图1 环氧树脂缺陷试样制备流程
Fig.1 Preparation process of epoxy resin defect sample
摘要 材料内部缺陷产生的局部放电是导致环氧灌封电力设备绝缘失效的常见诱因,而传统局部放电诊断方法难以准确评估缺陷部位放电对设备绝缘的危害程度。该文制备了贴真的环氧树脂气泡、裂纹和脱层缺陷样品,选取最大放电幅值、放电频次和平均放电幅值作为放电强度的评估指标,研究了交流工况下不同缺陷局部放电强度随时间的变化规律,结合实验分析了局部放电对缺陷内部初始有效电子产生速度的影响。结果表明,在持续交流电压的作用下,裂纹缺陷的放电强度发展最快,分层缺陷次之,气泡缺陷最慢。持续的局部放电会削弱缺陷内部气体的自然电离,进而可能导致放电信号消失。依据放电能否持续可进一步划分不同尺度气泡缺陷的危险等级,从高到低依次为:裂纹缺陷、脱层缺陷、可持续放电的气泡缺陷以及不可持续的气泡缺陷。研究结果有助于评估材料内部局部放电对设备绝缘的危害程度。
关键词:环氧树脂灌封绝缘 自然微缺陷 局部放电 放电强度发展速度 绝缘评估
环氧树脂因其卓越的电气绝缘性能、优良的机械强度与出色的化学稳定性,被广泛应用于各类电力设备绝缘部件中,如变压器、断路器、绝缘子等[1-2]。目前,环氧树脂灌封绝缘通常采用真空脱气工艺来避免气隙或气泡缺陷的产生,但其内部仍无法避免一些微小缺陷的出现。由于缺陷部位的绝缘强度比周围的环氧树脂低且承担更高的电场强度,从而易引发局部放电(Partial Discharge, PD)。缺陷内部的持续放电会加速绝缘失效的进程,环氧灌封电力设备在运行电压下的绝缘失效大多由缺陷部位持续的放电诱发[3-5]。
在环氧树脂灌封过程中,常见的自然缺陷类型包括微小气泡、裂纹以及金属与环氧树脂界面处的脱层。环氧树脂中的气泡缺陷主要源于原材料在混合搅拌过程中引入的空气,一些微小尺寸的气泡在固化过程中无法逸出。裂纹缺陷主要是由于固化不完全,导致环氧树脂分子的交联密度不均匀。因此,在后续加工过程中,当受到外力作用或遇到温度变化时,这些薄弱区域就会产生裂纹。脱层缺陷是由金属电极与环氧树脂之间的界面粘接不良所致的。为了揭示环氧树脂内部微缺陷的局部放电行为,国内外学者开展了许多研究,如采用穿孔夹层粘接的三明治结构,或在界面处设置人工气隙等人工缺陷模型[6-11]。然而,这些人工缺陷在尺寸、形状和界面状态等方面与环氧浇注固化过程产生的自然缺陷差异较大,可能导致局部放电的诱发条件和放电行为与实际情况不相符,进而导致所得研究结论难以指导实际局部放电检测和诊断工作。
目前,环氧树脂内部缺陷对绝缘危害的研究尚不足以指导实际应用。当前研究主要集中在空腔内局部放电强度随时间的变化过程[12]、空腔尺寸与绝缘使用寿命之间的相关性[13],以及通过对因局部放电而劣化的空腔表面进行化学分析来阐释绝缘劣化与化学反应之间的联系等[14]。然而,针对缺陷类型对绝缘寿命的影响,尤其是在持续局部放电条件下的研究却极为匮乏。在设备绝缘考核环节,局部放电的存在与否及其强度大小常被用作判定设备能否通过出厂测试或现场测试的重要标准。然而,实践经验表明,缺陷的发展以及绝缘失效的时间并不仅仅取决于测试期间的局部放电强度。因此,仅依据局部放电的有无及其强度大小开展绝缘状态评估并非科学严谨的方法。
针对现有研究的不足,本文首先提出了一种环氧灌封绝缘内部微米尺度自然微缺陷的可控制备方法,制备了环氧灌封气泡、裂纹和脱层三种缺陷试品,为获取真实的实验数据提供了保障;其次,选取最大放电幅值、放电频次和平均放电幅值作为放电强度评估指标,深入探究了三种缺陷在持续放电条件下放电强度的变化,评估了三种环氧树脂微缺陷的危险等级;最后,将局部放电的可持续性作为分类依据,实现了不同尺度气泡缺陷危险等级的进一步细分。
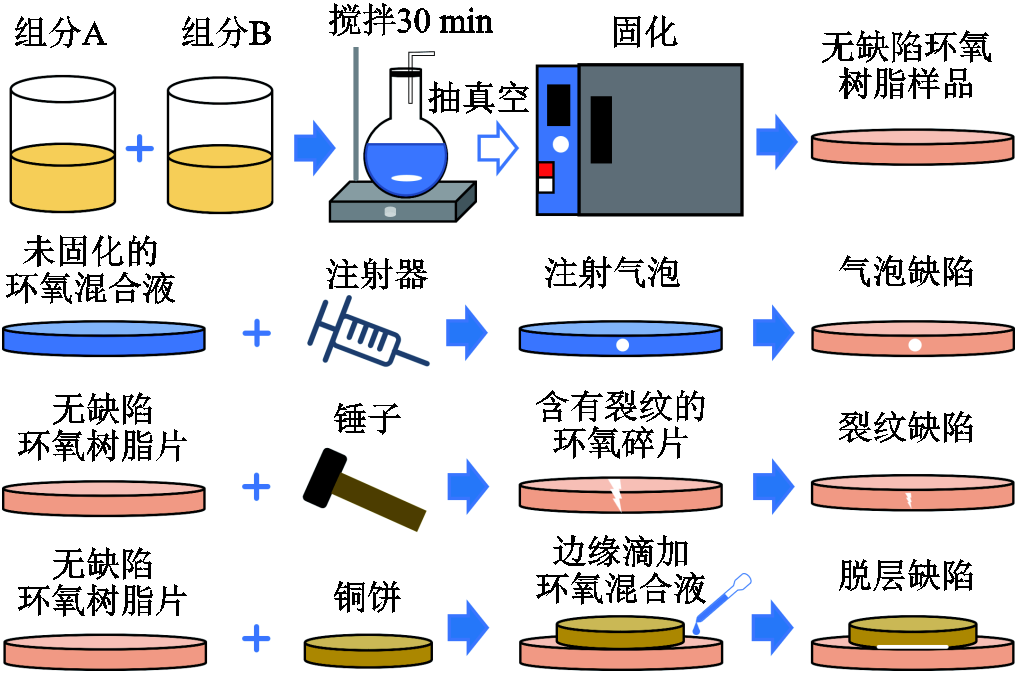
环氧树脂缺陷试样的制备流程如图1所示。首先将环氧树脂浸渍系统(CER6521)的组分A、B按照质量比1:0.9混合倒入烧瓶,使用磁力搅拌器在60℃下搅拌30 min,同时对烧瓶抽真空。搅拌完成后,将混合液倒入硅橡胶模具内,并将模具放入真空干燥箱中,在130℃下放置8 h进行固化,固化完成后即可得到无缺陷的环氧树脂样品。
图1 环氧树脂缺陷试样制备流程
Fig.1 Preparation process of epoxy resin defect sample
三种环氧树脂微缺陷样品如图2所示。对于气泡缺陷,将CER6521的组分A、B按照比例混合,并完成搅拌、脱气处理。搅拌结束后将混合液倒入硅橡胶模具内,再将模具放入真空干燥箱中,温度设置为130℃。2 h后使用注射器向混合液中定量注射气泡,注射完成后继续放入真空干燥箱中固化6 h即可得到环氧树脂气泡缺陷样品。气泡缺陷微观形貌如图3a所示,可见模拟气泡与自然形成的气泡较为贴合。气泡缺陷的大小可以由注射空气的体积控制,缺陷直径为0.2~2 mm。
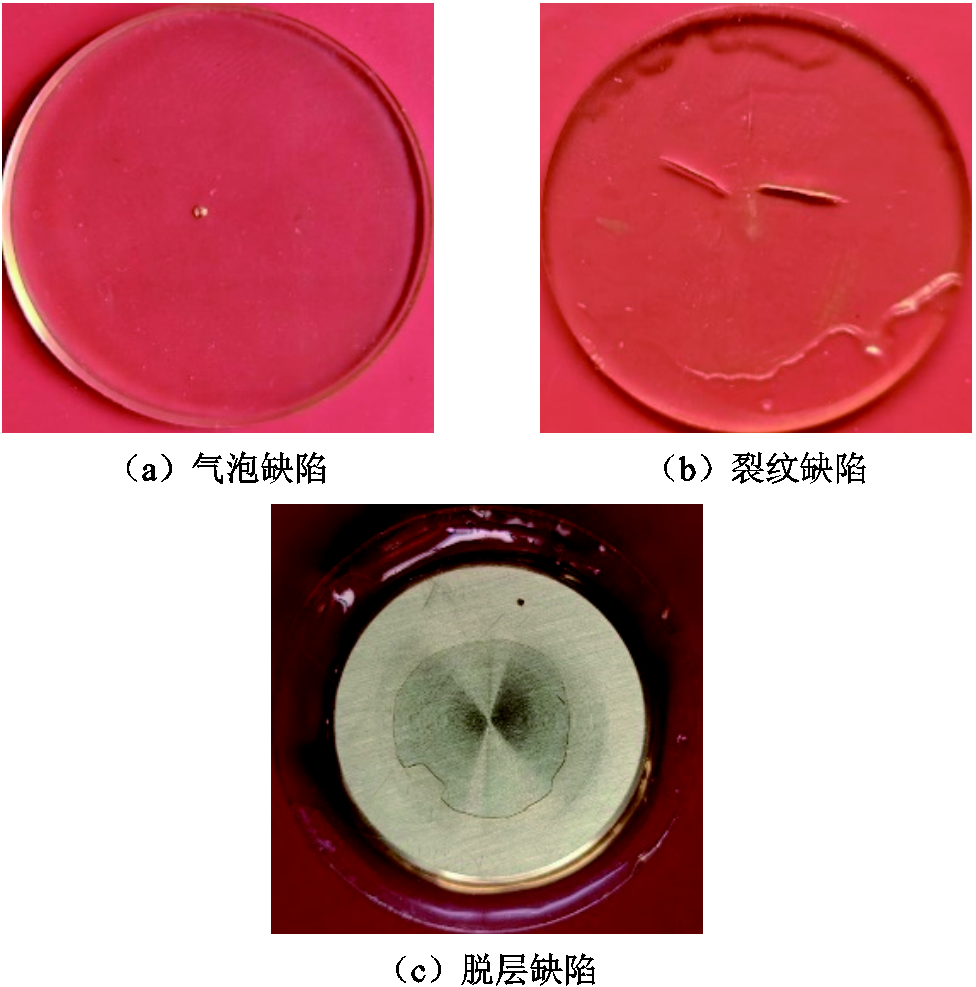
图2 三种环氧树脂微缺陷样品
Fig.2 Three types of epoxy resin micro-defects

图3 环氧树脂微缺陷的尺度表征
Fig.3 Scale characterization of epoxy resin micro-defects
对于裂纹缺陷,首先制备无缺陷的环氧树脂片,将锤子从一定高度自由落下敲击环氧树脂片产生裂纹。对带有裂纹的环氧树脂碎片进行二次固化,使裂纹封闭在环氧树脂内部。固化完成后即可得到带有内部裂纹的缺陷样品。裂纹缺陷微观形貌如图3b所示,裂纹宽度为2~10 μm。
对于脱层缺陷,首先制备无缺陷的环氧树脂片,将经细砂纸打磨光滑的金属铜饼叠放在无缺陷的环氧树脂片上,并在铜饼边缘滴加完成搅拌、脱气处理30 min后的环氧树脂混合液。滴加结束后将试样放入真空干燥箱中进行二次固化,固化过程中铜饼边缘的环氧树脂混合液会渗入铜饼下方。由于滴加的混合液较少,混合液不会渗入整个铜饼底面,在混合液未渗入处将形成金属-环氧脱层。
由于脱层深度难以直接测量,且环氧树脂固化后体积几乎不变,因此利用铜饼和环氧树脂片的表面平整度来间接计算脱层深度。表面平整度可通过激光共聚焦粗糙度测量系统(Leica DCM8)进行测量。图3c和图3d分别为铜饼和环氧树脂片的表面平整度测量结果。结果显示,铜饼的表面平整度约为20 μm,环氧树脂片的表面平整度约为30 μm。因此,脱层深度范围为10~50 μm。
环氧树脂微缺陷局部放电测试及采集系统如图4所示。采用150 kV/200 kV·A试验变压器和1:2 000阻容式分压器对实验容器上的外加电压进行测量。为避免实验过程中出现沿面放电,环氧树脂缺陷样品与电极均浸没于变压器油中。变压器油不仅能够避免沿面放电,还为样品营造了较好的散热环境。实验采用平行板电极结构,样品夹持在两电极之间。实验中采用高频电流传感器(High-Frequency Current Transformer, HFCT)(频率响应为60 kHz~120 MHz)测量局部放电的电流信号,局部放电信号由多通道高速数据采集卡进行采集。
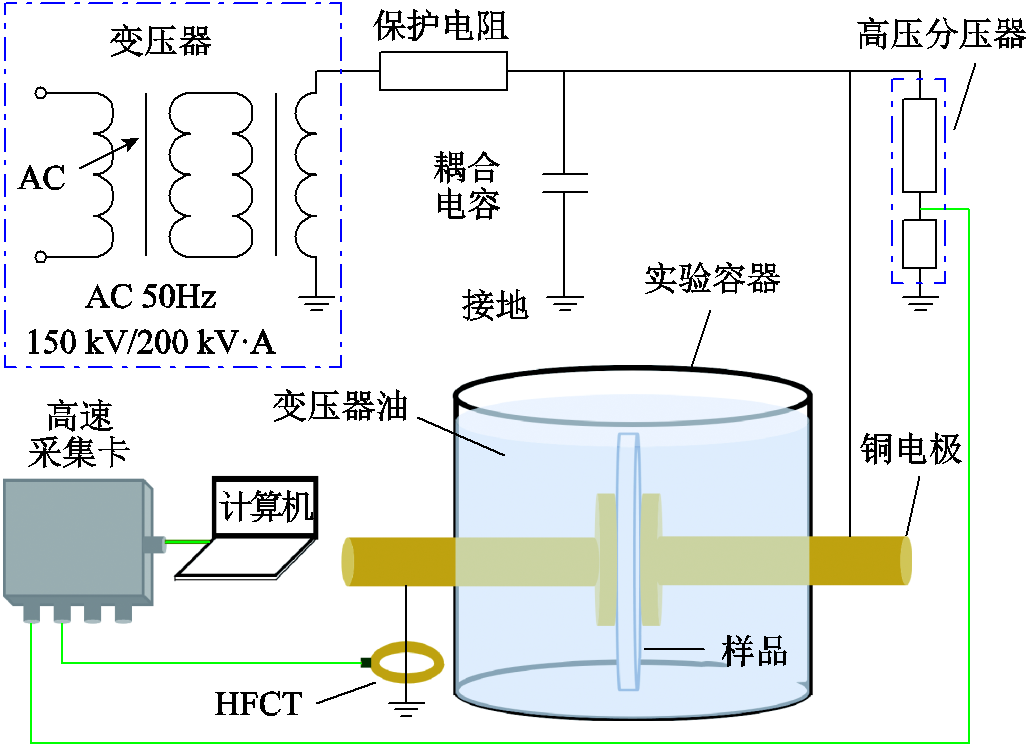
图4 局部放电测试及采集系统
Fig.4 PD test and acquisition system
绝缘材料的绝缘寿命受电气、机械、材料自身以及环境等诸多因素影响[15-16]。当绝缘材料内部存在诸如气隙之类的缺陷时,极易引发局部放电[17-18]。局部放电过程中产生的高能粒子与活性物质会破坏绝缘材料的分子结构,使其绝缘性能逐步降低[19-20]。在工程实践中,放电信号强度的持续增加被视为判定绝缘缺陷发展阶段的一项重要标准[21]。因此,本文以放电信号的强度变化为指标,分析了三种环氧树脂微缺陷在持续局部放电作用下的劣化与发展情况。缺陷的危险性评估步骤如下:①比较反应前后缺陷样品是否有宏观变化;②比较放电强度随时间的变化。
为了确保不同缺陷均有局部放电事件发生,将实验电压设置为16 kV。该电压设置在一定程度上模拟了实际设备因内部缺陷而在运行电压下出现持续放电的场景。缺陷样品呈扁平圆柱状,直径约为34 mm,高度约为2.5 mm。针对每种缺陷类型,分别选取两种不同缺陷尺度的样品进行实验,实验所用的环氧树脂微缺陷样品见表1。
表1 环氧树脂微缺陷样品
Tab.1 Epoxy resin micro-defect samples
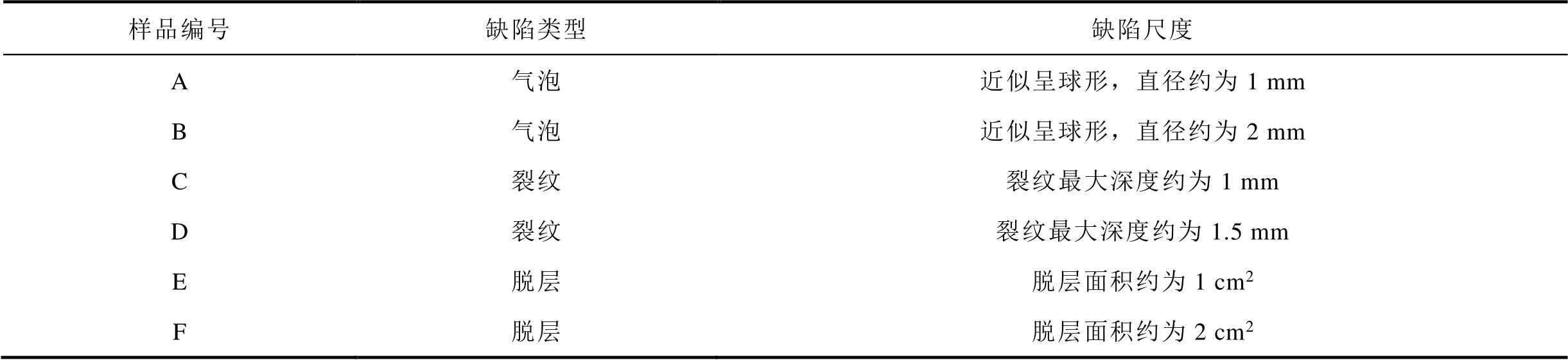
样品编号缺陷类型缺陷尺度 A气泡近似呈球形,直径约为1 mm B气泡近似呈球形,直径约为2 mm C裂纹裂纹最大深度约为1 mm D裂纹裂纹最大深度约为1.5 mm E脱层脱层面积约为1 cm2 F脱层脱层面积约为2 cm2
对于裂纹缺陷,观察到样品C和D在持续施加电压30 min内发生了击穿。图5为被击穿的裂纹缺陷样品以及击穿前后的缺陷部位的X射线图像。对比图5b与图5c可知,在局部放电的持续作用下,环氧树脂内部的裂纹迅速扩展,最终形成了贯穿通道。相比之下,在持续施加电压150 min后,气泡和脱层缺陷样品在宏观层面并未出现明显变化。因此,相较于气泡和脱层缺陷,裂纹缺陷的危险等级更高。

图5 反应前后的裂纹缺陷
Fig.5 Crack defects before and after breakdown
为了进一步分析气泡和脱层两种缺陷对绝缘的危害性,下文比较了气泡和脱层缺陷的放电强度随施加电压时间的变化。实验过程中,分别在施加电压1、30、60、90、120、150 min时,采集400个工频周期内的局部放电信号。在不同施加电压时间下,统计了气泡和脱层缺陷在400个周期内的最大放电幅值、放电频次和平均放电幅值。最大放电幅值、放电频次和平均放电幅值可以表征放电的强度,通过观察这三个参数指标的变化可以推断气泡和脱层缺陷的放电强度变化情况。统计结果如图6所示。
对比图6a和图6b可知,对于气泡缺陷,无论初始放电幅值的大小,气泡缺陷的最大放电幅值、放电频次和平均放电幅值的变化幅度均较小,放电强度随加压时间的推移呈现下降趋势。然而,从图6c和图6d中能够发现,脱层缺陷的最大放电幅值、放电频次和平均放电幅值随着施加电压时间的增加呈现明显的上升趋势,尤其是当初始放电幅值相对较大的时候。
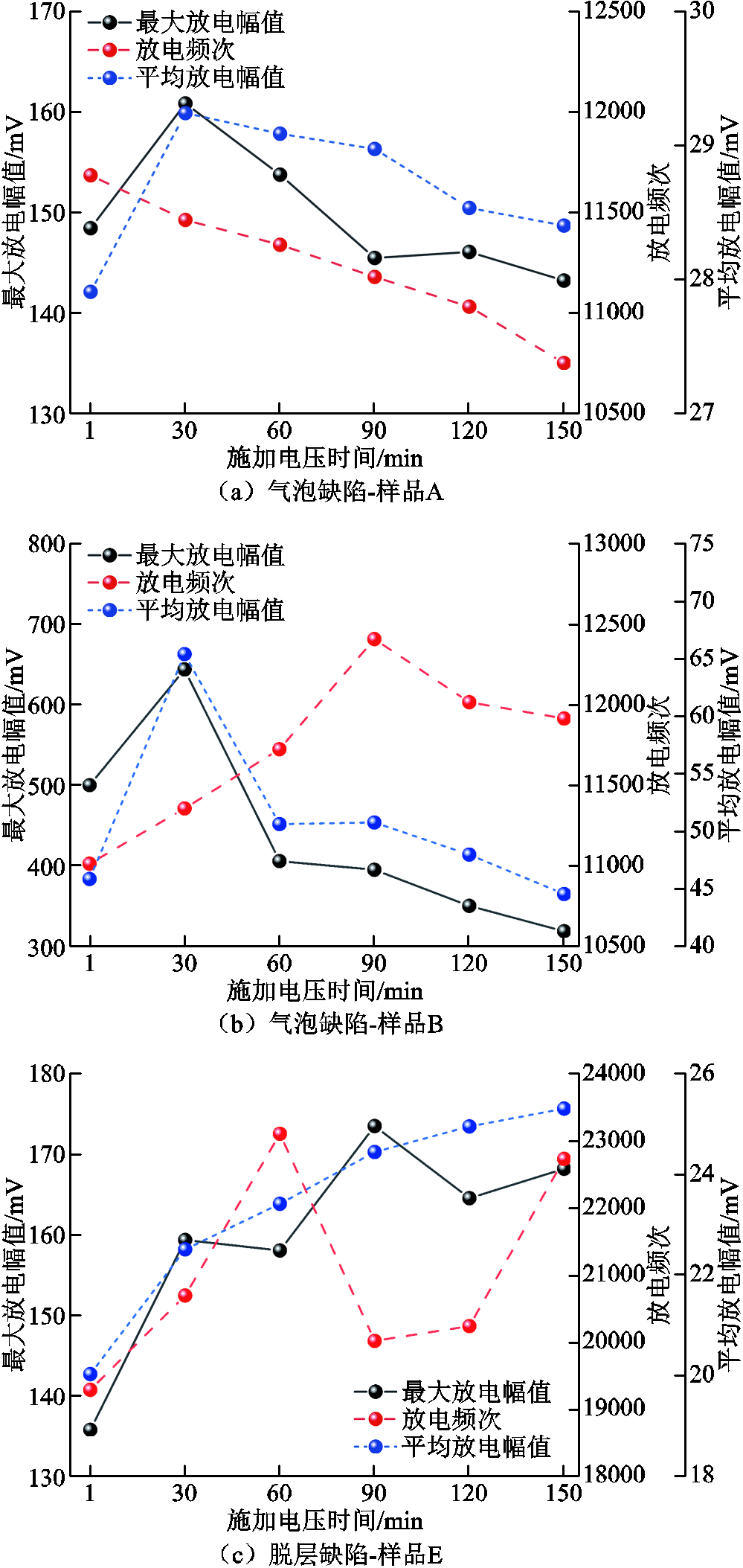
图6 不同施加电压时间下的局部放电数据统计结果
Fig.6 Statistical results of partial discharge data under different voltage application time
图7展示了气泡和脱层缺陷在施加电压1 min和150 min时的放电统计图。从图7a可知,对于气泡缺陷,在施加电压150 min后,放电强度略有减弱,这在样品B对应的图中更为明显。从图7b可知,对于脱层缺陷,在施加电压150 min后,放电变得更加强烈,这在样品F对应的图中更为明显。

图7 气泡和脱层缺陷在施加电压1 min和150 min时的放电统计图
Fig.7 Discharge diagrams of the bubble and delamination defects when the voltage has been applied for 1 min and 150 min
为了进一步比较气泡和脱层缺陷的放电强度随施加电压时间的变化,对放电统计数据进行了归一化处理。归一化方法为计算不同施加电压时间下的最大放电幅值、放电频次和平均放电幅值相对于施加电压1 min时的增长比例,计算式为
 (1)
(1)
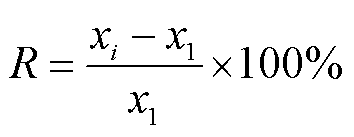
式中,R为增长比例;x1为加压1 min时的放电强度;xi为加压i分钟时的放电强度,i∈{1, 30, 60, 90, 120, 150}。放电强度归一化结果如图8所示,图中,Max代表最大放电幅值,Avg代表平均放电幅值,Freq代表放电频次。
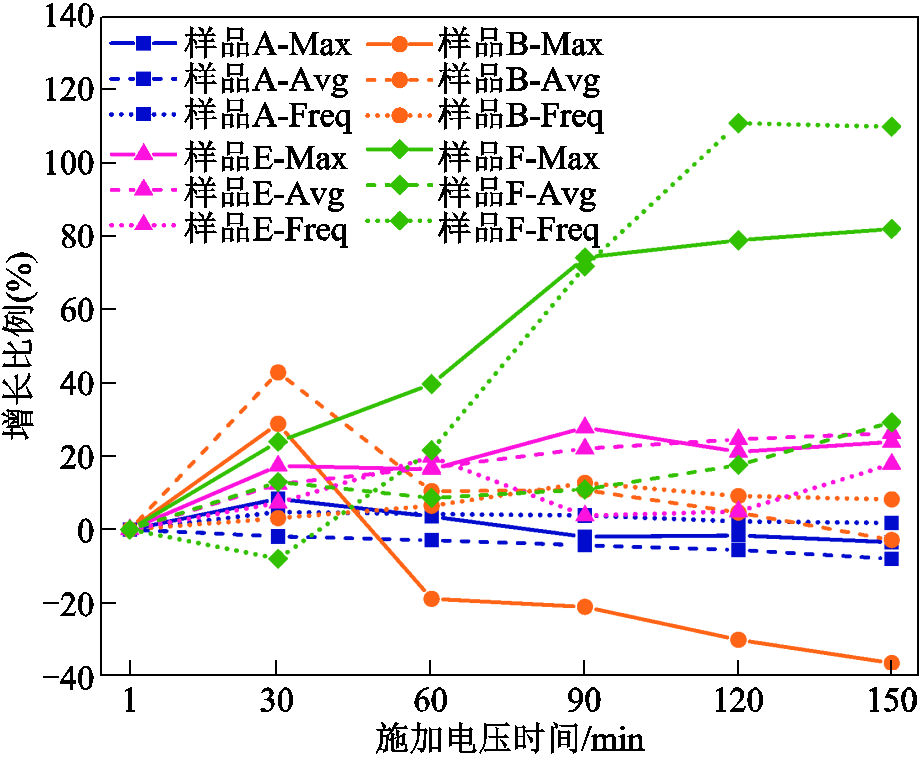
图8 放电强度归一化结果
Fig.8 Normalized results of discharge intensity
从图8可知,随着施加电压时间的增大,样品A的最大放电幅值、放电频次和平均放电幅值与施加电压1 min时相比基本保持不变。对于样品B,在施加电压150 min后,其平均放电幅值基本不变,放电频次与施加电压1 min时相比增加了约10%,最大放电幅值则下降了约40%。对于样品E,在施加电压150 min后,其最大放电幅值、放电频次和平均放电幅值与施加电压1 min时相比,均增长了约20%。对于样品F,在施加电压150 min后,其最大放电幅值、放电频次和平均放电幅值与施加电压1 min时相比,分别增长了80%、110%和30%。
综上所述,在持续交流电压下,脱层缺陷放电强度的增长速度相较于气泡缺陷更快。相比气泡缺陷,脱层缺陷对绝缘的危害性更大。
三种缺陷的初始有效电子产生方式如图9所示。对于气泡和裂纹缺陷,放电所需的初始有效电子主要来自缺陷内部气体中 的自然电离以及环氧介质表面电荷脱陷;对于脱层缺陷,初始有效电子主要来自缺陷内部气体中的自然电离、环氧介质表面电荷脱陷以及金属电极表面的场致发射[22-23]。
的自然电离以及环氧介质表面电荷脱陷;对于脱层缺陷,初始有效电子主要来自缺陷内部气体中的自然电离、环氧介质表面电荷脱陷以及金属电极表面的场致发射[22-23]。
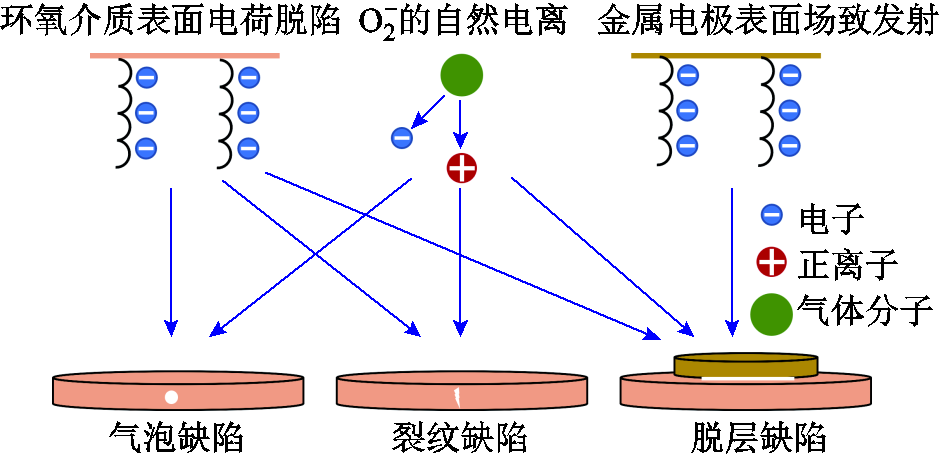
图9 三种缺陷的初始有效电子产生方式
Fig.9 Initial electron generation of three defects
借助COMSOL软件对环氧树脂中气泡、裂纹和脱层三种缺陷内部的电场进行了仿真分析。结果表明,在外加电压一致的条件下,裂纹和脱层缺陷内部电场畸变严重,其最大电场强度可达最小电场强度的2倍以上;而气泡缺陷内部电场分布较为均匀,各部分电场强度大小相近。由于仿真过程中采用细长条结构模拟裂纹缺陷,而实际裂纹缺陷的边缘更为尖锐,这一差异将导致实际边缘处的电场强度集中效应比仿真结果更为显著。高强度的电场会加剧电子的加速和碰撞过程,导致局部能量更快地积累,从而加速材料的老化以及缺陷的扩展。
此外,在交变电场作用下,环氧树脂内部会因电荷极化效应产生电致应力。裂纹尖端因电场集中,导致局部电致应力显著升高。环氧树脂内部裂纹以Ⅰ型(张开型裂纹)为主,其机械应力主方向与裂纹扩展方向一致,且该方向与电场线平行。因此,沿电场线方向的总能量释放效率最大,致使裂纹沿电场线方向快速扩展。此外,裂纹尖端的高电场易诱发电子发射,电子撞击气体或材料分子发生离子化,形成局部放电通道。放电过程中释放的热量会使环氧树脂局部温度升高,引发表面热降解并导致分子链断裂,使得裂纹扩展阻力下降,进一步加速裂纹扩展。宏观表现为在持续施加电压过程中,裂纹缺陷迅速被击穿,材料内部形成清晰且具有贯穿性的放电通道。
与气泡缺陷相比,脱层缺陷在持续加压的情况下更易于发展。放电过程伴随着电能的快速释放和转化,其中一部分以热能的形式表现出来,导致缺陷附近的温度升高。金属和环氧树脂不同的热膨胀系数会导致金属-环氧树脂界面发生相对位移,进而加剧脱层缺陷,这与文献[24-25]中的结论一致。
此外,持续的局部放电会在电极表面产生微小的凹坑和发射凸起,这些微观结构的变化会改变电极表面的电场分布,使得局部电场增强,进而提高了金属表面发射产生电子的效率。当电场强度处于较高水平时,脱层缺陷内部初始有效电子主要通过金属表面场致发射产生。因此,随着放电的持续进行,脱层缺陷内部初始有效电子的产生速率呈现增加的趋势。初始有效电子数量的增加会引发更多的局部放电,并提高缺陷内部的放电强度。
对于气泡缺陷,当缺陷内部的电场强度变化不大时,环氧树脂表面电荷脱陷产生电子的速率基本不变[26]。然而,随着局部放电的持续进行,缺陷内部的数量会逐渐减少,导致气泡缺陷内部初始有效电子的产生速率呈现下降的趋势。初始有效电子产生速率的降低会减弱缺陷内部的局部放电。因此,随着局部放电的持续,气泡缺陷内部的放电强度会略有下降。
相比于裂纹和脱层缺陷,气泡缺陷的危险程度较低,但其对设备造成的绝缘损伤不能完全忽视。因此,有必要进一步对气泡缺陷的危险程度进行划分。传统方法一般根据气泡缺陷的大小来划分其危险等级,然而尺度划分所遵循的标准一直未能形成清晰、精准的界定。在实验过程中发现,一部分气泡缺陷的放电会持续减弱,直至无法检测到;另一部分气泡缺陷的放电会率先减弱,而后过渡到稳定的放电状态。通常在持续施加电压30 min内,便能判断放电状态能否持续。此外,实验中还发现当放电信号先减弱然后转变为稳定放电时,气泡缺陷的尺寸相对较大;当放电信号逐渐衰减直至无法检测到时,一般是由较小的气泡缺陷所导致的。因此,本文提出了一种基于放电可持续性的不同尺度气泡缺陷危险等级划分方法。对于放电不可持续的气泡缺陷,可以判定为尺寸较小、风险较低的缺陷;对于放电可持续的气泡缺陷,则被视为尺寸较大、风险较高的缺陷。这种方法能够有效地解决当前缺陷尺度的危险性分类大多依赖定性且模糊描述的问题。
对于气泡缺陷,缺陷内部气体中主要存在两种电子附着反应[22],即
 (2)
(2)
 (3)
(3)
其中,M表示O2或N2。此外,气泡缺陷内部气体中负离子的主要反应[22]为
 (4)
(4)
 (5)
(5)
 (6)
(6)
 (7)
(7)
文献[22]的研究发现,占主导地位的电子附着反应是式(2)中生成O-的反应,初始有效电子主要由式(4)产生。
随着局部放电的持续,缺陷内部的气体成分将发生变化,进而影响上述反应的速率。对于尺寸相对较大的气泡缺陷,在放电持续一段时间后,缺陷内部 的电离和电子的附着能够达到动态平衡,即式(2)和式(4)所示反应可以实现平衡。因此,放电在一段时间后趋于稳定。然而,对于尺寸相对较小的气泡缺陷,在放电持续一段时间后,其内部的电离和电子的附着无法达到平衡状态。此时,缺陷内部的逐渐减少,进而导致初始有效电子的生成速率持续下降,缺陷内部放电强度不断减弱,最终使放电信号消失。
的电离和电子的附着能够达到动态平衡,即式(2)和式(4)所示反应可以实现平衡。因此,放电在一段时间后趋于稳定。然而,对于尺寸相对较小的气泡缺陷,在放电持续一段时间后,其内部的电离和电子的附着无法达到平衡状态。此时,缺陷内部的逐渐减少,进而导致初始有效电子的生成速率持续下降,缺陷内部放电强度不断减弱,最终使放电信号消失。
为了确认气泡缺陷内部局部放电信号消失的主要原因是持续局部放电致使内部电离源()短缺,本文制备了半封闭环氧树脂气泡缺陷试样进行实验验证。样品制备流程如下:先制备半封闭的环氧树脂气泡缺陷样品,再用聚酰亚胺薄膜将缺陷部位密封。聚酰亚胺的电性能,如绝缘性能、介电常数和介质损耗等,与环氧树脂的电性能较为匹配。缺陷样品的形状为扁平圆柱体,直径约为3.4 cm,高度约为2.5 mm。半封闭气泡缺陷的直径约为2 mm。
实验验证包含三个步骤,如图10所示。步骤1:记录半封闭环氧树脂气泡缺陷的局部放电起始电压(Partial Discharge Inception Voltage, PDIV),记作PDIV 1。之后继续升高电压,直至出现强烈的放电信号,保持电压不变并持续2.5 h。在此期间,由于气泡缺陷尺寸较大,放电转变为稳定的放电状态。实验结束后,将样品留在电路中24 h,以便局部放电产生的电荷能够在整个电路范围内重新分布,从而趋于平衡状态。步骤2:再次对样品进行局部放电测试,记录放电起始电压,记作PDIV 2。实验完成后,取出测试样品,移除聚酰亚胺薄膜,清洗干净后将样品放入真空干燥箱中抽真空,设置温度为室温,压力约为133 Pa。步骤3:取出完成抽真空过程的样品,静置1 h后再次用聚酰亚胺薄膜密封样品,记录缺陷的放电起始电压,记作PDIV 3。由于环氧树脂材料具有相对良好的绝缘性能和化学稳定性,其状态在反应前后基本保持不变,三次实验中的变量仅为缺陷内部的气体。样品在三种不同情况下的放电起始电压如图11所示。
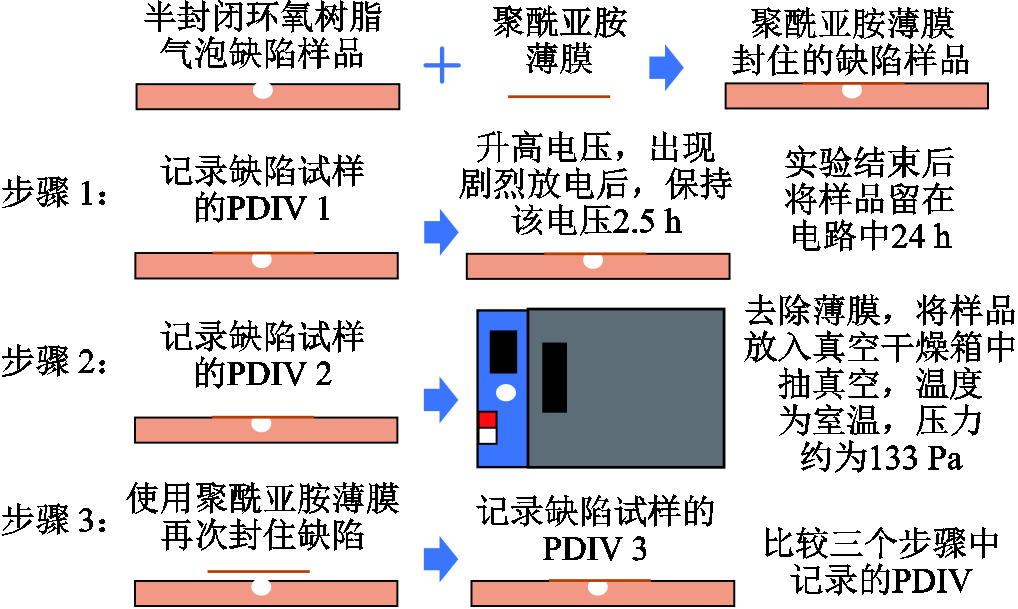
图10 实验验证步骤
Fig.10 Experimental verification steps
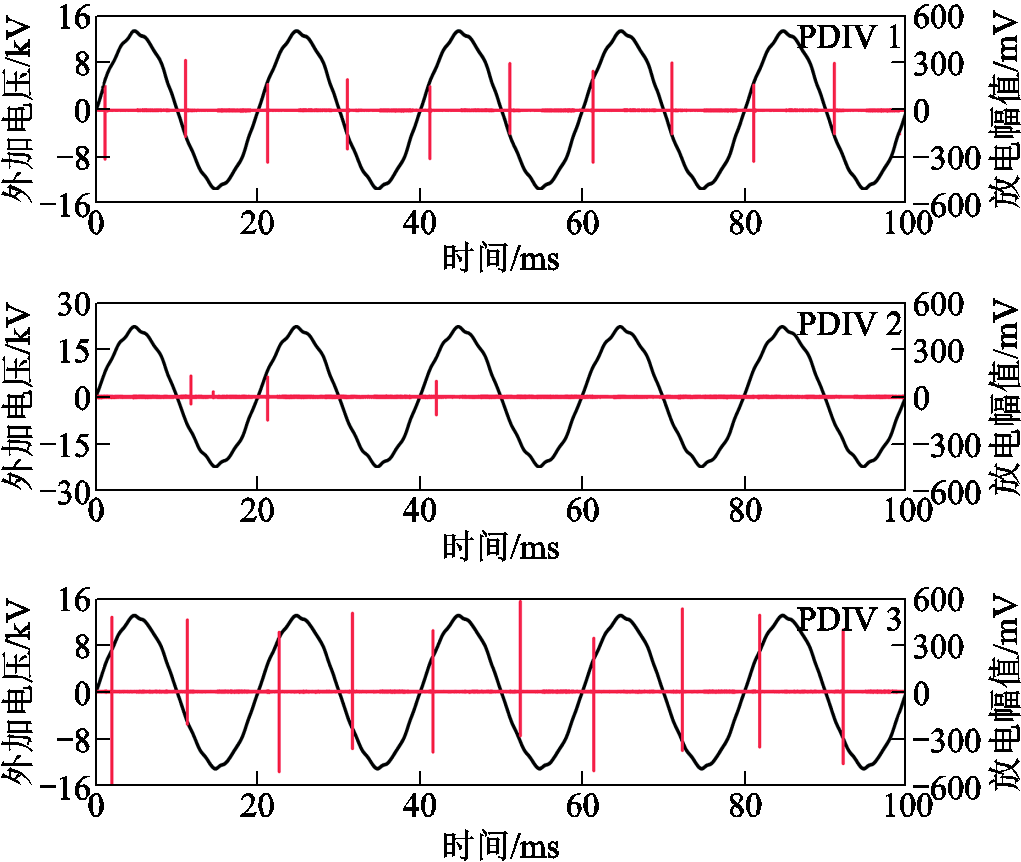
图11 三种不同情况下的放电起始电压
Fig.11 PDIV under three different conditions
从图11可知,PDIV 1约为13.4 kV,PDIV 2约为22.3 kV,PDIV 3约为13.1 kV。PDIV 1与PDIV 3大小相似,PDIV 2则远大于PDIV 1和PDIV 3。PDIV 1和PDIV 3对应放电信号的放电强度相近且在相位分布上表现出极高的相似性,区别仅在于PDIV 3对应的放电信号幅值略大。这可能是由于两次使用聚酰亚胺薄膜密封缺陷时,气泡内部的气压和气体成分存在细微差异所导致。
发生局部放电事件需要两个前提条件:①能够产生电子崩的初始有效电子;②缺陷处的电场强度必须超过其自身的放电起始场强,进而为电子提供足够高的能量[27-28]。实验结果表明,气泡缺陷内部是否发生局部放电主要取决于初始有效电子,而初始有效电子主要来源于的自然电离。结合实验结果可知,PDIV 2对应的样品,其初始有效电子生成速率远低于PDIV 1和PDIV 3对应的样品。这就致使PDIV 2远大于PDIV 1和PDIV 3,且PDIV 2所对应试品的放电强度较弱。在本次实验中,唯一的变量在于,对应PDIV 2的样品,其内部气体经历了持续局部放电过程;而对应PDIV 1和PDIV 3的样品,其内部气体则未受此影响。因此,可以得出结论:持续的局部放电会导致缺陷内部数量减少,进而导致初始有效电子生成速率降低,最终导致局部放电强度减弱,甚至可能使局部放电信号消失。
基于对绝缘的危害程度,气泡缺陷可以进一步分为能够维持持续放电的气泡缺陷和无法维持持续放电的气泡缺陷。环氧灌封缺陷的危险等级从高到低依次为:裂纹缺陷、脱层缺陷、可持续放电的气泡缺陷以及不可持续的气泡缺陷。
为了验证上述结论的有效性,针对环氧树脂气泡、裂纹和脱层缺陷,各选择20个缺陷样品在持续交流电压作用下进行实验。气泡缺陷尺度为0.2~1.6 mm,裂纹缺陷宽度为2~10 μm,脱层缺陷面积为0.5~2 cm2。实验条件及缺陷试品大小与2.1节相同,实验结果见表2。
表2 实验结果
Tab.2 Experiment results
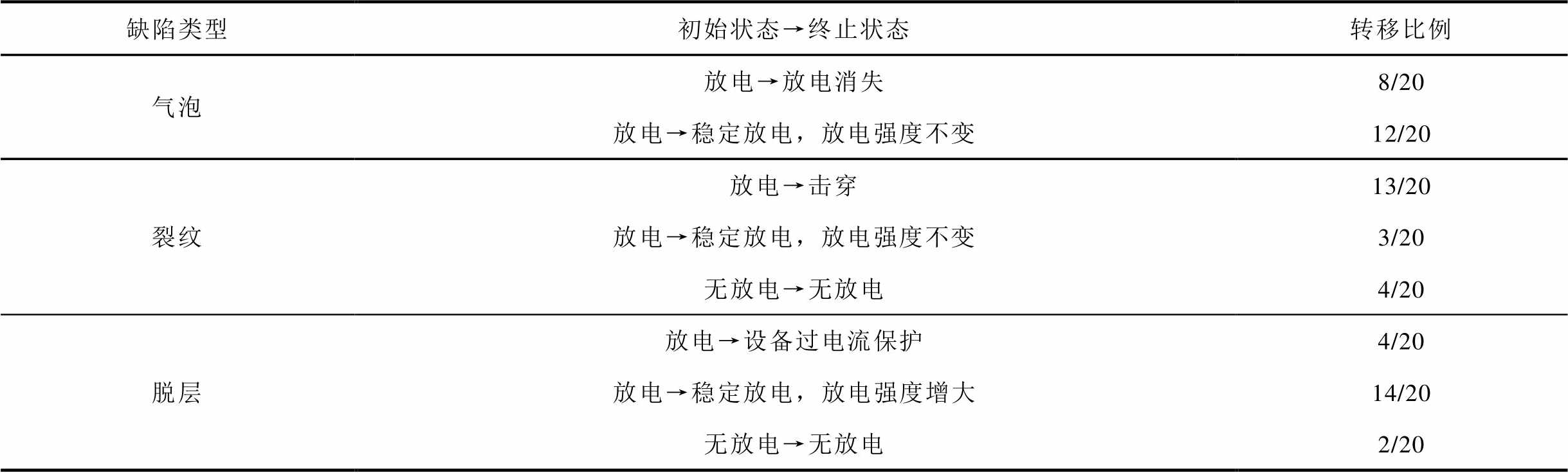
缺陷类型初始状态→终止状态转移比例 气泡放电→放电消失8/20 放电→稳定放电,放电强度不变12/20 裂纹放电→击穿13/20 放电→稳定放电,放电强度不变3/20 无放电→无放电4/20 脱层放电→设备过电流保护4/20 放电→稳定放电,放电强度增大14/20 无放电→无放电2/20
统计结果如图12所示,对于气泡缺陷,当出现放电时,约40%的概率放电信号会消失,约60%的概率会演变为稳定放电状态;对于能够产生放电的裂纹缺陷,放电过程中约81.25%的概率会使试品被击穿,约18.75%的概率会转变为稳定放电状态;对于能够产生放电的脱层缺陷,放电时约22.22%的概率会引发设备过电流保护,约77.78%的概率放电强度会逐渐增大。由于实验周期较长,统计验证的样本数量相对有限,但总体上仍有效地验证了先前的结论:在持续电压作用下,裂纹缺陷易发生击穿且危险性最高;脱层缺陷的放电强度通常呈逐渐增强趋势;气泡缺陷的放电信号往往逐渐减弱甚至消失。
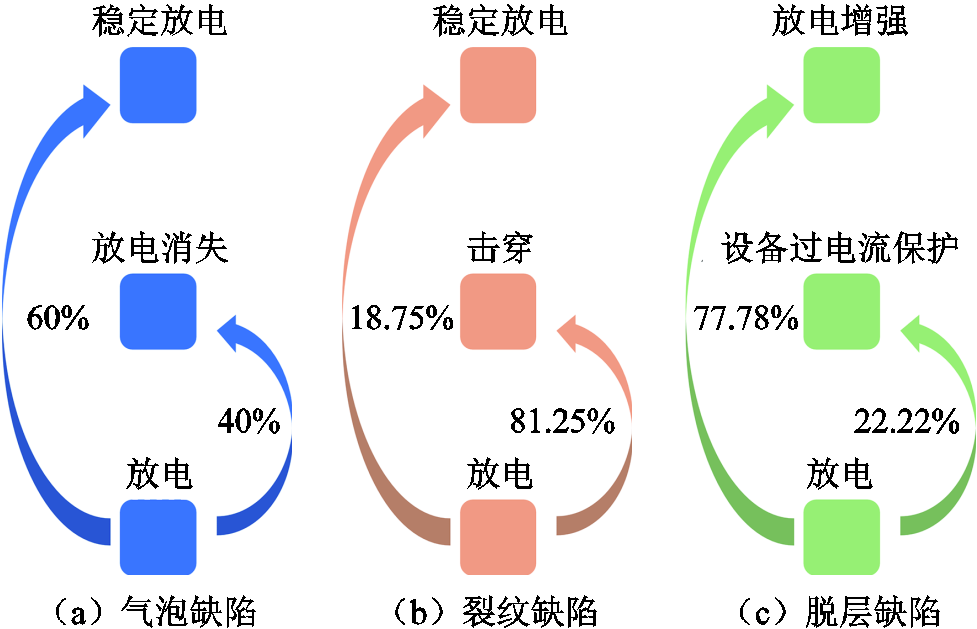
图12 统计结果
Fig.12 Experiment results
环氧树脂内部气泡、裂纹和脱层缺陷的危险等级划分对电力设备故障检测诊断具有重要工程意义。在变压器、气体绝缘开关设备(Gas-Insulated Switchgear, GIS)、电缆终端等电力设备中,环氧树脂广泛应用于绝缘、封装及支撑结构,其内部气泡、裂纹、脱层等缺陷的严重程度直接关联设备的绝缘性能及长期可靠性。通过缺陷危险等级划分,运维人员可快速锁定高风险缺陷(如裂纹),避免将资源过度投入低风险的气泡缺陷,能够在降低非必要维修成本的同时,实现设备安全性与经济性的优化平衡,进而显著提升故障检测效率,延长设备服役寿命,为电力系统的安全稳定运行提供科学支撑。
本文提供了一种贴真的环氧树脂人工模拟缺陷制备方法,通过实验评估了气泡、裂纹和脱层三种缺陷的危险等级,并基于放电的可持续性提出了一种不同尺度气泡缺陷危险等级划分方法。主要结论如下:
1)在持续交流电压作用下,裂纹缺陷会迅速发展,进而在材料内部形成清晰且贯穿的放电通道;气泡与脱层缺陷在经历电压作用前后,宏观层面未出现显著变化。因此,裂纹缺陷的危险等级高于气泡和脱层缺陷。
2)在持续交流电压作用下,脱层缺陷的放电强度随加压时间的增加呈现增大趋势;气泡缺陷的放电强度随加压时长的增加呈微弱衰减态势。因此,脱层缺陷的危险等级高于气泡缺陷。
3)持续的局部放电会削弱气泡缺陷内部气体的自然电离,进而可能导致放电信号消失。依据放电能否持续,可对气泡缺陷的危险等级进一步划分,可持续放电的气泡缺陷的危险性高于不可持续放电的气泡缺陷。
参考文献
[1] 刘贺晨, 刘畅, 孙章林, 等. 热氧老化对基于双重动态共价键的可降解树脂性能的影响[J]. 电工技术学报, 2025, 40(9): 2944-2957. Liu Hechen, Liu Chang, Sun Zhanglin, et al. The effect of thermal oxygen aging on the properties of degradable resin based on dual-dynamic bonds[J]. Transactions of China Electrotechnical Society, 2025, 40(9): 2944-2957.
[2] 刘云鹏, 黎馨阳, 刘贺晨, 等. 基于亚胺键的香草醛基可降解环氧树脂综合性能研究[J]. 电工技术学报, 2025, 40(7): 2267-2281. Liu Yunpeng, Li Xinyang, Liu Hechen, et al. Comprehensive performance study of vanillin-based degradable epoxy resin based on imine bonding[J]. Transactions of China Electrotechnical Society, 2025, 40(7): 2267-2281.
[3] 韩锦春, 李禹锋. 电压波动条件下环氧树脂内部局部放电特性研究[J]. 绝缘材料, 2024, 57(1): 80-86. Han Jinchun, Li Yufeng. Study on internal partial discharge characteristics of epoxy resin under voltage fluctuation[J]. Insulating Materials, 2024, 57(1): 80-86.
[4] Gui Lu, Mi Yan, Deng Shengchu, et al. Partial discharge characteristics of an air gap defect in the epoxy resin of a saturable reactor under an exponential decay pulse voltage[J]. High Voltage, 2020, 5(4): 482-488.
[5] 何宁辉, 李秀广, 周秀, 等. GIS固体绝缘不同类型气隙缺陷的放电特征[J]. 高电压技术, 2021, 47(6): 2073-2083. He Ninghui, Li Xiuguang, Zhou Xiu, et al. Discharge characteristics of different types of void defects of solid insulation of GIS[J]. High Voltage Engineering, 2021, 47(6): 2073-2083.
[6] Rodríguez-Serna J M, Albarracín-Sánchez R, Dong Ming, et al. Computer simulation of partial discharges in voids inside epoxy resins using three-capacitance and analytical models[J]. Polymers, 2020, 12(1): 77.
[7] Wu Zehua, Tian Huidong, Zhu Sijia, et al. In-situ observation of electrical tree evolution in epoxy dielectrics with internal cracks[J]. High Voltage, 2021, 6(2): 210-218.
[8] 刘智鹏, 魏来, 李庆民, 等. GIL支柱绝缘子嵌件-环氧界面缺陷演化过程与放电脆裂机制[J]. 高电压技术, 2024, 50(1): 359-369. Liu Zhipeng, Wei Lai, Li Qingmin, et al. Defects evolution process and mechanism of discharge embrittlement of GIL post insulator inserts and epoxy interface[J]. High Voltage Engineering, 2024, 50(1): 359-369.
[9] 杜伯学, 张莹, 孔晓晓, 等. 环氧树脂绝缘电树枝劣化研究进展[J]. 电工技术学报, 2022, 37(5): 1128-1135, 1157. Du Boxue, Zhang Ying, Kong Xiaoxiao, et al. Research progress on electrical tree in epoxy resin insulation[J]. Transactions of China Electrotechnical Society, 2022, 37(5): 1128-1135, 1157.
[10] 张志斌, 任明, 宋波, 等. 冷绝缘超导电缆终端用环氧玻璃钢材料绝缘劣化机制研究[J]. 中国电机工程学报, 2022, 42(5): 1690-1701. Zhang Zhibin, Ren Ming, Song Bo, et al. Insulation deterioration mechanism of glass fiber reinforced plastic used in cold dielectric superconducting cable terminal[J]. Proceedings of the CSEE, 2022, 42(5): 1690-1701.
[11] 唐志国, 李阳. 恒压下GIS固体绝缘界面气隙缺陷放电严重程度评估[J]. 高压电器, 2024, 60(2): 62-68, 77. Tang Zhiguo, Li Yang. Severity assessment of air gap defect discharge at GIS solid insulation interface under constant voltage[J]. High Voltage Apparatus, 2024, 60(2): 62-68, 77.
[12] 周俊杰, 吴治诚, 张乔根, 等. 油纸绝缘层间气泡局部放电演化特性[J]. 高电压技术, 2024, 50(5): 2217-2224. Zhou Junjie, Wu Zhicheng, Zhang Qiaogen, et al. Evolution characteristics of bubble partial discharge between oil paper insulation layers[J]. High Voltage Engineering, 2024, 50(5): 2217-2224.
[13] Suriani M J, Rapi H Z, Ilyas R A, et al. Delamination and manufacturing defects in natural fiber-reinforced hybrid composite: a review[J]. Polymers, 2021, 13(8): 1323.
[14] Otake Y, Umemoto T, Suga K I, et al. Influence of defect size on insulation deterioration of epoxy resins with voids[J]. IEEE Transactions on Dielectrics and Electrical Insulation, 2021, 28(1): 52-57.
[15] 王伟, 李贝, 王健, 等. 基于热解动力学的有机硅凝胶封装绝缘剩余寿命评估方法[J]. 电工技术学报, 2025, 40(7): 2295-2305. Wang Wei, Li Bei, Wang Jian, et al. Remaining life assessment of silicone gel package insulation based on pyrolysis kinetics[J]. Transactions of China Electro-technical Society, 2025, 40(7): 2295-2305.
[16] 蒋起航, 王威望, 钟禹, 等. 环氧树脂高频松弛的交流电导与双极性方波击穿特性[J]. 电工技术学报, 2024, 39(4): 1159-1171. Jiang Qihang, Wang Weiwang, Zhong Yu, et al. AC conductivity with high frequency relaxation and breakdown characteristics of epoxy resin under bipolar square wave voltage[J]. Transactions of China Electrotechnical Society, 2024, 39(4): 1159-1171.
[17] 汲胜昌, 赵德华, 贾云飞, 等. 变压器绝缘缺陷放电发展特性及检测方法研究现状及展望[J]. 高电压技术, 2024, 50(10): 4297-4314. Ji Shengchang, Zhao Dehua, Jia Yunfei, et al. Research status and prospects of development characteristics and detection methods of transformer insulation defect discharge [J]. High Voltage Engineering, 2024, 50(10): 4297-4314.
[18] 任明, 夏昌杰, 余家赫, 等. 绝缘子沿面放电多光谱脉冲演化特性及诊断方法[J]. 电工技术学报, 2023, 38(3): 806-817. Ren Ming, Xia Changjie, Yu Jiahe, et al. Multispectral pulse evolution laws of insulator surface discharges and its diagnosis approach[J]. Transactions of China Electrotechnical Society, 2023, 38(3): 806-817.
[19] 郑书生, 孔举, 戴敏婷, 等. X射线激励XLPE电缆终端金属颗粒局部放电的研究[J]. 电工技术学报, 2025, 40(3): 913-927. Zheng Shusheng, Kong Ju, Dai Minting, et al. Study on partial discharge of metal particles in XLPE cable terminal excited by X-ray[J]. Transactions of China Electrotechnical Society, 2025, 40(3): 913-927.
[20] 赵心毅, 周文凯, 李传扬, 等. 开关柜用环氧树脂绝缘表面的凝露放电特性研究[J]. 绝缘材料, 2024, 57(12): 98-107. Zhao Xinyi, Zhou Wenkai, Li Chuanyang, et al. Research on condensation discharge characteristics on surface of epoxy resin insulation for switchgears[J]. Insulating Materials, 2024, 57(12): 98-107.
[21] Ren Ming, Zhang Chongxing, Dong Ming, et al. Fault prediction of gas-insulated system with hypersensitive optical monitoring and spectral information[J]. International Journal of Electrical Power & Energy Systems, 2020, 119: 105945.
[22] Suzuki H, Sato M, Kumada A, et al. Prediction of impulse breakdown voltage in dry air at high pressure using volume-time theory[J]. IEEE Transactions on Dielectrics and Electrical Insulation, 2022, 29(4): 1251-1258.
[23] Pancheshnyi S. Effective ionization rate in nitrogen-oxygen mixtures[J]. Journal of Physics D: Applied Physics, 2013, 46(15): 155201.
[24] 尚星宇, 庞磊, 卜钦浩, 等. 温度对方波电压下环氧树脂局部放电及击穿特性的影响[J]. 高电压技术, 2023, 49(8): 3286-3295. Shang Xingyu, Pang Lei, Bu Qinhao, et al. Effect of temperature on partial discharge and breakdown characteristics of epoxy resin under square wave voltage[J]. High Voltage Engineering, 2023, 49(8): 3286-3295.
[25] Shang Xingyu, Pang Lei, Bu Qinhao, et al. Thermal runaway and induced electrical failure of epoxy resin in high-frequency transformers: Insulation design reference[J]. High Voltage, 2024, 9(5): 989-1000.
[26] Hayakawa N, Shimizu F, Okubo H. Estimation of partial discharge inception voltage of magnet wires under inverter surge voltage by volume-time theory [J]. IEEE Transactions on Dielectrics and Electrical Insulation, 2012, 19(2): 550-557.
[27] 杨帆, 张玉琛, 王鹏博, 等. 电容屏破损缺陷局部放电过程规律特征及仿真分析[J]. 电工技术学报, 2024, 39(9): 2860-2872. Yang Fan, Zhang Yuchen, Wang Pengbo, et al. Characteristics and simulation analysis of partial discharge process of condenser foil layer defect[J]. Transactions of China Electrotechnical Society, 2024, 39(9): 2860-2872.
[28] 康永强, 王兆赟, 党露芝, 等. 低气压条件下IGBT模块局部放电特性及机理研究[J]. 电网技术, 2024, 48(10): 4406-4416. Kang Yongqiang, Wang Zhaoyun, Dang Luzhi, et al. Research on partial discharge characteristics and mechanisms of IGBT modules under low pressure conditions[J]. Power System Technology, 2024, 48(10): 4406-4416.
Abstract Epoxy resin is widely used in the manufacturing of insulation components for various power equipment due to its excellent properties. Currently, the vacuum degassing process is usually adopted to avoid air gaps. However, some tiny defects still cannot be totally avoided. Partial discharge (PD) generated at internal defects in materials is a common cause of insulation failure in epoxy-potted power equipment. It should be noted that the appearance of PD signals does not necessarily mean that the equipment has lost its normal operation capability. However, traditional PD diagnostic techniques often fail to precisely evaluate the insulation hazard level caused by discharge activities. In response to this situation, this article deeply explores the discharge intensity development speed of three epoxy resin micro-defects under continuous PD. Based on the differences in the discharge intensity development speed, the hazard levels of different defects to the insulation are classified.
Firstly, a new method for preparing epoxy potting defects, including bubble, crack, and delamination defects, was adopted. The simulated defects prepared by this method were very similar to the actual defects in terms of defect scale and other aspects. The method for assessing the hazard level of defects was as follows: First, compare whether there are macroscopic changes in the defect samples before and after the experiment; Second, analyze the variation of the discharge intensity over time. Three parameters, namely maximum discharge magnitude, discharge frequency, and average discharge magnitude, were selected as quantitative indicators to assess PD intensity. It was found that the crack defect samples exhibited dielectric breakdown within 30 minutes under sustained AC voltage. However, both bubble and delamination defect samples showed no significant macroscopic changes after 150 minutes of continuous voltage application. The relationship between discharge intensity and time was statistically analyzed, and the results showed that under sustained AC voltage, the discharge intensity of bubble defects weakened with time, while that of the delamination defects strengthened with time. Moreover, it was observed that the discharge intensity of some bubble defects first weakened and then basically stabilized, whereas that of another group of bubble defects gradually weakened until it disappeared. Therefore, semi-enclosed bubble defect samples were prepared for research. Based on the discharge sustainability, the hazard level of bubble defects to insulation could be further classified.
The following conclusions can be drawn from the experiment analysis: (1)Under sustained AC voltage, significant macroscopic changes are observed in the crack defects before and after the experiment, whereas the bubble and delamination defects exhibit no comparable macroscopic variations. Therefore, the hazard level of the crack defect is higher than that of the bubble and delamination defects. (2) Under sustained AC voltage, the discharge intensity of the delamination defect shows an increasing trend with time. By contrast, the bubble defect demonstrates a gradual attenuation in discharge intensity over time. Therefore, the hazard level of the delamination defect is higher than that of the bubble defect. (3) Continuous PD will suppress the natural ionization of the gas inside the defect, which may lead to the disappearance of the discharge signal. Based on the continuity of discharge, the hazard level of the bubble defect can be further classified. That is, bubble defects with persistent discharge are more hazardous than those with non-persistent discharge.
keywords:Epoxy resin potting insulation, natural micro-defects, partial discharge, discharge intensity development speed, insulation assessment
DOI: 10.19595/j.cnki.1000-6753.tces.250720
中图分类号:TM85
国家重点研发计划资助项目(2023YFB2406900)。
收稿日期 2025-04-30
改稿日期 2025-06-02
王腾腾 男,2001年生,硕士研究生,研究方向为环氧灌封电力设备局部放电检测与状态评估技术。E-mail:20230201@stu.xjtu.edu.cn
任 明 男,1987年生,教授,博士生导师,研究方向为电力设备故障诊断及高电压试验新技术等。E-mail:renming@mail.xjtu.edu.cn(通信作者)
(编辑 李 冰)