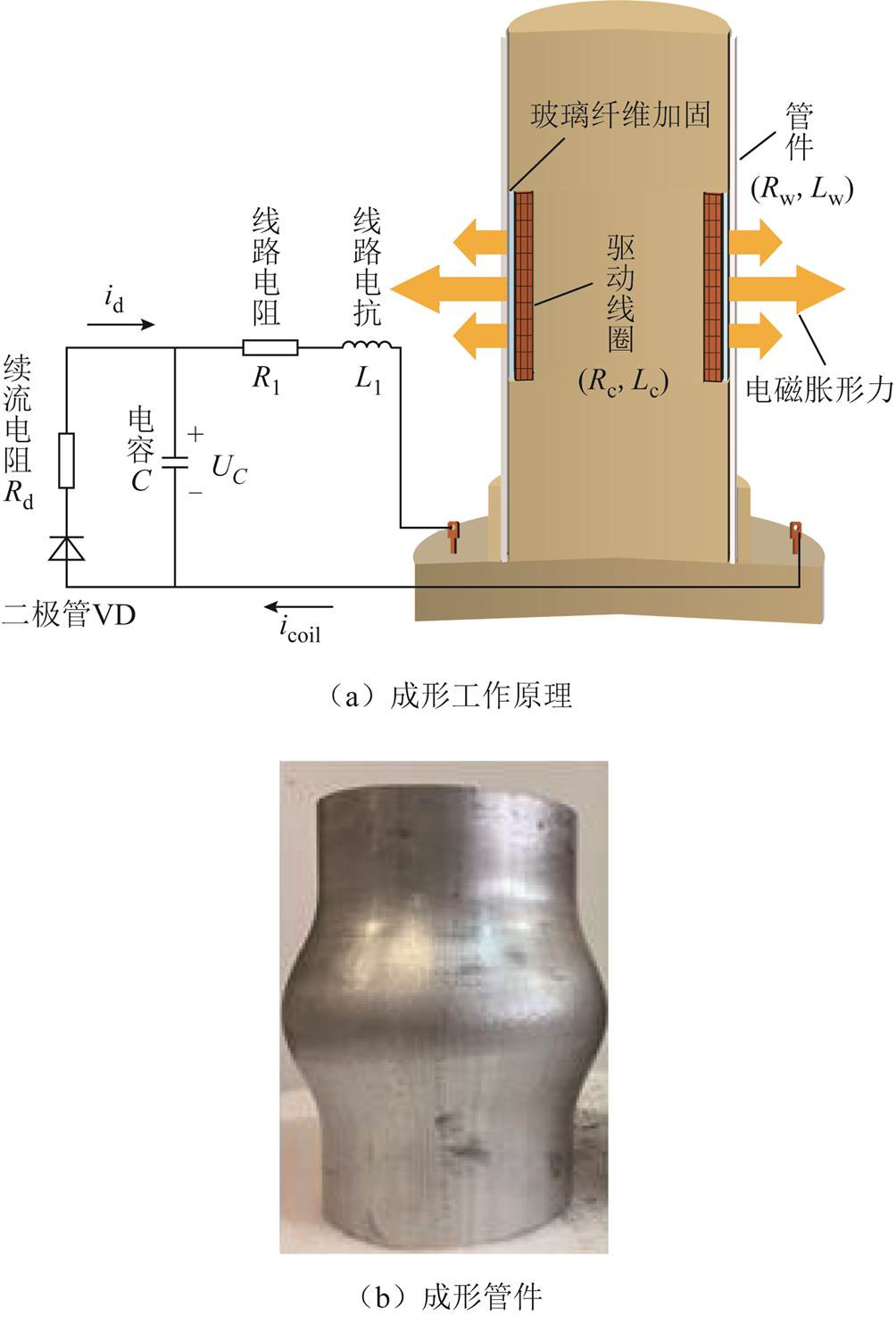
传统管件电磁胀形的工作原理如图1a所示。电容器电源经充电系统完成能量储存,当放电开关闭合后,储存的电能迅速释放至驱动线圈,在线圈中产生脉冲大电流。驱动线圈周围由此形成脉冲强磁场,根据法拉第电磁感应定律,这一变化磁场会在管件金属壁内感应出环向涡流。此时工件在感应涡流与线圈电流相互作用产生脉冲电磁力,从而驱动管件向外发生径向胀形。
图1 传统管件胀形
Fig.1 Conventional bulging of tube fittings
从图1b成形效果可见,传统电磁胀形方法存在两方面的不足:①胀形过程中管件均匀成形区域小,由于管件主要受径向电磁力驱动,轴向电磁力不足,使成形区域小;②轴向变形不均匀,因为存在端部效应且轴向材料流动性较差,导致中部过度变形而两端变形不足;管件呈现出中部膨大、两端相对较小的鼓形轮廓。
为克服传统管件电磁胀形的局限性,本文提出一种基于涡流吸引效应的管件胀形方法,如图2所示。该方法的核心在于:在驱动线圈与管件之间同轴放置一块无源导体。不同于传统线圈与管件间产生的电磁向外斥力作用,由于导体与管件中感应出的涡流方向一致,两者相互作用会诱导中部产生向内吸引的电磁力;涡流吸引效应在削弱驱动线圈对管件中部产生过大径向电磁力的同时,提升轴向电磁力促进两端轴向材料向中部流动,如图3b所示。
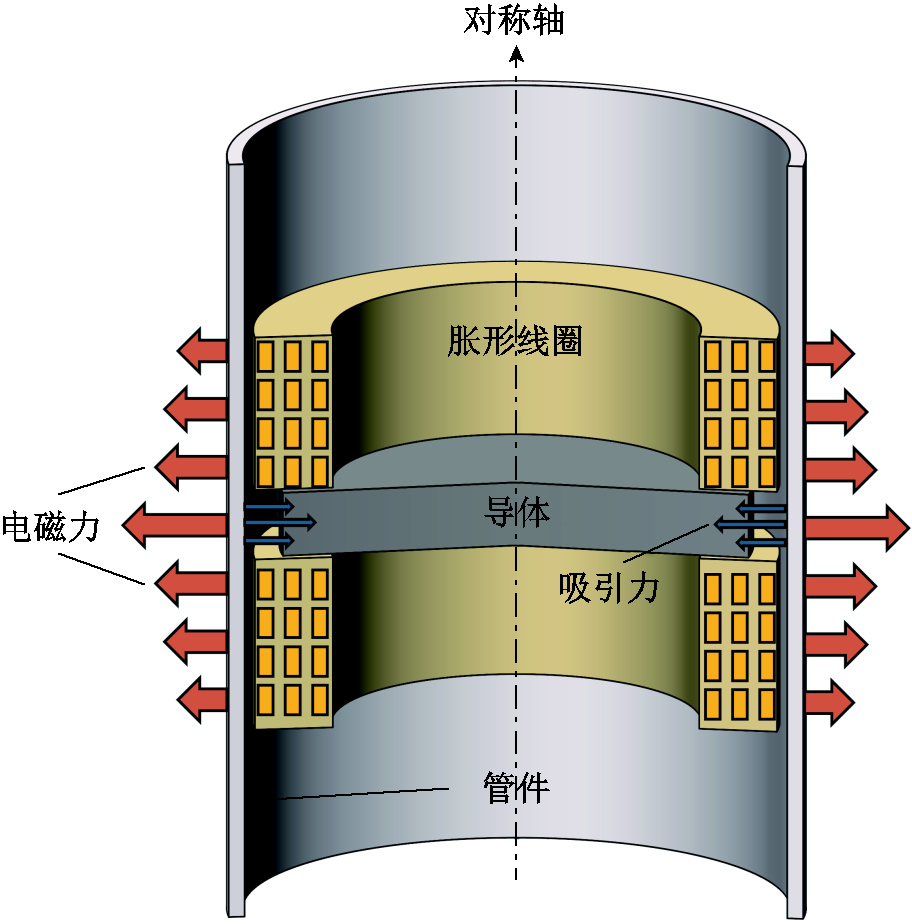
图2 基于涡流吸引效应的胀形原理
Fig.2 Forming principle based on eddy current attraction effect
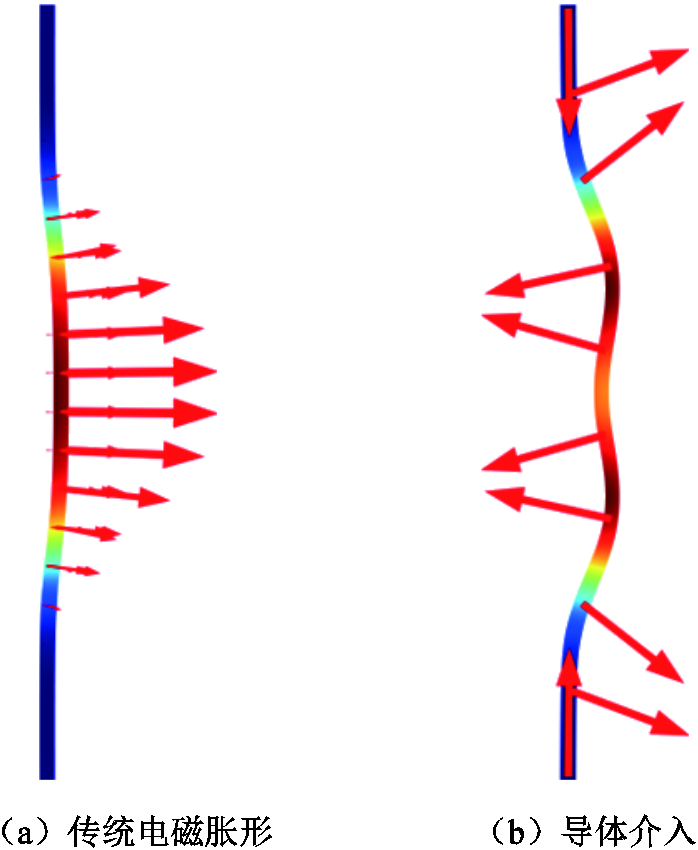
图3 电磁力分布对比
Fig.3 Comparison of electromagnetic force distribution
与传统电磁胀形方法相比,基于涡流吸引的胀形方法能够促进管件端部材料轴向流动至中部,削弱管件端部效应,显著改善管件的变形分布。
相较于采用多线圈或复杂集磁器结构的方案,仅通过引入单一导体即可实现涡流吸引效应,使系统设计大为简化,更便于实施与控制。
由于驱动线圈、待成形管件及引入的导体均具有轴对称特征,因此本文构建了如图4所示的二维轴对称的模型进行分析,以简化计算并提高效率。在COMSOL Multiphysics软件中建立了电磁-固体力学多物理场耦合有限元模型,用于对比传统电磁胀形(图4a)与导体介入(图4b)后的电磁胀形在电磁力特性和管件变形行为方面的差异。相应基于涡流吸引效应的系统结构如图4c所示。
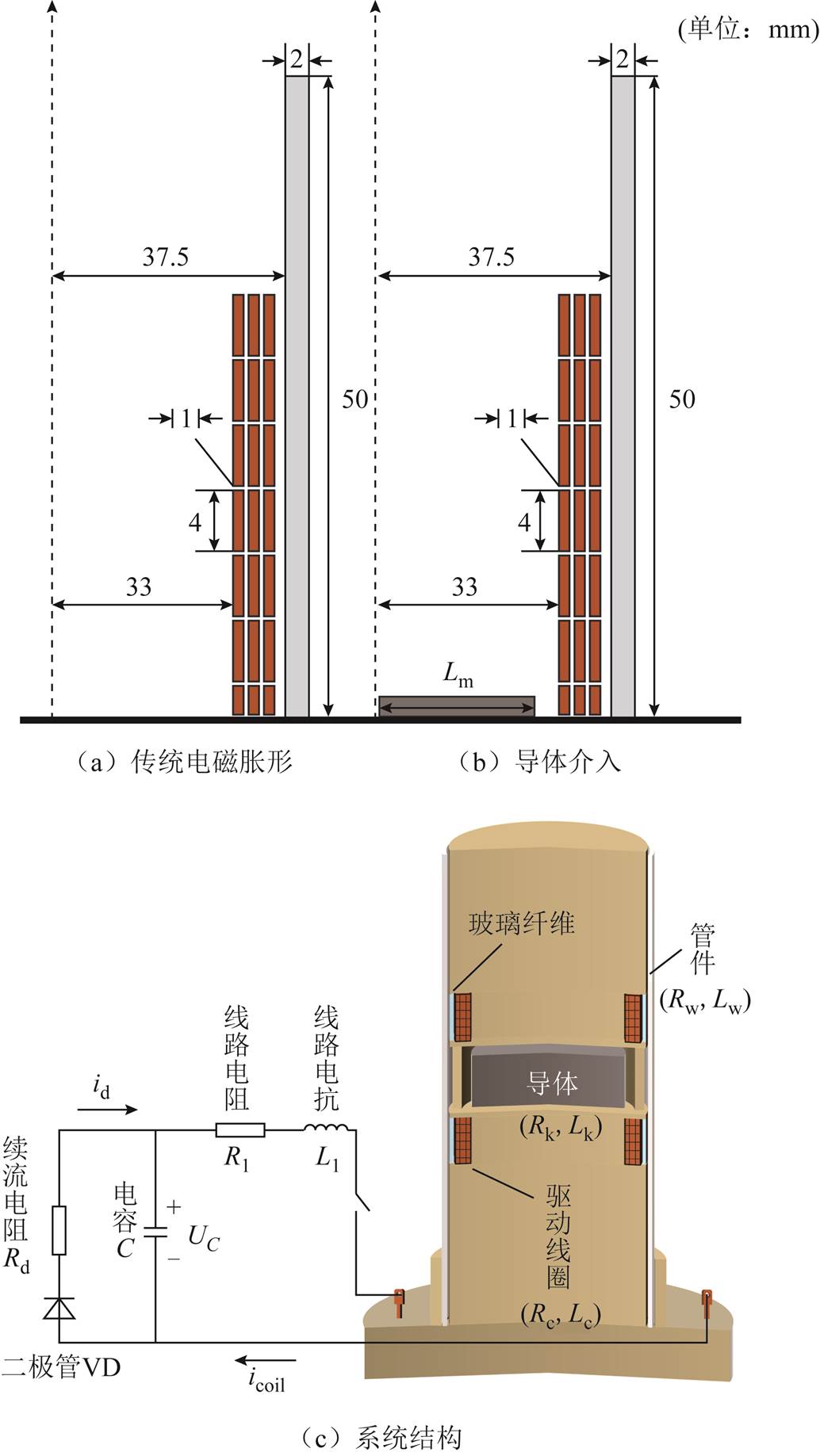
图4 二维对称及导体介入系统结构
Fig.4 Two-dimensional symmetric and conductor-intervened system structure
模型包括以下模块:
1)全局常微分方程和微分代数方程模块,其等效电路如图5所示。
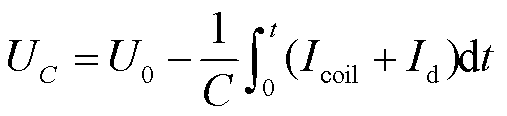
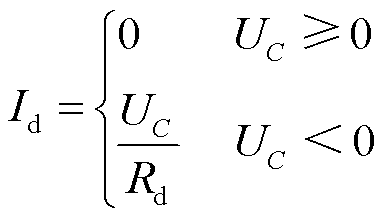
对应的基尔霍夫电路方程为式(1)~式(5)。
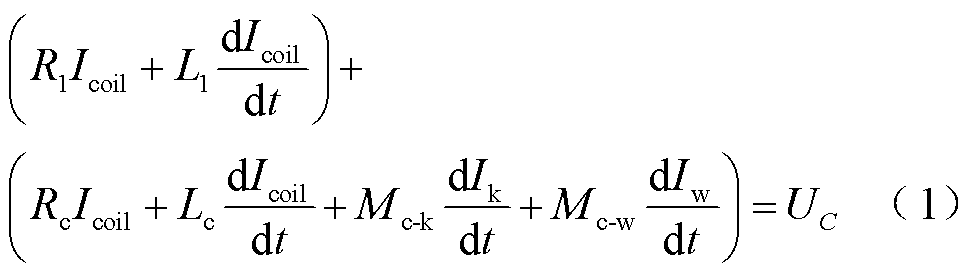
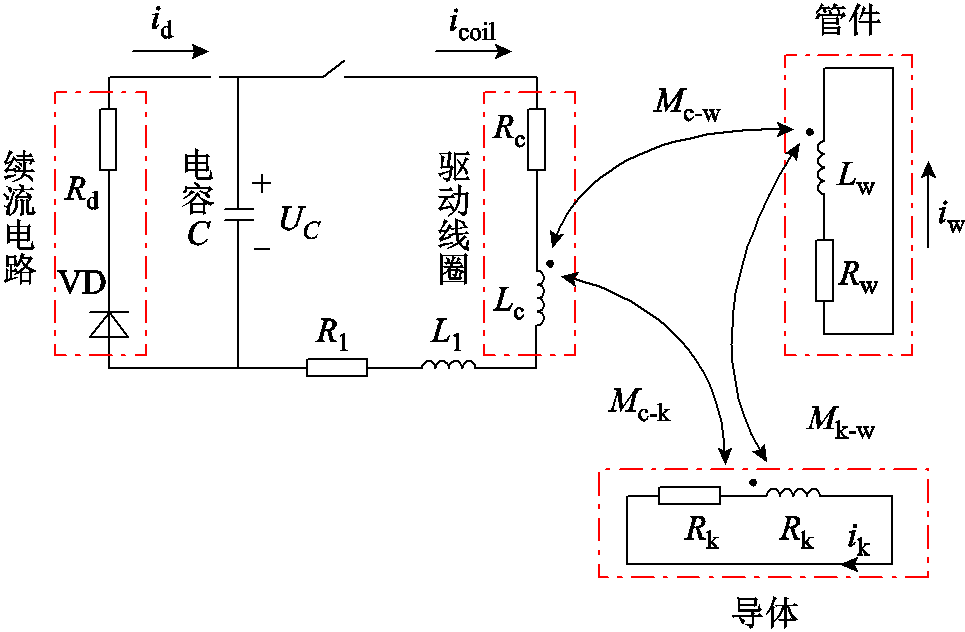
图5 涡流吸引效应加载管件的电磁胀形等效电路
Fig.5 Equivalent circuit of electromagnetic bulging for pipe fittings loaded via eddy current attraction effect
 (2)
(2)
 (3)
(3)
 (4)
(4)
 (5)
(5)
式中,Rc为驱动线圈电阻;Lc为驱动线圈电感;Ik、Rk、Lk分别为导体的电流、电阻与电感;Mc-k、Mk-w分别为导体与线圈间、导体与管件间的耦合系数;Mc-w为线圈与管件之间的耦合系数;Ew与Ek分别为管件动生电动势和导体动生电动势;Icoil驱动线圈电流;UC为电容电压;Iw管件感应涡流;Id为续流回路电流;Ic为驱动线圈电流;R1、L1与C等参数见表1。
表1 电路参数
Tab.1 Circuit parameters

参数数值 初始放电电压U0/kV6.3 线损电阻R1/mΩ26 放电电容C/μF160 续流电阻Rd/mΩ200 线损电感L1/μH3.2
2)磁场模块,用于计算线圈产生的电磁力以及无源导体产生的电磁吸引力。该模块接收全局方程模块传递的电路参数,相关的磁场控制方程见式(6)~式(10)。
 (6)
(6)
 (7)
(7)
 (8)
(8)
 (9)
(9)
式中,A为矢量磁动势;J为电流密度;γc为介质的电导率;v为介质的运动速度;B为磁感应强度;Je为管件中的感应涡流;γw为管件的电导率;fm为电磁力密度;m为磁导率。对于二维轴对称结构,在极坐标系下,电磁力密度可以进一步分解为轴向分量和径向分量。管件的轴向电磁力由径向磁感应强度和环向电流的相互作用决定;而径向电磁力则是由轴向磁感应强度与管件中感应涡流之间的相互作用所决定。
 (10)
(10)
式中,fmr为径向电磁力;fmz为轴向电磁力;Jephi为感应涡流环向分量;Bz和Br分别为磁感应强度B的轴向和径向分量。
3)固体传热模块,探究导体升温变化。
 (11)
(11)
 (12)
(12)
式中,ρk为导体密度;cp为导体的比定压热容;uk为导体位移矢量;T为温度;k为热导率;q、Q和Qted分别为热流密度矢量、导体内部的热源及其他热源量。
4)固体力学模块和动网格模块。该模块用于分析管件在电磁力和电磁吸力共同作用下的形变过程。通过将前述计算获得的电磁力和吸引力作为载荷施加于管件结构上,模拟其变形行为,有
 (13)
(13)
式中,ρ、u、F及σ分别为板件密度、位移矢量、电磁力密度和应力张量。
本文采用Cowper-Symonds模型来模拟AA1060型号的管坯塑性变形行为,降低了高应变率对材料的影响,提高了计算精度,其本构方程为
 (14)
(14)
式中,σpd为应力;εpe为管件塑性应变参数;m为应变率硬化参数,m=0.25);Cm为黏性参数,Cm=6 500;σys为应变速率。
相应网格划分如图6所示。
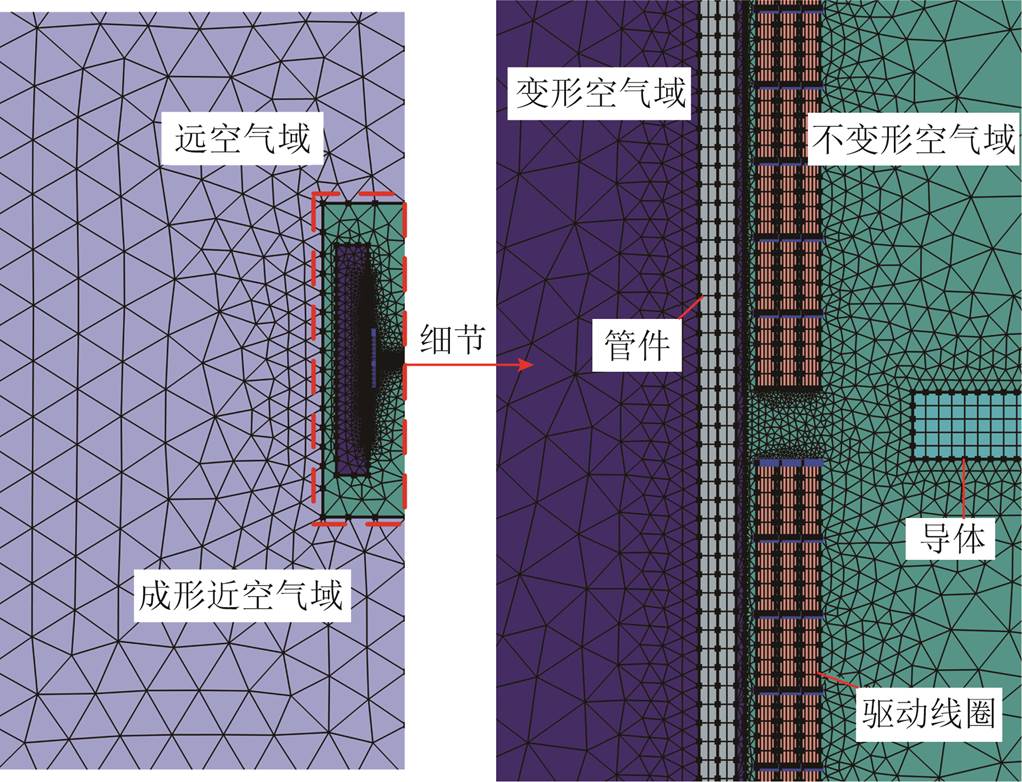
图6 涡流吸引效应加载管件的电磁胀形动网格划分
Fig.6 Dynamic mesh generation for electromagnetic bulging of pipe fittings loaded via eddy current attraction effect
在管件的电磁胀形过程中,导体设计为圆柱形结构,置于两个轴向分布的驱动线圈之间。当电源系统通过放电开关向驱动线圈供电时,线圈会产生脉冲磁场。根据法拉第电磁感应定律,导体与管件中感应出的涡流方向一致,此时导体产生的环向涡流与外部磁场相互作用形成径向吸引力。吸引力有效削弱了整体径向胀形斥力(尤其在管件中部),并促进轴向材料流动。线圈电流及导体温度变化如图7a所示,当驱动线圈电流在约50 μs时达到峰值后逐步下降,导体温度在0~200 μs瞬时上升至28℃后变为平缓;图7b展示了导体介入后整体磁场分布。
图8a展示了导体介入后沿管件轴向表面中线的轴向磁场强度分布。从驱动线圈初始放电开始,在0~60 μs内以每10 μs为步长记录电流峰值附近的磁场强度变化;在电流峰值衰减趋于平缓后,以100 μs为步长至400 μs对整体轴向磁场分布进行分析。图8b给出了传统电磁胀形工艺中,在相同时间步长条件下管件轴向表面中线处的轴向磁场强度。
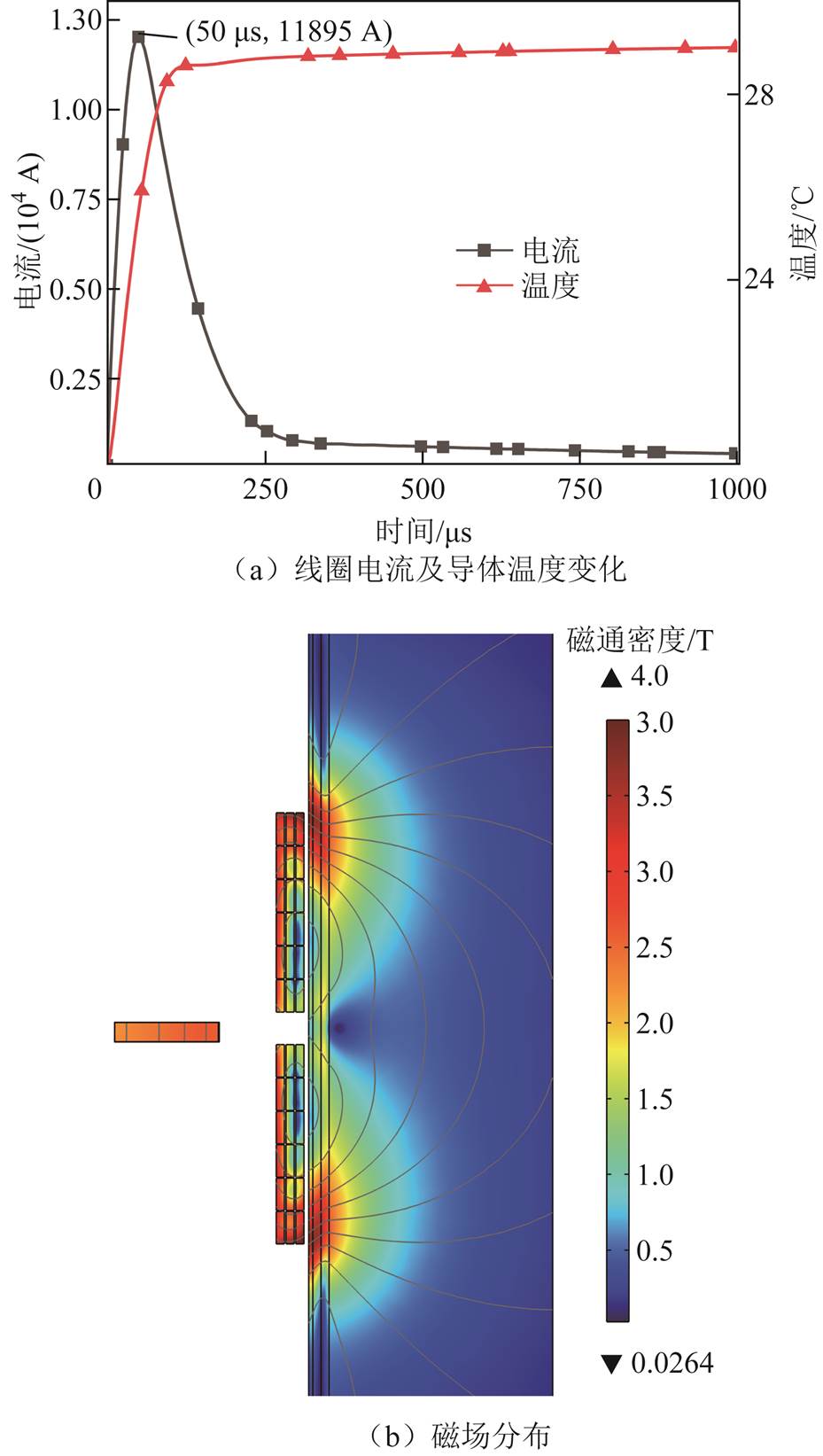
图7 线圈电流与导体温度变化及其模型磁场分布
Fig.7 Coil current, conductor temperature variation and magnetic field distribution of the model
在电流从初始上升到峰值并开始衰减的10~60 μs时间段内,对比图8a和图8b可以发现,通过导体介入的涡流吸引效应削弱了管件中部区域轴向磁场强度,从而形成“双峰”式的磁场分布。与传统集磁器产生的凹形磁场分布不同,这种双峰磁场分布不仅促进了管件轴向两端的材料向磁场峰值以外的区域流动,而且推动了双峰之间区域的材料沿轴向管件中部流动,从而使管件轴向变形的均匀性达到了一种动态平衡状态。
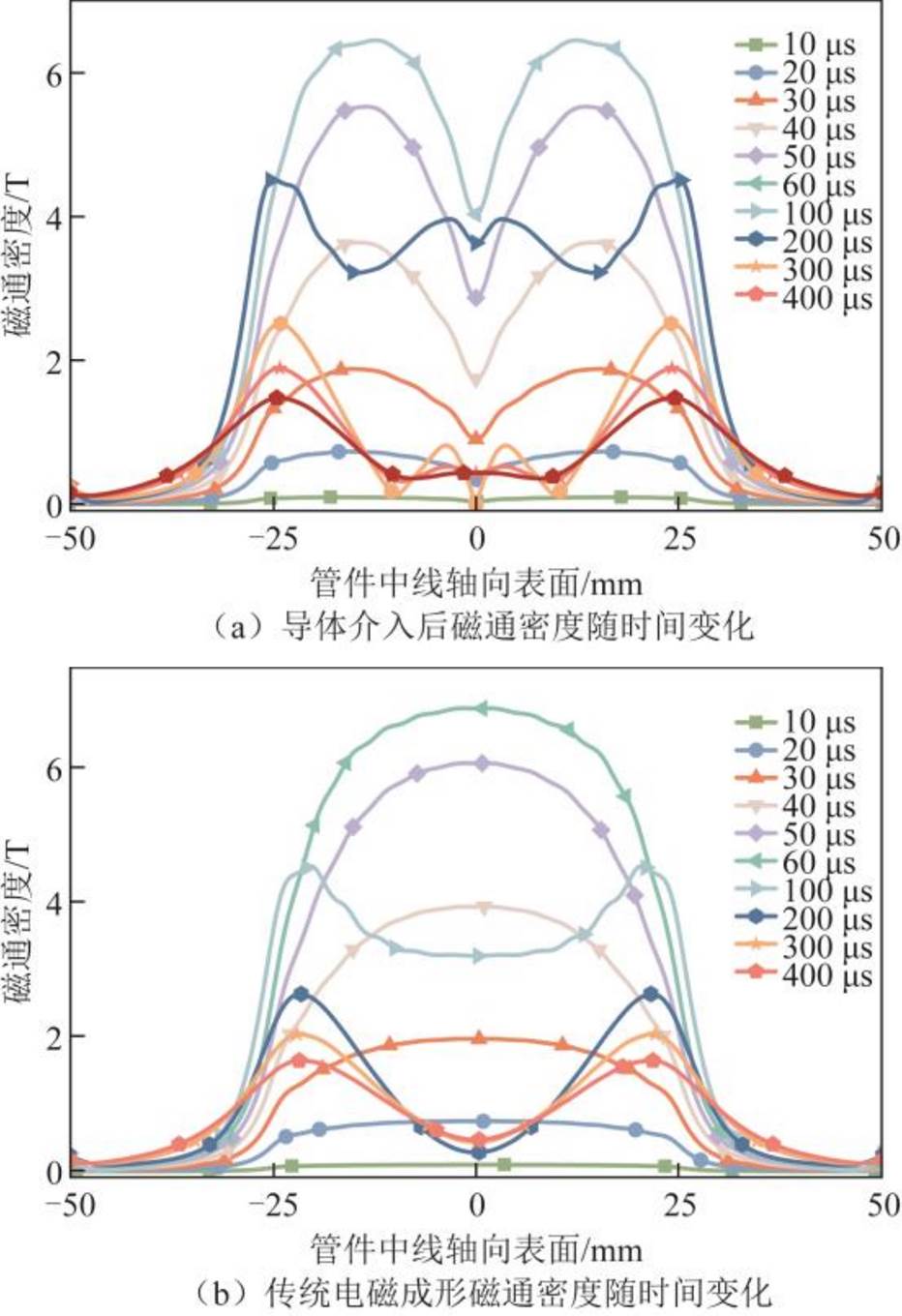
图8 导体介入与传统电磁成形磁场强度对比
Fig.8 Comparison of magnetic field intensity between conductor-intervened and traditional electromagnetic forming
在100~400 μs电流衰减至平缓阶段,磁场强度逐渐减弱。虽然传统电磁成形中此时的磁场分布仍呈现凹形特征,但由于该阶段并非管件胀形过程的关键时期,磁场强度较弱,不足以产生足够大的轴向电磁力来进一步显著推动材料的轴向流动。
与传统电磁胀形相比,利用导体介入的涡流吸引效应在整个胀形过程中改善了磁场的整体分布。
在传统电磁胀形与导体介入(涡流吸引效应)条件下,管件中部径向电磁力密度分布的对比如图9a所示。传统电磁胀形时,中部区域的径向电磁力密度峰值较高且集中在较短时间内。这导致管件中部产生较大的径向位移,并引起变形分布不均。引入导体后,由于涡流吸引效应,中部区域的电磁力密度峰值降低,同时电磁力作用的持续时间相对延长,促进成形关键阶段的材料流动。
管件上端部轴向电磁力密度分布的对比如图9b所示。与传统电磁胀形方法相比,基于涡流吸引效应加载管件的胀形,在管件端部产生了更大的指向中部的轴向电磁力,从而推动更多端部材料沿轴向中部流动。由此,管件的轴向有效成形区域得到扩大,轴向变形分布也更加均匀。
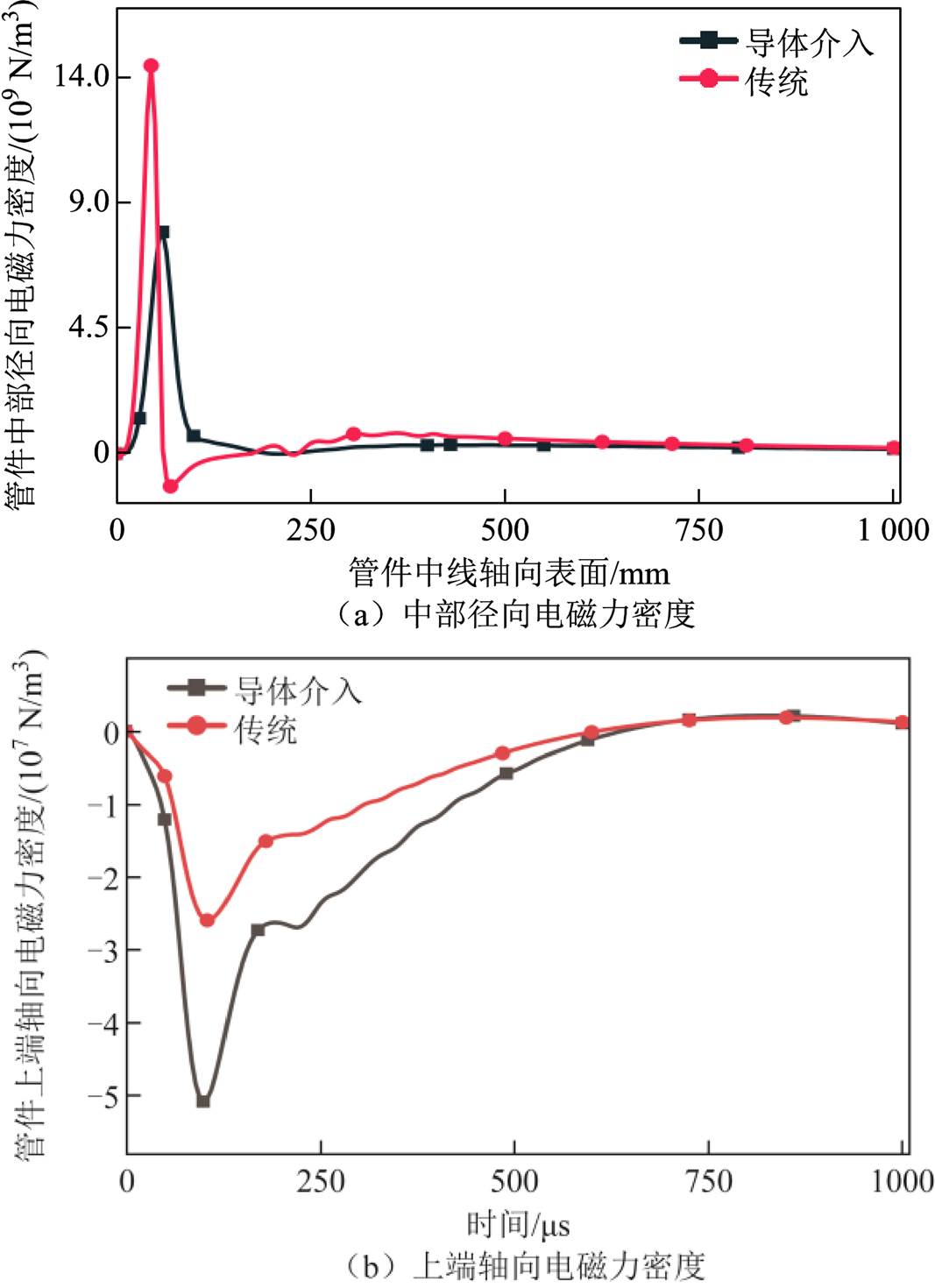
图9 导体介入与传统电磁成形电磁力密度对比
Fig.9 Comparison of electromagnetic force density between conductor-intervened and traditional electromagnetic forming
为验证仿真模型的准确性,本文进行了两种方法加载管件的胀形仿真模拟,并将结果分别与文献[21]和文献[22]的实验数据进行对比分析。
1)在凹形线圈加载条件下进行管件胀形仿真,所采用的几何模型和铝合金A6061-O材料参数与文献[21]保持一致。仿真所用电源由两个320 μF电容组成,最大充电电压为20 kV;驱动线圈由截面尺寸2 mm×4 mm的铜导线绕制,并在外层包覆 Zylon加固层以增强机械强度。本文模型仿真结果与文献[21]中凹形线圈加载管件的胀形实验结果的对比如图10所示。胀形效果评估采用文献[21]定义的“轴向均匀变形区域Dr”,该参数定义为管件沿轴向方向上径向位移达到最大径向位移的95%及以上的长度。仿真结果与实验结果高度一致,最大误差小于 1%,验证了仿真模型的准确性和有效性。
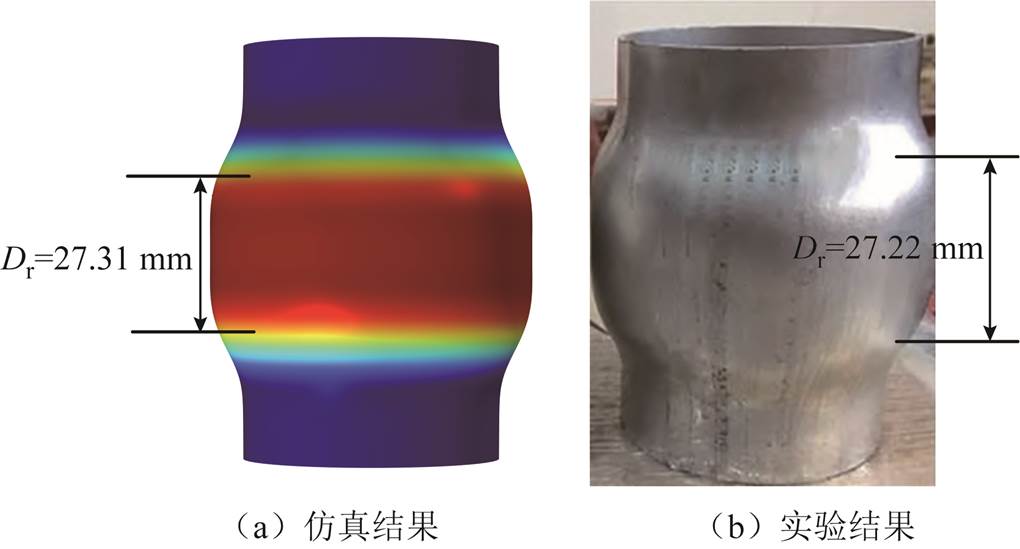
图10 凹形线圈加载的管件胀形对比[21]
Fig.10 Comparison of pipe fitting bulging with concave coil loading[21]
2)针对内外双向电磁力同时加载的管件胀形工况,开展了仿真计算。仿真中,内、外两组线圈均采用截面尺寸2 mm×4 mm的导线绕制,管件的材料参数和几何尺寸与文献[22]保持一致(直径 79 mm、壁厚2 mm、高度120 mm)。内外双向电磁力加载的管件胀形对比如图11所示。仿真结果与文献[22]的实验结果基本一致,进一步验证了该仿真模型在电磁胀形模拟中的准确性和可靠性。
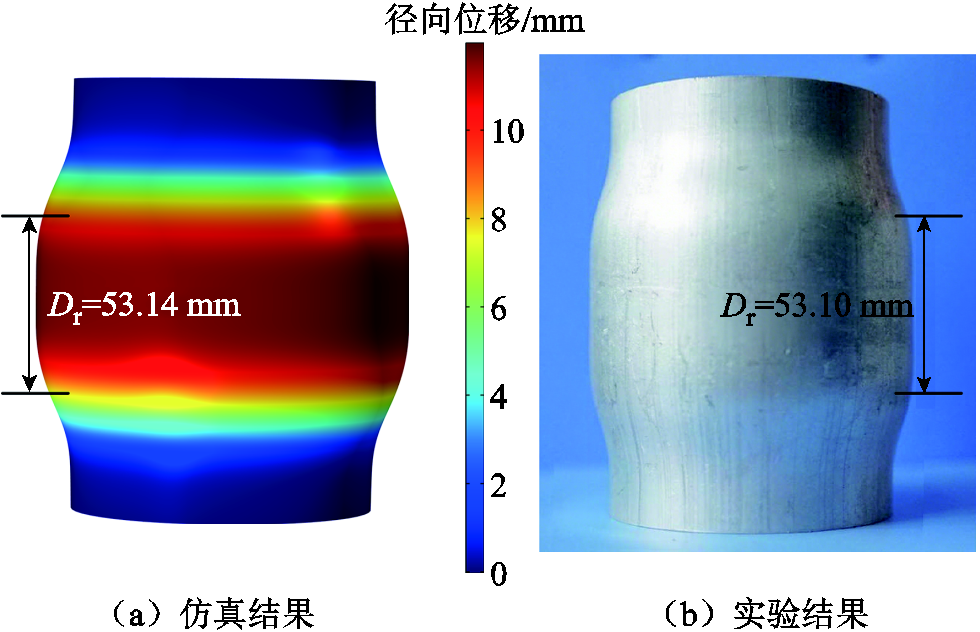
图11 内外双向电磁力加载的管件胀形对比[22]
Fig.11 Comparison of pipe fitting bulging with internal and external bidirectional electromagnetic force loading[22]
在1.2节中,已详细论述了涡流吸引效应对管件磁场分布的改善以及对轴向材料流动的促进作用。本节将在其他变量相同的情况下深入探讨不同导体材料对管件胀形的影响,并进一步分析导体外径尺寸变化对胀形效果的影响。为便于描述胀形效果,引入三个参数量:最大径向位移Lmax、中部塌陷位移Lk与管件中部塌陷角度θr。如图12a所示,当管件中部向外膨胀时,定义塌陷角度θr为负值,即
 (15)
(15)
当管件中部发生塌陷时,将两处最大径向位移点的轴向距离定义为Dr′,其修正后长度定义为Dr″,误差度定义为β,并规定θr为正值,即
 (16)
(16)
 (17)
(17)
 (18)
(18)
具体而言,当管件中部向外膨胀时,θr越接近0且Dr越大,表明胀形越均匀;当管件中部发生塌陷时,θr和β越接近0,同样表明胀形越均匀。
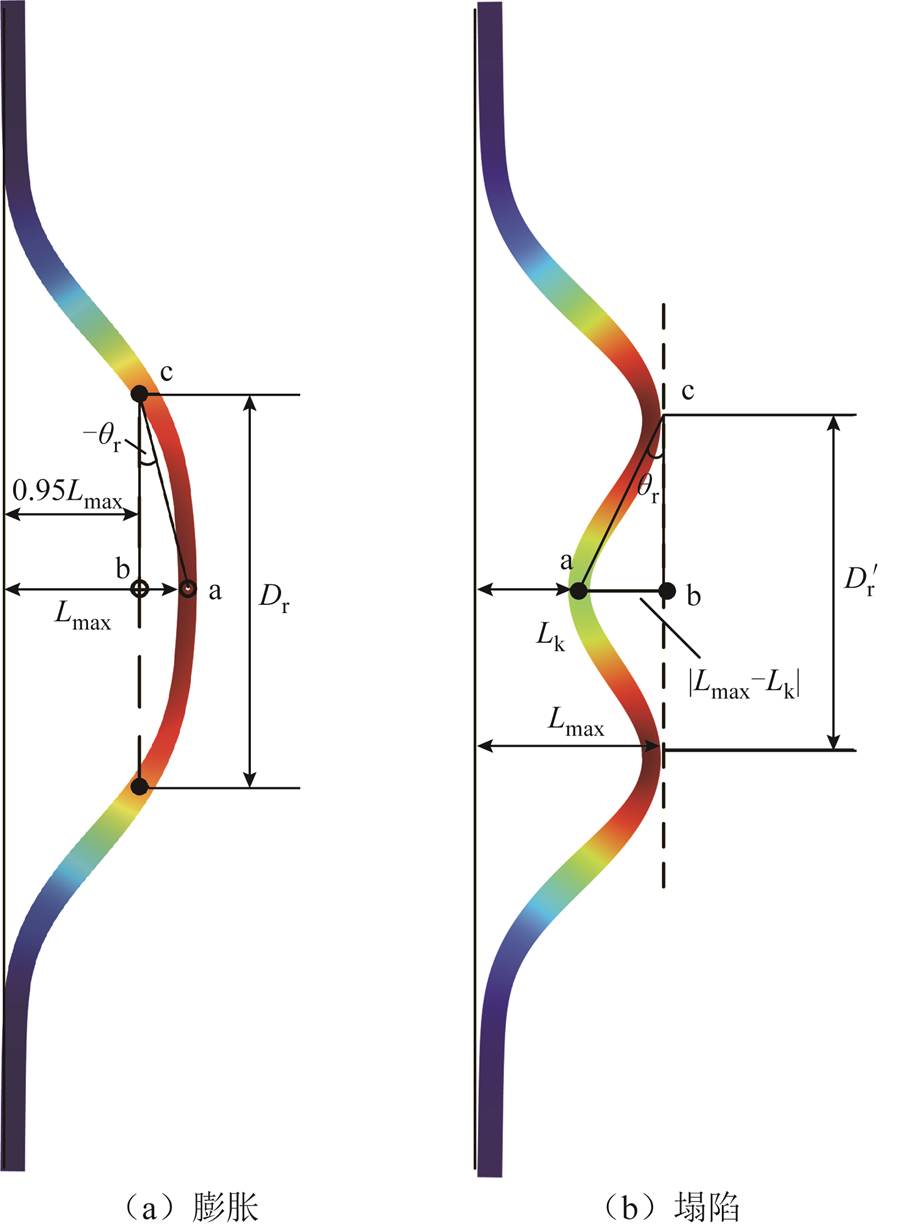
图12 参数定义
Fig.12 Parameter definition
当采用铜、铝、铁等常见金属作为导体材料时(材料参数见表2),由于这些材料电导率较高,会在导体中产生显著的涡流吸引效应,诱导出较强的向内径向吸引力。这种径向吸引力在成形关键阶段显著削弱了作用于管件外侧的电磁胀形力,导致整体电磁力密度明显降低。以导体外径Lm=32 mm,高3.8 mm的图4a数值模型为基准,分析不同导体材料对应的电磁力密度变化情况,如图13所示。相较于传统电磁加载管件的胀形,采用铜、铝等高电导率材料时,管件中部的电磁力密度约降低至原来的三分之一。随着导体材料电导率的降低(铜/铝>铁>铅>钛),管件中部所获得的电磁力密度逐步增大。
表2 材料参数
Tab.2 Material parameters
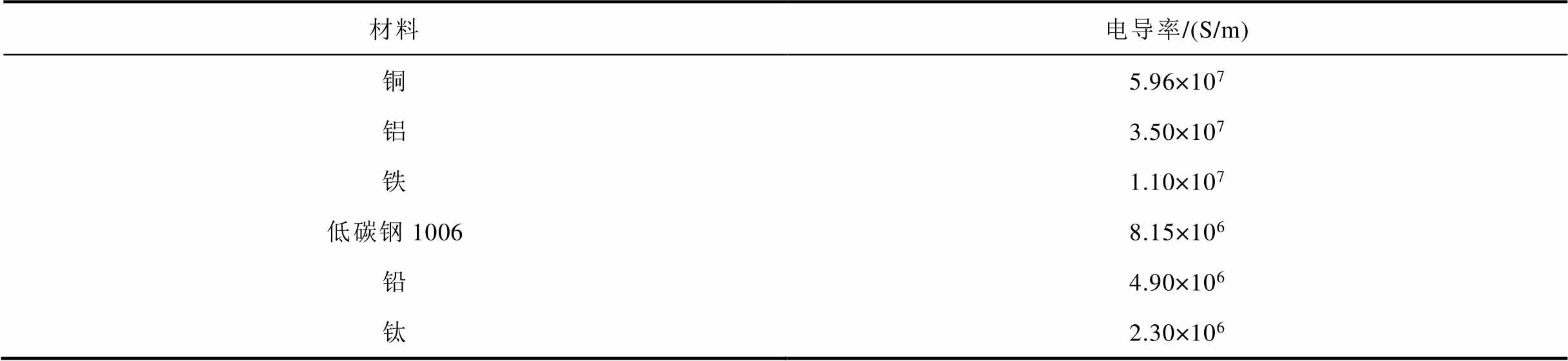
材料电导率/(S/m) 铜5.96×107 铝3.50×107 铁1.10×107 低碳钢10068.15×106 铅4.90×106 钛2.30×106
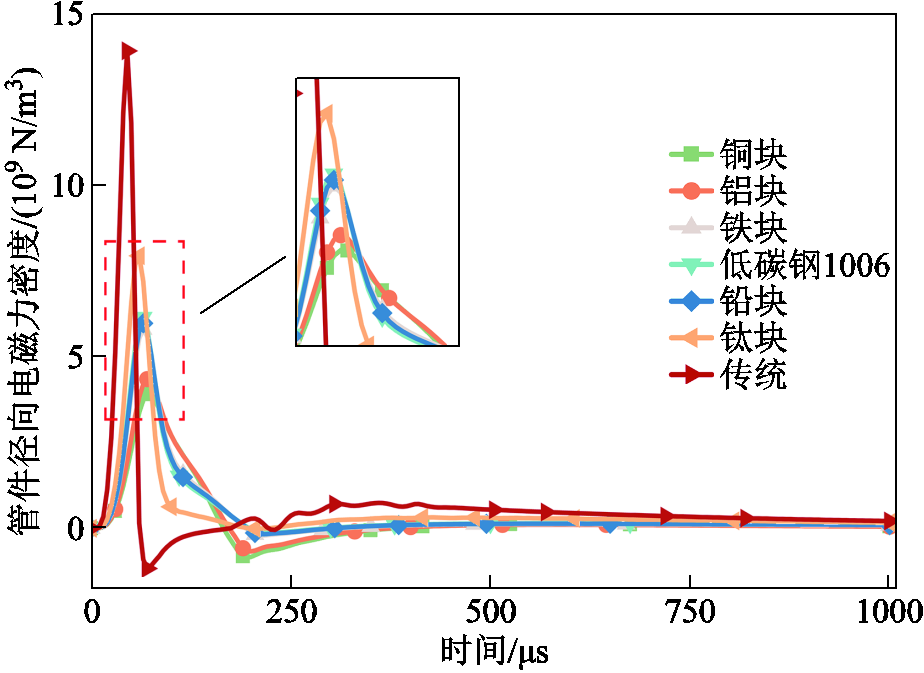
图13 不同材料管件轴向中部径向电磁力密度变化
Fig.13 Variation of radial electromagnetic force density in the axial middle part of pipe fittings made of different materials
材料电导率越高,导体因涡流吸引效应产生的径向内吸力就越强。该吸力从管件中部沿长度方向梯度减弱并向端部扩散,导致管件的最大径向胀形位移随之下降(如图14a所示)。尤其是在管件中部,铜、铝等高电导率导体大幅削弱了该部位的径向电磁胀形力,因而管件中部出现较明显的局部塌陷变形:塌陷角度θr增大,径向位移差 减小。同时,误差角β偏离0的程度加大,表明成形均匀性变差。径向位移变化如图14b所示。铜、铝、铁等高电导率材料导体导致管件中部塌陷严重,整体径向胀形位移较小;而使用铅、低碳钢1006和钛作为导体时,管件中部的塌陷程度依次减轻,整体径向胀形位移逐步增大,对应的误差角β逐渐接近0,表明成形均匀性改善。
减小。同时,误差角β偏离0的程度加大,表明成形均匀性变差。径向位移变化如图14b所示。铜、铝、铁等高电导率材料导体导致管件中部塌陷严重,整体径向胀形位移较小;而使用铅、低碳钢1006和钛作为导体时,管件中部的塌陷程度依次减轻,整体径向胀形位移逐步增大,对应的误差角β逐渐接近0,表明成形均匀性改善。
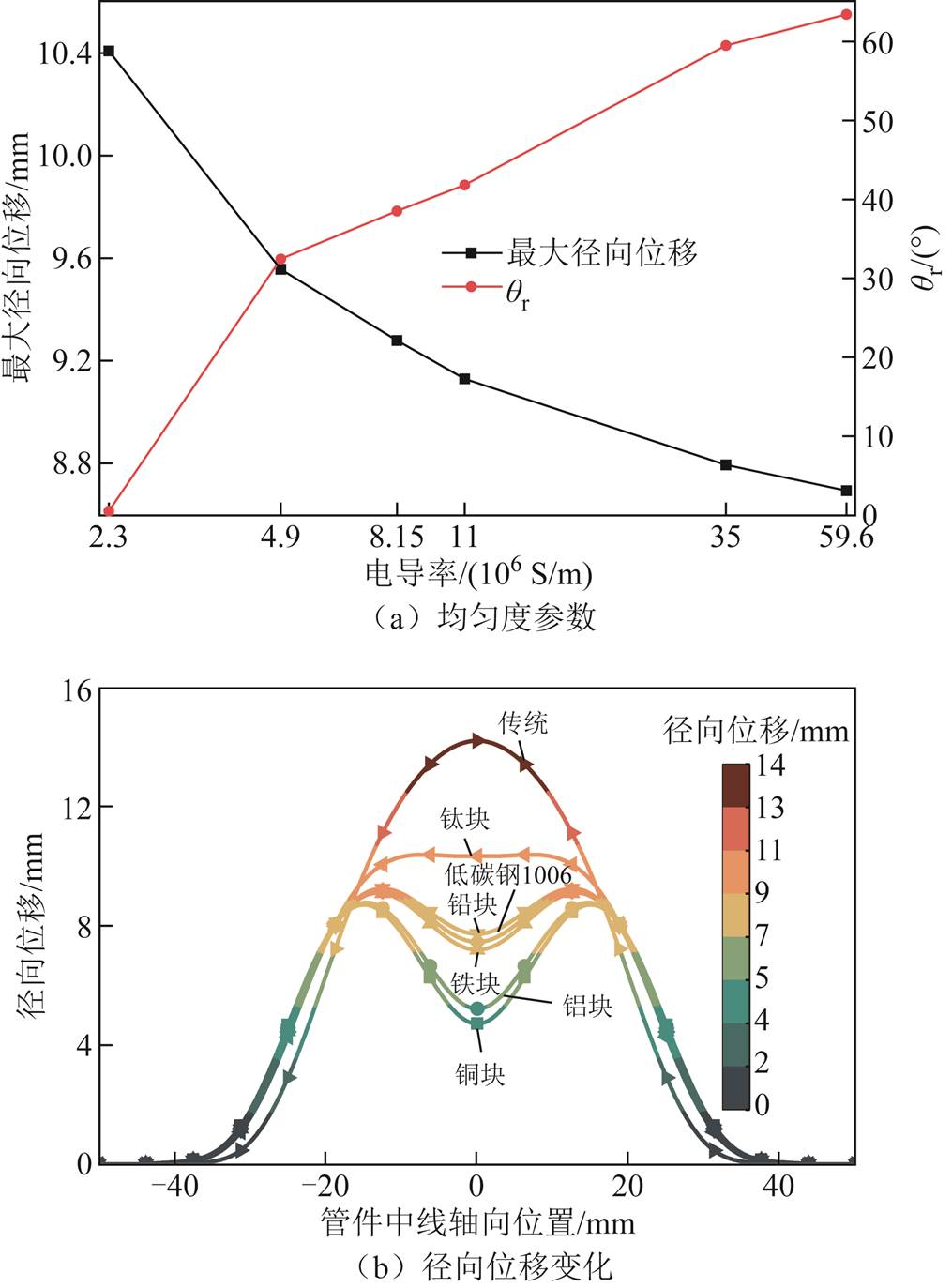
图14 不同材料对关键参数影响
Fig.14 Influence of different materials on key parameters
在导体材料的选择中需兼顾电磁力的大小和成形均匀性等因素。铅虽然电导率较低,有利于改善管件中部电磁力和提升成形均匀性,但其剧毒性会显著增加操作防护成本,因此不宜采用。低碳钢1006等材料虽然性能较好,但原材料成本和加工成本较高。相比之下,钛具有适中的电导率,可以在确保足够大的电磁胀形力的同时避免过强的径向内吸力,从而实现较高的胀形效果和良好的成形均匀性。此外,钛材料安全无毒且成本可控。基于以上考虑,本文最终选取钛作为导体材料,并将在后续工作中进一步研究不同导体半径对管件中部电磁力分布和成形效果的影响。
为了评估钛块导体外径变化对管件胀形质量的影响,将导体高度固定为3.8 mm,并对导体半径在29~34 mm范围内以1 mm步长进行了相关的仿真分析。不同导体半径管件轴向中部径向电磁力密度变化如图15所示。由图15可知,不同导体半径下加载管件中部的电磁力密度存在一定差异。随着导体半径增大,导体外缘与驱动线圈的距离减小,由涡流吸引效应产生的径向内吸引力随之增强。这种内吸引力会抵消管件中部向外的部分电磁胀形力,导致管件中部区域的电磁力密度降低。
不同导体半径的均匀度参数如图16所示。图16给出了导体半径变化对管件中部径向位移的影响;导体半径较小时(29~31 mm),管件中部出现轻微的外凸变形,塌陷角θr为负值。这是因为此时导体在管件中部诱导的径向内吸引力较弱,不足以均衡外向电磁胀形力,外径向电磁力仍占主导地位,以致管件中部向外微凸。随着导体外径增至32 mm及以上,导体诱导的内吸引力增强,塌陷角θr由负值变为正值,表明对外向胀形力的抑制作用开始随半径变化逐步占据主导。最终,胀形后的管件中部轮廓趋于平直或出现轻微内凹(图16),即管件中部外凸得到抑制。由此可见,随着导体外径的增大,管件中部的外向膨胀趋势逐步减弱,变形轮廓由略微外凸转为轻微内凹。
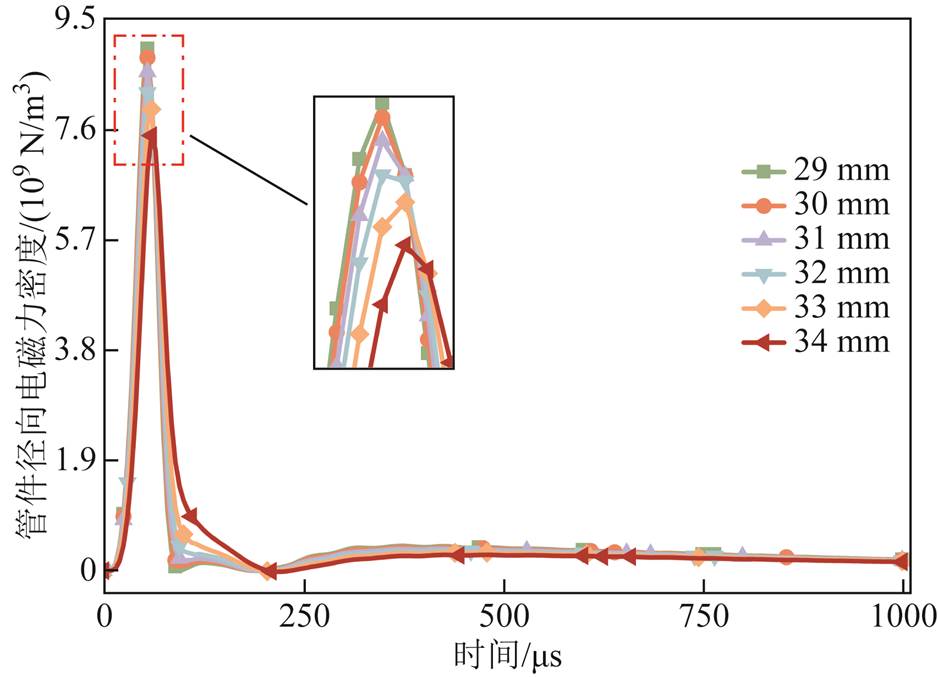
图15 不同导体半径管件轴向中部径向电磁力密度变化
Fig.15 Variation of radial electromagnetic force density in the axial middle part of pipe fittings with different conductor radii
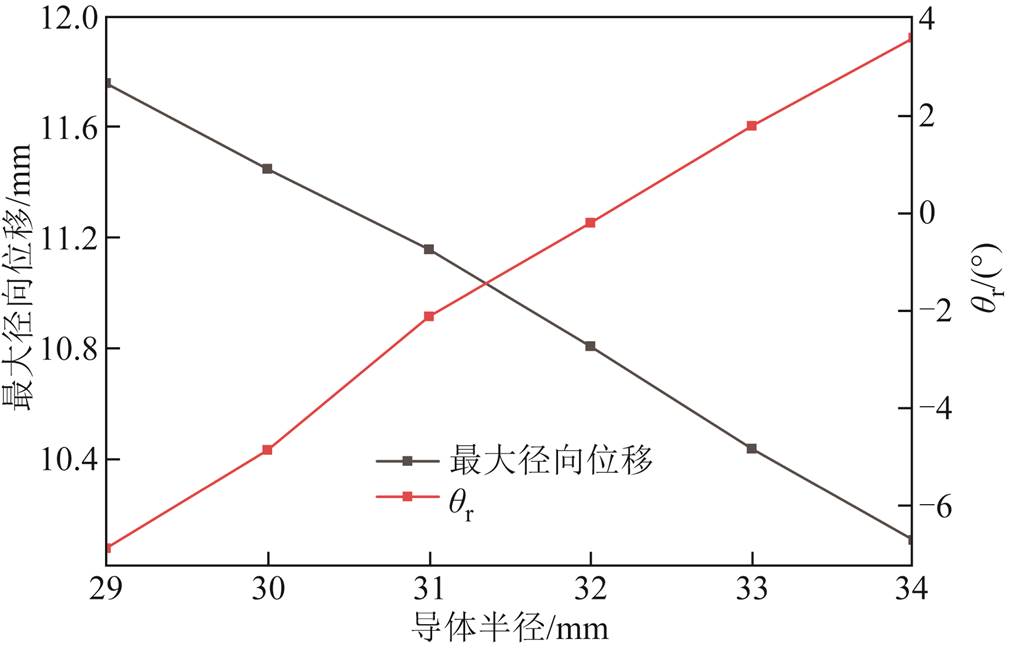
图16 不同导体半径的均匀度参数
Fig.16 Uniformity parameters for different conductor radii
不同导体半径对管件的径向位移影响如图17所示。由图16和图17可知,在所考察的范围内,当导体外径为32 mm时管件胀形效果最为理想。该尺寸下,管件中段既没有出现明显的外凸,也未因内吸引力过强而产生内凹。电磁力密度在胀形初期的合理分布适度抵消了部分外向胀形力,在后期又没有引起中部过度内陷,整个胀形过程内外作用力保持了动态平衡。正是这种内外力的均衡耦合作用,保障了管件胀形的均匀性。在不降低成形效率的前提下,最终胀形件的轴向变形均匀区域大幅提升。
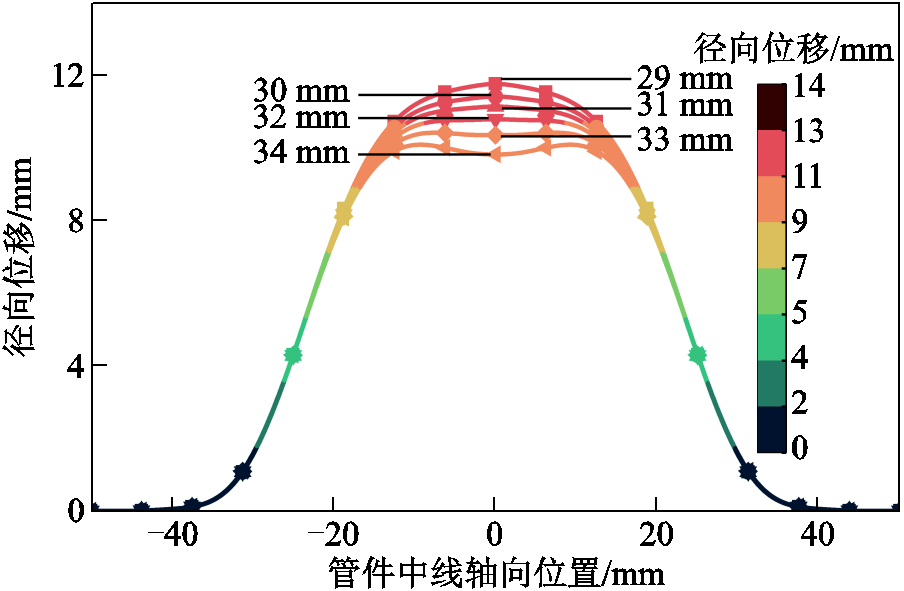
图17 不同导体半径对管件的径向位移影响
Fig.17 Influence of different conductor radii on radial displacement of pipe fittings
传统电磁成形和钛块(导体)介入后管件轴向变形行为的对比如图18所示。由于导体介入产生的涡流吸引效应,管件中部的电磁力减弱,沿轴向的电磁力分布随之发生改变;从50 μs(电流峰值)~350 μs的变形过程可以看出,管件胀形的关键阶段主要发生在放电后的前200 μs。在变形初期,中段由于电磁力较弱而胀形不足,轮廓呈现内凹。随着时间推移,轴向材料逐渐向中部流动,管件轴向变形最终趋于均匀。
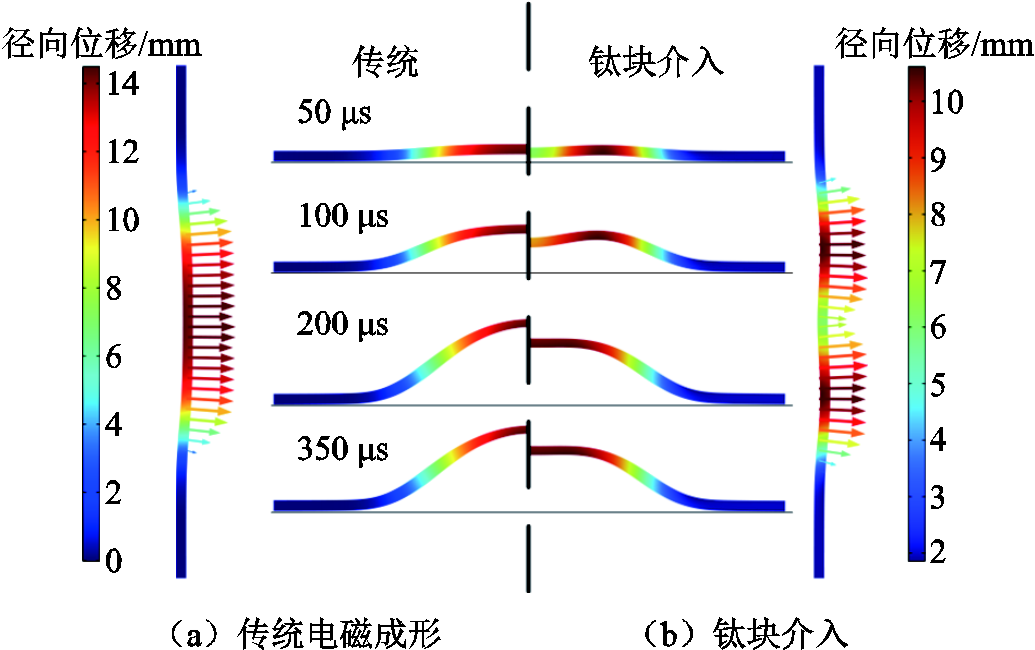
图18 管件动态变化过程及电磁力分布
Fig.18 Dynamic change process of pipe fittings and distribution of electromagnetic force
导体介入产生的吸引力对管件径向位移分布的影响如图19所示。可以看到,导体的介入避免了传统电磁成形中管件中部出现的过度变形,有效地提高了管件两端电磁力分布的均匀性,并通过吸引效应抑制了管件中部的过大位移,从而保证管件在成形过程中各部位变形更加均匀。
钛块介入后与传统电磁成形条件下管件轴向均匀变形区域Dr的对比如图20所示。结果表明,导体介入后管件的轴向均匀变形区域扩大至1.67倍;导体介入使胀形过程中管件的变形沿轴向分布更加均匀,有效地避免了传统工艺中因电磁力分布不均导致的局部过度变形。同时,整个管件的受力与变形分布也得到优化。
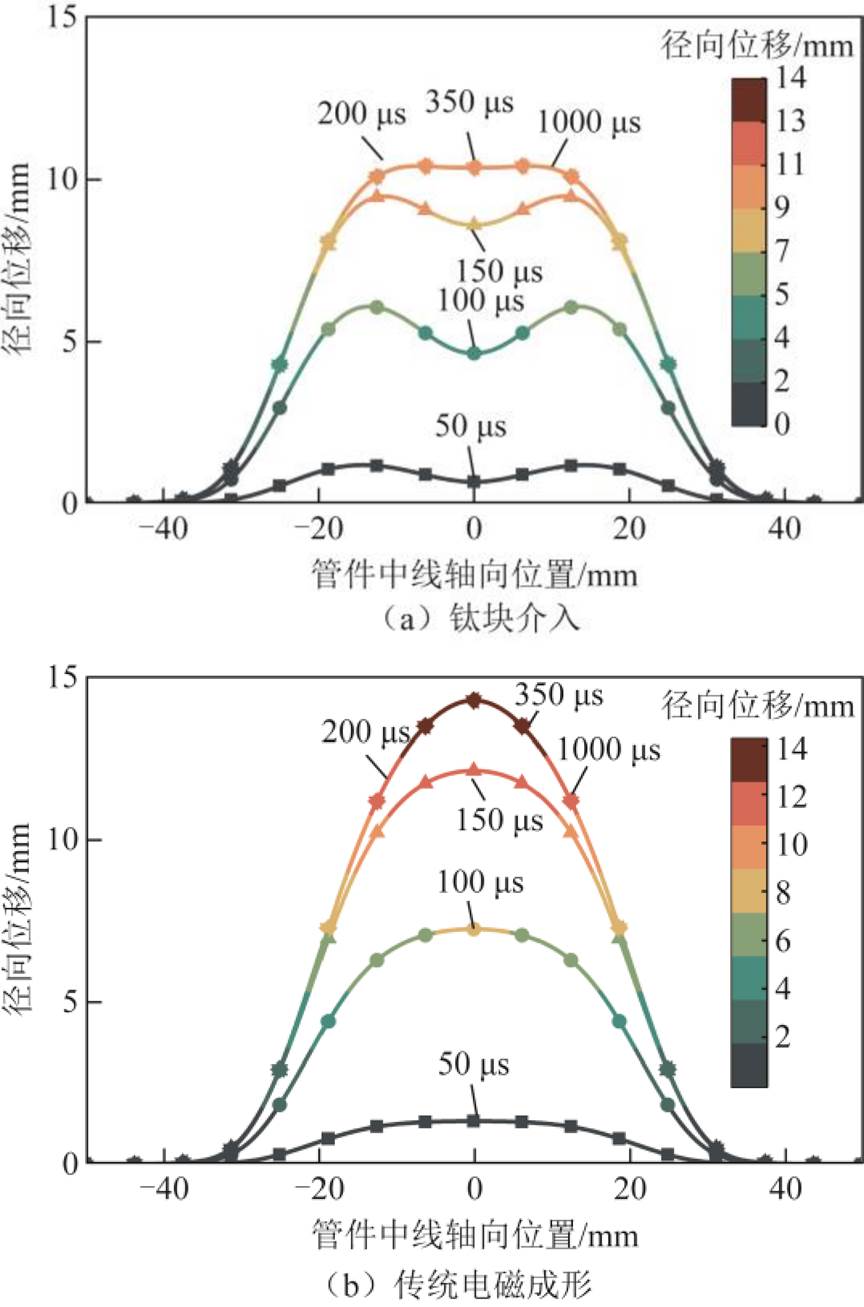
图19 导体介入与传统电磁成形对管件径向位移影
Fig.19 Influence of conductor intervention and traditional electromagnetic forming on radial displacement of pipe fittings
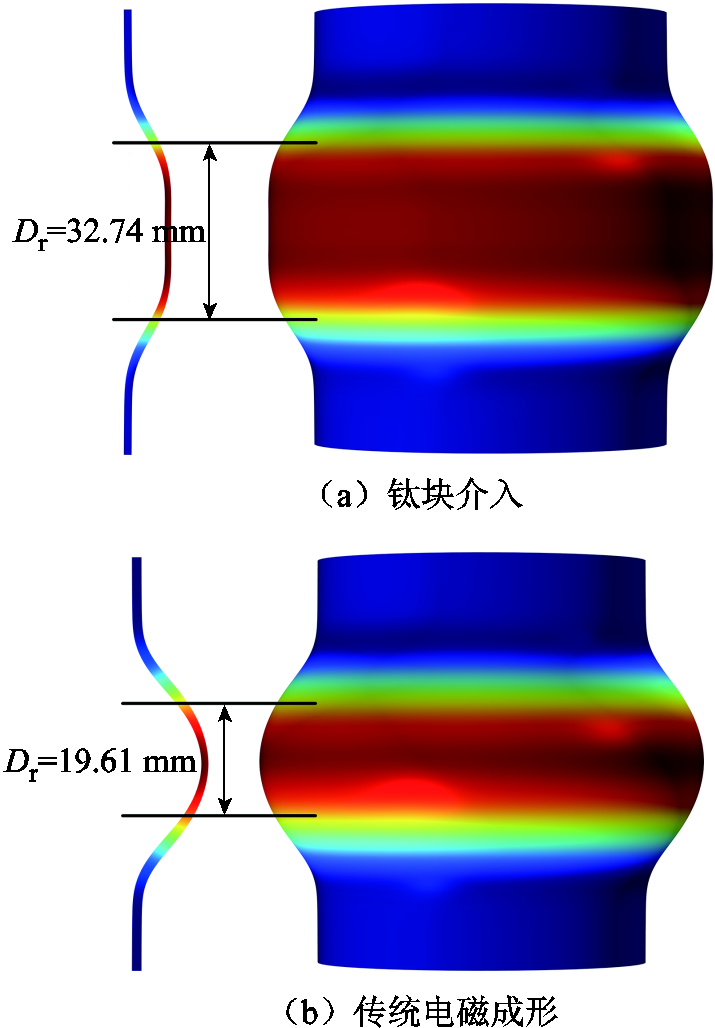
图20 轴向均匀变形区域对比
Fig.20 Comparison of axial uniform deformation zones
为解决传统管件电磁胀形轴向变形区域小、均匀性差的问题,本文提出了一种基于涡流吸引效应加载管件的电磁胀形方法。通过仿真分析,得出以下主要结论:
1)涡流吸引改善力分布。导体介入所产生的涡流吸引效应能够削弱管件中部区域的径向电磁力,从而显著改善管件电磁胀形的轴向变形均匀度。
2)导体参数影响均匀度。导体的材料和几何参数对管件轴向变形均匀度均有影响。随着导体材料电导率的提高,管件中部胀形区域会逐渐向内凹陷;增大导体半径将产生更强的径向涡流吸引力。研究表明,导体半径临界值为31 mm,当导体半径增至32 mm时管件的成形效果达到最佳。
3)轴向均匀变形区域提升。相比于传统电磁胀形方法(轴向均匀变形区域约19.61 mm),基于涡流吸引效应加载管件的胀形将轴向均匀变形区域Dr提升至约32.74 mm,扩大了约67%。
参考文献
[1] Zhou Bo, Liu Bo, Zhang Shengen. The advancement of 7XXX series aluminum alloys for aircraft structures: a review[J]. Metals, 2021, 11(5): 718.
[2] Psyk V, Risch D, Kinsey B L, et al. Electromagnetic forming: a review[J]. Journal of Materials Processing Technology, 2011, 211(5): 787-829.
[3] 张望, 朱鑫辉, 邱立, 等. 基于铜环驱动的TA2钛板电磁成形数值模拟与实验研究[J]. 电工技术学报, 2025, 40(11): 3339-3348.
Zhang Wang, Zhu Xinhui, Qiu Li, et al. Numerical and experimental study of electromagnetic drive forming for TA2 titanium sheet based on a copper ring[J]. Transactions of China Electrotechnical Society, 2025, 40(11): 3339-3348.
[4] Pawar S, Kore S D. Electromagnetic forming and perforation of Al tubes[J]. Journal of Mechanical Science and Technology, 2019, 33(12): 5999-6007.
[5] Yu Haiping, Xu Zhidan, Fan Zhisong, et al. Mechanical property and microstructure of aluminum alloy-steel tubes joint by magnetic pulse welding[J]. Materials Science and Engineering: A, 2013, 561: 259-265.
[6] 邱立, 陈玉红, 张锦荣, 等. 基于离散屏蔽的管件电磁胀形电磁力分布与轴向均匀度研究[J]. 电工技术学报, 2025, 40(21): 6932-6944.
Qiu Li, Chen Yuhong, Zhang Jinrong, et al. Research on electromagnetic force distribution and axial uniformity of tube electromagnetic bulging based on discrete shielding[J]. Transactions of China Electro-technical Society, 2025, 40(21): 6932-6944.
[7] 李梦瑶, 邱立, 易宁轩, 等. 基于驱动导体环的板件电磁成形电磁力分布与成形效果研究[J]. 电工技术学报, 2025, 40(1): 13-24.
Li Mengyao, Qiu Li, Yi Ningxuan, et al. Study on electromagnetic force distribution and forming effect of plate electromagnetic forming based on driving conductor ring[J]. Transactions of China Electro-technical Society, 2025, 40(1): 13-24.
[8] Qiu Li, Yu Yijie, Wang Ziwei, et al. Analysis of electromagnetic force and deformation behavior in electromagnetic forming with different coil systems[J]. International Journal of Applied Electro-magnetics and Mechanics, 2018, 57(3): 337-345.
[9] Li Zhangzhe, Han Xiaotao, Cao Quanliang, et al. Design, fabrication, and test of a high-strength uniform pressure actuator[J]. IEEE Transactions on Applied Superconductivity, 2016, 26(4): 3700905.
[10] Li Xiaoxiang, Cao Quanliang, Lai Zhipeng, et al. Bulging behavior of metallic tubes during the electromagnetic forming process in the presence of a background magnetic field[J]. Journal of Materials Processing Technology, 2020, 276: 116411.
[11] Li L, Han X, Peng T, et al. Space-time-controlled multi-stage pulsed magnetic field forming and manufacturing technology[C]//The 5th International Conference on High Speed Forming, Dortmund, Germany, 2012: 53-58.
[12] Ouyang Shaowei, Wang Chen, Li Changxing, et al. Improving the uniformity and controllability of tube deformation via a three-coil forming system[J]. The International Journal of Advanced Manufacturing Technology, 2021, 114(5): 1533-1544.
[13] Zhang Xiao, Ouyang Shaowei, Li Xiaoxiang, et al. Effect of pulse width of middle-coil current on deformation behavior in electromagnetic tube forming under two-stage coils system[J]. The International Journal of Advanced Manufacturing Technology, 2020, 110(5): 1139-1152.
[14] 邱立, 杨新森, 常鹏, 等. 双线圈轴向压缩式管件电磁胀形电磁力分布规律与管件成形性能研究[J]. 电工技术学报, 2019, 34(14): 2855-2862.
Qiu Li, Yang Xinsen, Chang Peng, et al. Electromagnetic force distribution and forming performance in electromagnetic tube expansion process with two coils[J]. Transactions of China Electrotechnical Society, 2019, 34(14): 2855-2862.
[15] 邱立, 余一杰, 聂小鹏, 等. 管件电磁胀形过程中的材料变形性能问题与电磁力加载方案[J]. 电工技术学报, 2019, 34(2): 212-218.
Qiu Li, Yu Yijie, Nie Xiaopeng, et al. Study on material deformation performance and electromagnetic force loading in electromagnetic tube expansion process[J]. Transactions of China Electrotechnical Society, 2019, 34(2): 212-218.
[16] 邵子豪, 吴伟业, 汪晨鑫, 等. 基于双层凹型集磁器的管件电磁胀形电磁力特性及变形行为研究[J]. 电工技术学报, 2024, 39(5): 1245-1255.
Shao Zihao, Wu Weiye, Wang Chenxin, et al. Electromagnetic force and formability analysis of tube electromagnetic bulging based on double-layer concave magnetic field shaper[J]. Transactions of China Electrotechnical Society, 2024, 39(5): 1245-1255.
[17] Ouyang Shaowei, Li Xiaoxiang, Li Changxing, et al. Investigation of the electromagnetic attractive forming utilizing a dual-coil system for tube bulging[J]. Journal of Manufacturing Processes, 2020, 49: 102-115.
[18] Ouyang Shaowei, Li Changxing, Du Limeng, et al. Electromagnetic forming of aluminum alloy sheet metal utilizing a low-frequency discharge: a new method for attractive forming[J]. Journal of Materials Processing Technology, 2021, 291: 117001.
[19] 熊奇, 邱爽, 李彦昕, 等. 组合式电磁成形技术研究进展[J]. 电工技术学报, 2024, 39(9): 2710-2729.
Xiong Qi, Qiu Shuang, Li Yanxin, et al. Research progress of combined electromagnetic forming technology[J]. Transactions of China Electrotechnical Society, 2024, 39(9): 2710-2729.
[20] 熊奇, 杨猛, 周丽君, 等. 双线圈吸引式板件电磁成形过程中的涡流竞争问题[J]. 电工技术学报, 2021, 36(10): 2007-2017.
Xiong Qi, Yang Meng, Zhou Lijun, et al. Eddy currents competition in electromagnetic forming process of plates by double-coil attraction[J]. Transactions of China Electrotechnical Society, 2021, 36(10): 2007-2017.
[21] Qiu Li, Li Yantao, Yu Yijie, et al. Electromagnetic force distribution and deformation homogeneity of electromagnetic tube expansion with a new concave coil structure[J]. IEEE Access, 2019, 7: 117107-117114.
[22] 张望. 基于内外侧双向电磁力加载的管件电磁胀形电磁力分布与均匀性变形研究[D]. 宜昌: 三峡大学, 2022.
Electromagnetic Force Characteristics and Deformation Behavior of Pipe Fittings in Electromagnetic Bulging Loaded by Eddy Current Attraction Effect
Abstract To improve the axial deformation uniformity in electromagnetic tube bulging (EMTB), a new method is investigated in which a passive conductor is coaxially inserted between the solenoid coil and the target metal tube to exploit an eddy-current attraction effect that reshapes the electromagnetic force distribution during forming. The induced eddy currents in the inserted conductor generate an inward magnetic force on the tube, which counterbalances the natural non-uniformity of the Lorentz forces and expands the region of uniform plastic deformation along the tube’s length. A coupled electromagnetic-solid-thermal finite element simulation model was developed in COMSOL Multiphysics to analyze the proposed configuration. This transient multiphysics model includes the coil, conductor, and tube, and it captures the interaction of the pulsed magnetic field with the conductor and tube, the resulting eddy currents and electromagnetic forces, the structural deformation of the tube, and the Joule heating that occurs in the metals. Using this model, the influence of the conductor’s material properties and geometry on the tube’s deformation behavior was examined through a parameter study. Conductors made of different metals (titanium, copper, and aluminum) and with varying outer diameters (from 29 mm to 34 mm) were simulated to evaluate their effects on the axial distribution of deformation. The simulation results show that introducing the passive conductor fundamentally alters the magnetic pressure profile acting on the tube, producing a more uniform distribution of radial electromagnetic force and thereby leading to a greater extent of uniform bulging. Specifically, the presence of the conductor increases the magnetic pressure applied near the tube ends while slightly reducing the peak pressure at the midsection, relative to the coil-only baseline case without a conductor. This redistribution of force prevents the deformation from concentrating at the center, thus enlarging the length of the tube that deforms uniformly along the axial direction. In all cases examined, the conductor-assisted scheme improved the uniformity of axial deformation compared to the baseline, but the magnitude of improvement depended on the conductor’s material and size. Among the materials tested, titanium exhibited the most pronounced enhancement of the axially uniform deformation zone, while the highly conductive copper and aluminum inserts yielded smaller improvements; this outcome indicates that a material with moderate electrical conductivity and magnetic permeability optimizes the eddy-current attraction effect. Likewise, the conductor’s outer diameter showed an optimal value: both smaller and larger diameters were less effective at expanding the uniform deformation region, with an intermediate size (around 32 mm in this study) maximizing the beneficial force redistribution. Under the optimal configuration identified (a titanium conductor with a 32 mm outer diameter), the length of the axially uniform deformation region increased from about 19.61 mm in the baseline EMTB process to 32.74 mm, approximately a 0.67-fold expansion. This extension of the uniform deformation zone confirms the effectiveness of the conductor insertion approach in mitigating end-localized deformation. Incorporating a passive conductor between the coil and tube is shown to improve the axial deformation uniformity in electromagnetic bulging. The findings underscore the important influence of the conductor’s characteristics in this approach and provide a useful basis for optimizing EMTB process designs to achieve more uniform deformation outcomes.
keywords:Electromagnetic bulging, eddy-current attraction effect, axially uniform deformation region, conductor insertion
中图分类号:TM154
DOI: 10.19595/j.cnki.1000-6753.tces.250777
国家自然科学基金青年项目(51507092)和国家自然科学基金面上项目(51877122)资助。
收稿日期 2025-05-09
改稿日期 2025-08-21
梁 帅 男,2000年生,硕士研究生,研究方向电磁成形技术的应用。
E-mail:liangshuai8755@gmail.com(通信作者)
邱 立 男,1984年生,副教授,博士生导师,研究方向为电磁成形技术和强磁场脉冲技术的应用。
(编辑 赫 蕾)