图1 样品制备流程示意图
Fig.1 Diagram of sample preparation process
摘要 软接头是高压直流交联聚乙烯(XLPE)海缆的关键部件,其挤塑绝缘界面是海缆绝缘系统性能的薄弱区域。通过调控软接头挤塑材料参数改善界面的电气性能与力学性能具有重要工程实践意义。该文以低密度聚乙烯为挤塑材料,搭配不同质量分数的过氧化二异丙苯交联剂以实现多级挤塑交联程度,探究挤塑交联程度对双层交联聚乙烯试样界面电气性能及力学性能的影响规律,并结合微观形态分析阐释深层作用机理。结果表明,当挤塑交联程度较低(交联度低于本体材料的84.5%)时,界面处无定型区占比随交联程度的增加而明显降低,晶胞形态趋于均一连贯,导致电气性能与力学性能显著提高。随着挤塑交联程度进一步提高到与本体相同时,虽然电导率与直流击穿场强稍有改善,但界面处形成的大量小尺寸晶区反而导致界面拉伸强度下降,并会加剧界面空间电荷积聚。考虑到高交联挤塑会增加焦烧风险,适当降低挤塑交联程度可提升工艺稳定性,并保障高压直流海缆软接头的质量。
关键词:海缆软接头 交联聚乙烯 界面性能 交联度 结晶形态
随着全球能源结构的加速转型与清洁能源的快速发展,海上风电作为可再生能源的重要组成部分,其建设规模呈现显著增长态势[1-3]。据统计,2023年全球海上风电新增装机容量达到10.8 GW,同比增长24%,其中中国市场对新增容量的贡献率接近60%。在此背景下,高压直流交联聚乙烯(Cross-Linked Polyethylene, XLPE)海底电缆凭借其卓越的电气性能与优良机械强度,已成为深远海风电大规模集成并网的首选电力传输方案[4-7]。由于单根电缆的生产长度有限,需通过软接头连接电缆段以实现长距离海底传输[8-9]。与预制式电缆接头不同,软接头采用与电缆本体同类型的XLPE材料,以实现材料与性能的最佳匹配。然而,双层XLPE界面的电气性能和力学性能仍无法达到无界面XLPE的水平,这使得软接头界面结合质量成为制约高压直流海缆系统发展的关键因素[10-11]。
近年来,国内外学者针对软接头界面绝缘问题开展了一系列研究。张振鹏等发现软接头界面存在数十微米级缺陷裂纹,导致界面附近电树枝起始电压降低30%[12],并且提出挤塑熔体流动速度差导致的残余内应力是界面微缺陷产生的重要原因[13]。Zhao Wei等[14]将两片XLPE热压在一起,发现界面处因交联网络过密形成了μm级晶胞堆叠区域,其结晶度与表面能均比单层XLPE的高,并导致界面空间电荷积聚。同时,软接头界面的力学性能也显著弱于本体材料的力学性能[15],在海底环境面临的锚害冲击、涡激振动及动态弯曲等机械载荷作用下[16],界面区域易萌生微裂纹并扩展,这种机械损伤可能进一步加剧电场畸变和绝缘劣化[17]。研究表明,软接头界面性能受诸多工艺参数影响。Meng Fanbo等研究发现,适当地延长脱气时间[18]和提高界面光滑度[19]可以抑制界面空间电荷积聚,但过于光滑的界面反而会积聚更多空间电荷。李震等[15]研究指出,通过改善挤塑层与本体层的温度均匀性,可促进两相材料分子链互相渗透,减少界面缺陷,最终提高界面的交联程度、电气性能与力学拉伸性能。Qin Yao等[20]研究发现,延长热压交联时间可以减少XLPE双层试样界面空间电荷,但不能完全消除。孟繁博等则提出喷涂微量纳米材料有助于抑制界面空间电荷积聚[21]。
然而,尽管现有研究已对粗糙度、脱气时长、加热方式、交联时长与纳米喷涂等外源工艺参数对软接头界面性能的影响机制进行了较为深入的探讨,但对重要的材料本征参数,例如交联程度对软接头界面性能影响规律的研究还存在明显不足。实际上,在软接头生产过程中,挤塑层与本体层主要通过分子链交联形成界面结合[22-23],而挤塑交联程度对此过程有重要影响。此外,工厂生产中为避免挤塑阶段中过氧化二异丙苯(Dicumyl Peroxide, DCP)提前分解而引发焦烧[11,23-25],通常采用低交联挤塑,而挤塑交联程度的改变对软接头界面性能的影响尚不清楚。因此,开展挤塑交联程度对软接头界面电气性能与力学性能影响的研究,对于优化高压直流海缆软接头制备工艺并提高其质量具有重要的理论意义和实用价值。
本文通过控制DCP质量分数调控挤塑交联程度。首先通过平板热压法,将不同DCP质量分数的低密度聚乙烯(Low-Density Polyethylene, LDPE)制成单层及双层试样以模拟软接头界面。然后通过交联度测定、扫描电子显微镜(Scanning Electron Microscope, SEM)观察、机械拉伸测试,以及电导率、空间电荷与直流击穿等高压直流电气特性测试,系统地研究了挤塑交联程度对软接头界面直流电气性能与力学性能的影响规律,为高压直流海缆软接头的制备提供理论依据和工程应用参考。
为便于控制交联程度,本文所用基料选择不含任何交联剂的茂名石化2426H型号LDPE颗粒,密度为0.923 g/cm3。鉴于工业上通常采用DCP质量分数为2%的LDPE作为电缆绝缘材料,且该配方经前期试验验证具有最优且稳定的电气性能和力学性能,本文选择以DCP质量分数为2%的LDPE制备的片状材料作为本体层,同时采用DCP质量分数为0%、0.1%、0.2%、0.5%、1%、2%、3.5%的LDPE颗粒作为挤塑材料,通过平板热压法分别制备单层和双层试样。其中,单层试样仅含挤塑层,而双层试样则由本体层与挤塑层构成。为便于区分,采用“试样类型-DCP质量分数”的命名规则,例如由含0.5%DCP挤塑材料制备的单层试样记为S-0.5,相应的双层试样记为D-0.5。
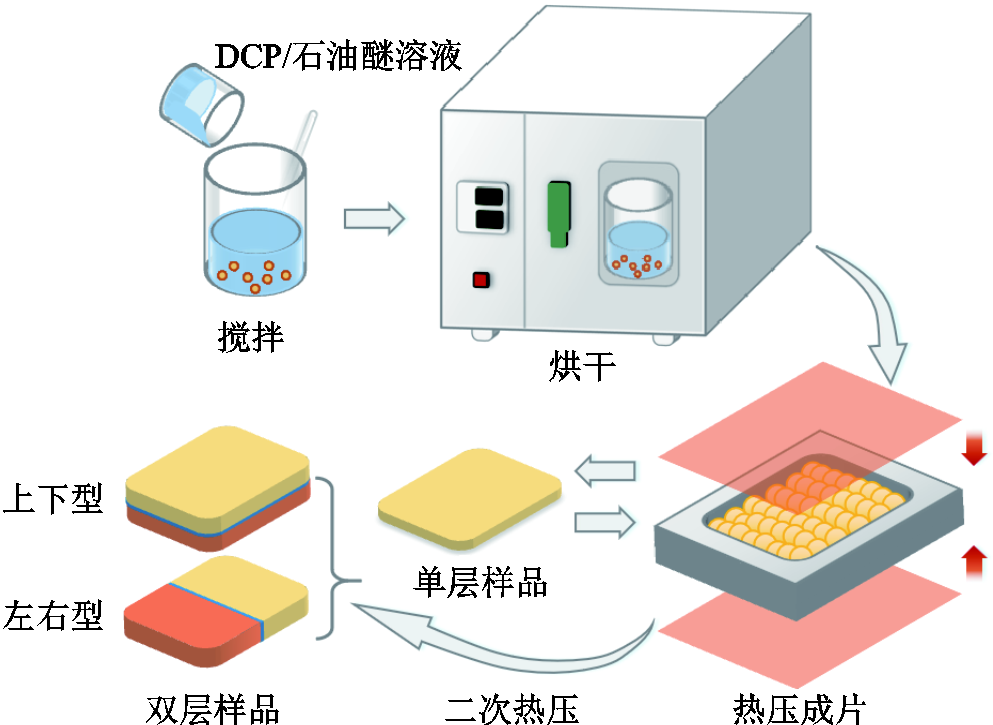
样品制备流程示意图如图1所示。采用浸渍吸收法制备不同DCP质量分数的挤塑材料。称取LDPE颗粒置于广口瓶中,随后加入相应量的DCP/石油醚溶液(对照组仅加入溶剂),置于90℃恒温箱进行24 h溶剂挥发处理,其间定期搅拌以保证DCP被均匀吸收。
图1 样品制备流程示意图
Fig.1 Diagram of sample preparation process
采用平板热压法制备单层与双层试样。首先,将挤塑材料置于模具中,在120℃下预热10 min,使颗粒充分熔融;其次,保持温度不变,在5 MPa压强下预压10 min,初步压实材料;然后,升温至180℃并在15 MPa下热压30 min,确保材料完全交联固化;最后,将成型样片冷却至室温,并置于90℃烘箱中脱气12 h,完成单层试样的制备。接着,将挤塑材料与S-2样片共同置于模具中,经过与单层试样相同的预热、预压、热压和脱气步骤,最终制成双层试样,具体分为上下型和左右型两种结构。
1.2.1 理化及微观试验
采用二甲苯萃取法测定XLPE交联度。将厚度为0.5 mm的单层试样剪成细条,用120目铜网包裹后置于索氏提取器中,并在130℃二甲苯溶液中萃取12 h。萃取后与萃取前试样的质量比即为交联度。
采用美国捷克公司生产的Nova NanoSEM 230场发射扫描电子显微镜对厚度为6 mm的上下型双层试样界面的微观形貌进行观察。为了更清晰地观察XLPE晶胞尺寸与分布,观察之前先用高锰酸钾与98%浓硫酸混合溶液(质量比为1:20)在30℃下对试样进行4 h腐蚀处理,再依次用稀硫酸、双氧水、去离子水和丙酮超声清洗,最后用高真空镀膜仪对试样待测面喷涂金电极。
1.2.2 力学试验
为研究双层试样的界面结合强度,采用万能材料试验机(TSE104C)对厚度为3 mm的左右型双层试样进行垂直界面方向的拉伸强度测试。调整试验机夹具间隔为20 mm,预载力为0 N,以10 mm/min的速度进行拉伸测试,直至试样断裂,每组试样至少完成5个有效测试。
1.2.3 电气试验
采用三电极结构和Keithley 6485小电流计对厚度为0.5 mm的上下型双层试样进行电导率测试。为了减少外界噪声的影响以及保证温度稳定,将三电极置于恒定25℃的烘箱中。测试电场强度为30 kV/mm,极化时间为20 min。每组试样至少完成5个有效测试。
采用实验室自制的电声脉冲法(Pulse Electro-Acousti, PEA)测试平台对厚度为0.5 mm的上下型双层试样进行空间电荷测试。试样挤塑层接触半导体电极(负电极、高压极),本体层接触铝电极(正电极、接地极)。在试样与电极间涂抹硅油以确保声耦合良好。测试温度为25℃,极化电场强度为30 kV/mm,极化时间为30 min,采样间隔为10 s。
采用球-板(直径为25 mm)电极对厚度为0.1 mm的上下型双层试样开展直流击穿试验。电极与试样完全浸没于变压器油中以避免沿面闪络。测试温度为25℃,升压速率为1 kV/s。试样击穿时的电压与测试点厚度的比值即为直流击穿场强。每组试样选取12个有效数据进行Weibull分布的统计。
XLPE交联度与DCP质量分数的对应关系如图2所示。当DCP质量分数低于2%时,XLPE交联度随DCP质量分数的增加而上升,增速先快后缓,其中S-2的交联度达到了89.6%,S-1的交联度为S-2的84.5%。然而,当DCP质量分数超过2%时,交联度开始下降,S-3.5的交联度较S-2降低了10.1个百分点。这也验证了采用S-2作为本体材料的合理性。
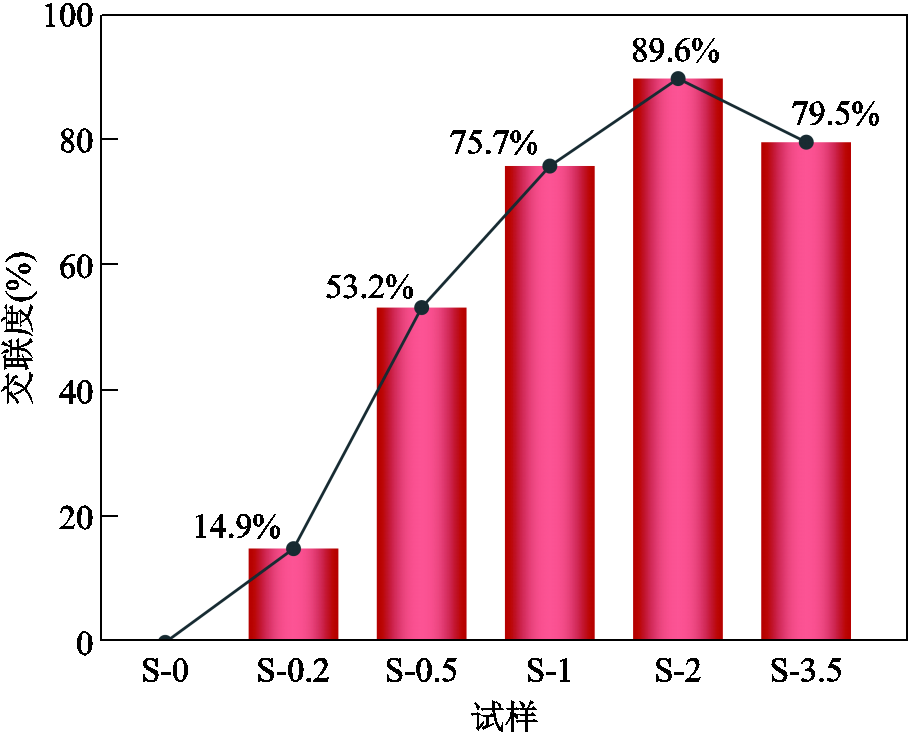
图2 不同DCP质量分数XLPE的交联度
Fig.2 Crosslinking degree of XLPE with different DCP contents
不同挤塑交联程度试样界面附近SEM图像如图3所示,图中红色虚线框标出了双层试样的界面。由图3可见,不同挤塑交联程度试样的界面结晶形态呈现明显差异。D-0样品界面最为清晰,宽度约为200 μm,且整体色调偏暗,这是无定形区被混合液选择性腐蚀所致。D-1样品界面最模糊,这说明样品两相融合效果最佳,过渡区域最连续。D-2样品界面也较为明显,且呈现亮色特征,这是由于界面处密集的小尺寸晶胞导致电子散射增强。而D-3.5样品界面则观察到较多微缺陷,与D-1样品形成鲜明对比,表明虽然DCP过量时挤塑层交联度与D-1样品相近,但界面完整性会严重劣化,在分析挤塑交联程度对界面性能影响时需单独考虑DCP过量的影响。SEM结果表明,随着挤塑交联程度的提高,界面结晶形态呈现明显的由稀疏变为致密、再变为过密的演变规律。

图3 不同挤塑交联程度试样界面附近SEM图像
Fig.3 SEM images of interfacial regions in samples with different extrusion crosslinking degree
图4展示了不同挤塑交联程度的双层试样垂直界面方向的拉伸强度测试结果,可见所有试样均在界面处断裂。可以看出,双层试样的拉伸强度均低于S-2试样,证实了软接头界面处的力学性能比本体绝缘更薄弱。随着挤塑材料DCP质量分数的增加,双层试样的拉伸强度呈现先上升后下降的趋势:其中,D-0的拉伸强度最低,仅有10 MPa;D-1的拉伸强度最高,达到17.5 MPa,为S-2的92.1%;D-2的拉伸强度略低于D-1,为16.9 MPa;而D-3.5的拉伸强度仅有12.9 MPa,与SEM观察到的界面微裂纹相吻合,证实了DCP过量确实会造成界面结构劣化。
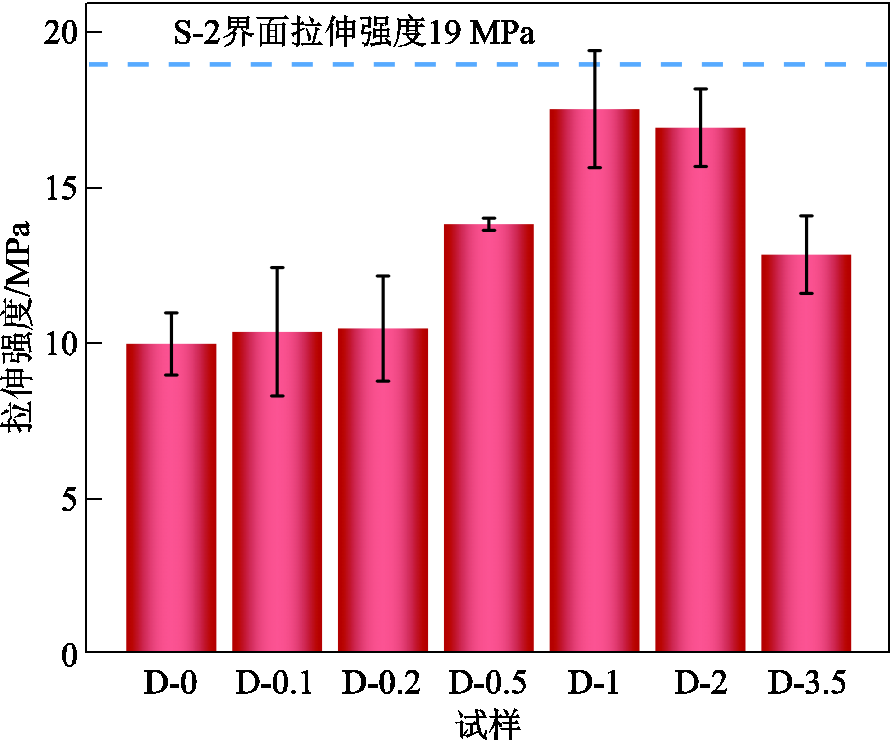
图4 不同挤塑交联程度试样的界面拉伸强度
Fig.4 Interfacial tensile strength of samples with different extrusion crosslinking degree
界面拉伸强度测试结果表明,适当地提高挤塑交联程度会改善界面的拉伸强度,但仍比不上无界面的本体材料;而当挤塑交联程度进一步提高到与本体一致时,界面拉伸强度反而不如挤塑交联程度略低于本体时的情况。
不同挤塑交联程度双层试样的空间电荷分布如图5所示。可以看出,除D-1外的所有双层试样不仅在电极附近有空间电荷积聚,界面处(距离负电极200 μm左右)也存在空间电荷积聚现象,且界面处积聚的空间电荷量随极化时间的推移逐渐增加。随着挤塑材料DCP质量分数提高到3.5%,界面重新积聚同极性空间电荷且分布宽度达到180 μm。同时,电极附近异极性电荷显著增多,这是由于过量DCP导致交联副产物残留量明显提高。
当DCP质量分数为0%~0.2%时,界面处积聚的同极性电荷密度峰值稳定在2.5 C/m3左右,而分布宽度从D-0的135 μm增至D-0.2的200 μm,且后者出现多峰现象。当DCP质量分数增至1%时,界面同极性电荷几乎消失,说明交联度的适度提高会抑制界面空间电荷的积聚。而当DCP质量分数达到2%时,界面出现异极性电荷,其峰值在1 C/m3左右。界面空间电荷极性的变化可能是由于随着挤塑层交联程度的提高,从电极注入的同极性载流子减少(D-2负电极处空间电荷密度峰值为所有试样中最小),导致残留的DCP及交联副产物(如α-甲基苯乙烯、苯乙酮等)解离产生的异极性电荷[26]占据了主导地位。

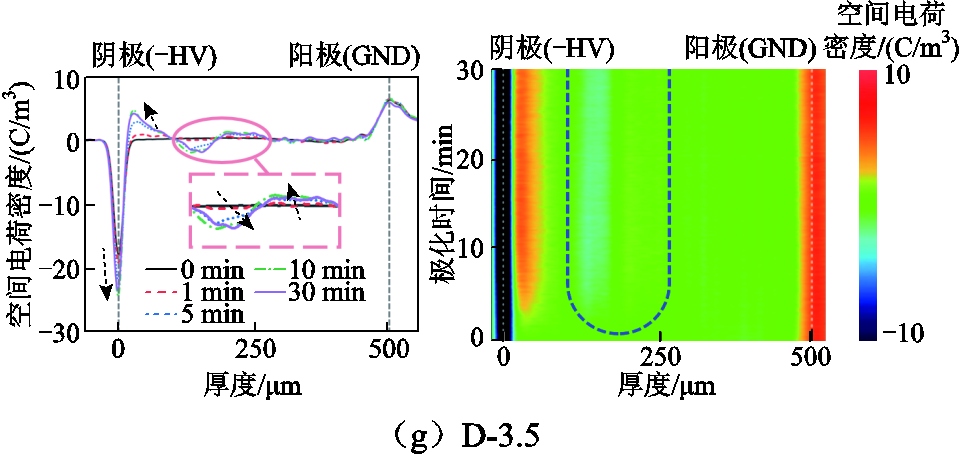
图5 不同挤塑交联程度试样空间电荷分布
Fig.5 Space charge distribution of samples with different extrusion crosslinking degree
空间电荷测试结果显示,D-1界面空间电荷最少,这与SEM及界面拉伸测试结果相互印证,说明当挤塑交联程度略低于本体时,界面最为连贯、结合效果最好。这一现象与传统的“参数匹配”理论预期存在差异,即并非两相参数越接近,界面性能越好。
不同挤塑交联程度的单层及双层试样的电导率测试结果如图6所示。由图6可知,双层试样的电导率普遍低于单层试样(如D-2比S-2低近一个数量级),表明界面会显著降低电导率。随着DCP质量分数的提高,单层和双层试样电导率整体上均呈现先下降后升高的趋势,拐点均位于DCP质量分数为2%时,说明在DCP未过量时,交联程度越高,双层试样电导率越低。值得注意的是,S-0.5电导率低于S-0.2,而D-0.5略高于D-0.2,这可能是因为界面交联结构优化减少了深陷阱,从而降低了载流子俘获概率,导致电导率小幅提升。
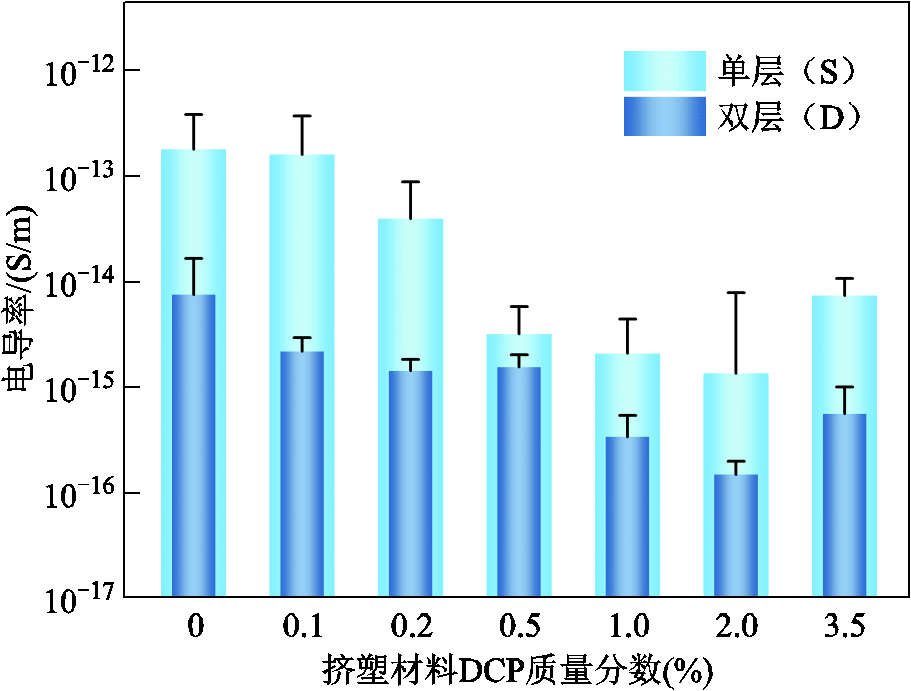
图6 不同挤塑交联程度的单层及双层试样电导率
Fig.6 Conductivity of single-and double-layer samples with different extrusion crosslinking degree
但需要指出的是,双层试样的电导率测试结果不仅反映界面特性,同时还表征了挤塑层整体电气性能的变化,因此该参数在用以评价界面性能时存在一定的局限性。
图7展示了不同挤塑交联程度双层试样的直流击穿试验结果,以失效概率为63.2%的电场强度作为试样击穿场强。从图7b中可看出,随着挤塑材料DCP质量分数的上升,双层试样直流击穿场强先增大后减小,从D-0的399 kV/mm,升高到D-2的551 kV/mm(为本体材料的95.0%),又下降到D-3.5的485 kV/mm。
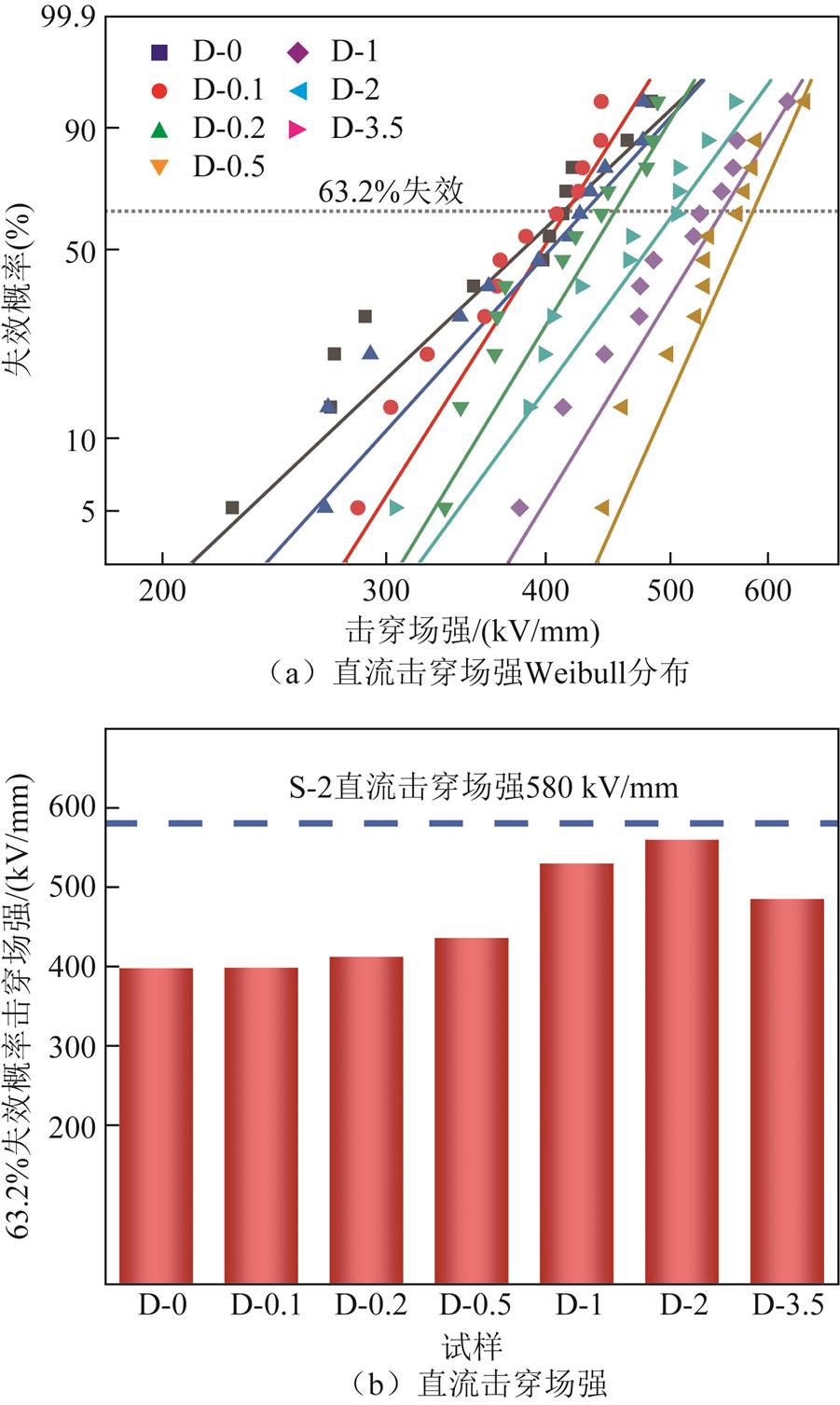
图7 不同挤塑交联程度双层试样的直流击穿场强
Fig.7 DC breakdown electrical field of double-layer samples with different extrusion crosslinking degree
直流击穿试验结果体现出与电导率类似的变化趋势:在DCP未过量的前提下,击穿场强随着挤塑交联程度的提高而提高,但这一参数同样受挤塑层体性能的变化影响,并非单一反映界面特性。此外,D-1击穿场强(521 kV/mm)与D-2差距不大,为D-2的94.6%,本体材料的89.8%,可见挤塑交联程度略低于本体时也足以达到绝缘要求。
LDPE在DCP的影响下发生分子链交联,形成XLPE,DCP诱导聚乙烯(Polyethylene, PE)交联反应机理如图8所示[22]。一方面,过氧化物自由基自身裂解生成苯乙酮和甲基自由基,后者夺取PE分子链上的氢原子生成甲烷和PE自由基;另一方面,过氧化物自由基直接参与夺氢反应,形成PE自由基和枯基醇,后者进一步分解为α-甲基苯乙烯和水。PE自由基相互之间发生交联反应形成交联结构。随着LDPE材料中DCP质量分数的增加,其分解产生的自由基攻击PE分子链并诱导交联的概率显著提高。因此,XLPE的交联度随DCP质量分数的增加而迅速提高,当DCP质量分数接近2%时,交联度的增长逐渐趋于饱和。然而,当DCP质量分数超过2%时,自由基浓度过高导致交联反应速率过快,进而诱导材料在较低温度下即形成不完善的局部预交联结构。这种结构在后续高温加工过程中会严重限制分子链的运动能力,阻碍XLPE进一步形成完善的交联网络,最终反而导致材料的整体交联度下降[25]。
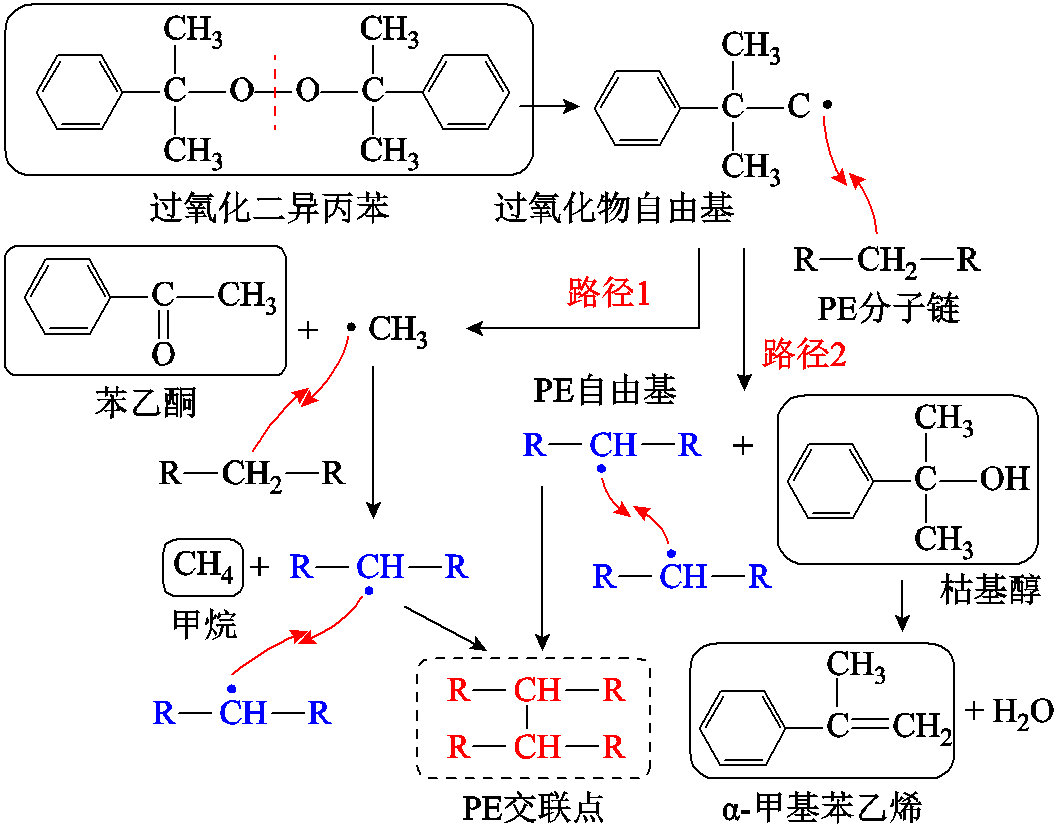
图8 DCP诱导聚乙烯交联反应机理
Fig.8 Reaction scheme for DCP induced crosslinking of polyethylene
高温高压下,双层试样界面附近发生的交联与结晶行为示意图如图9所示。在交联阶段,本体层晶区原本有序折叠排列的分子链在高温作用下解折叠[27],并且在压力作用下与挤塑层分子链及DCP趋近并交联。由于两相分子链渗透不均匀,接触面上交联反应概率存在空间差异,因此界面处交联密度呈非均匀分布。在冷却结晶阶段,交联密度的非均匀分布最终导致三种典型结晶形态,如图10所示。过于致密的交联网络会抑制分子链运动,阻碍链段规整排列进入晶格,限制晶体生长空间[27],最终形成密集堆叠的小尺寸晶区,如图9与图10中Ⅰ处所示,类似结构在文献[14]中也有报道。适度致密的交联网络最终会形成尺寸均一、排布连贯的晶区,使局部没有明显界面,如图9与图10中Ⅱ处所示。过于稀疏的交联网络则最终导致本体层与挤塑层之间存在较多无定型区,如图9与图10中Ⅲ处所示。需要说明的是,当DCP质量分数远大于2%时,挤塑层在未与本体层充分互相渗透的情况下即发生预交联,而过早交联的部分与本体层相容性差,最终诱发图3d所示的界面微裂纹。
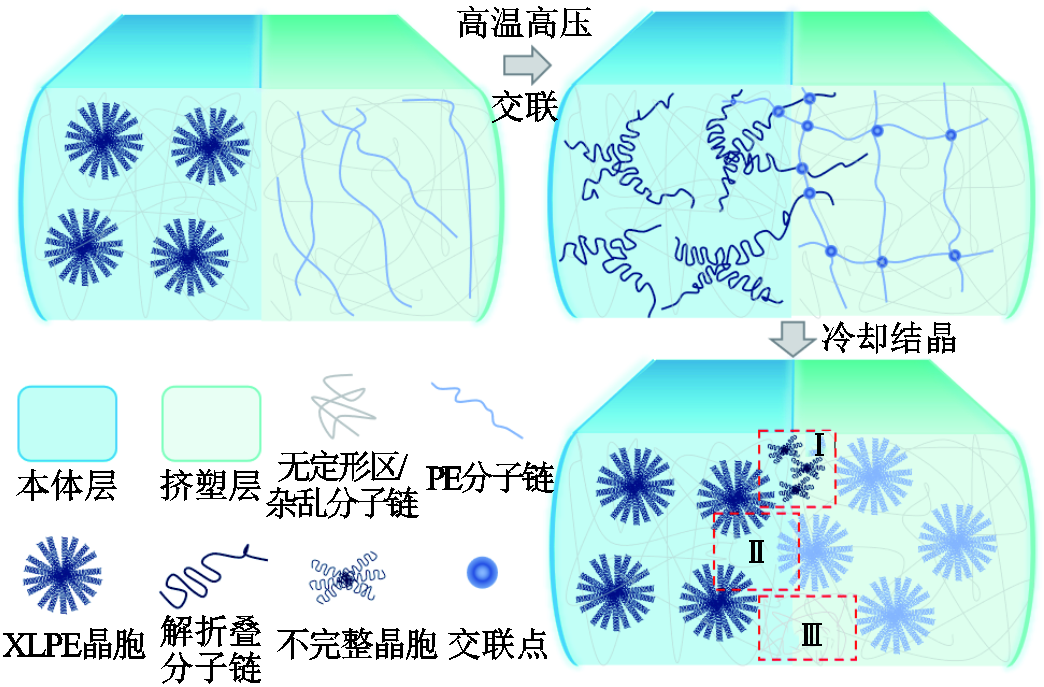
图9 双层试样界面处交联与结晶行为示意图
Fig.9 Schematic diagram of crosslinking-crystallization behavior at bilayer specimen interface

图10 界面处不同结晶形态
Fig.10 Different interfacial crystalline morphologies
当挤塑交联程度极低(DCP质量分数为0%~0.2%)时,界面以结晶形态Ⅲ为主。由于缺乏交联化学键,界面强度主要依赖分子链物理缠结形成的范德华力,导致拉伸强度显著偏低[28]。同时,界面无定形区占比较大,载流子迁移率高、自由程长,宏观表现为高电导率和低击穿场强。界面处晶区-无定型区-晶区的多层结构则导致空间电荷积聚明显。值得注意的是,D-0~D-0.2试样界面空间电荷分布范围逐渐扩大,且D-0.2出现多个离散积聚峰,这可能是由DCP质量分数小幅增加导致局部交联密度不均,形成多个局域化电荷中心所致。
随着挤塑交联程度提高到稍低于本体材料(DCP质量分数为1%,交联度为本体的84.5%)时,界面处交联化学键数量迅速增多,导致界面拉伸强度显著提高。同时,由于此时结晶形态Ⅱ占据主导地位,界面晶区比例提高,导致直流击穿场强提高、电导率降低。晶区/无定形区微界面形成的陷阱也大幅减少,导致界面空间电荷的积聚显著减少甚至基本消除。
随着挤塑交联程度进一步提高到与本体材料相当(DCP质量分数为2%),由于挤塑层电气性能得到改善,试样整体电导率降低、直流击穿场强提高。然而,挤塑层与本体层界面处形成的局部过密交联网络会显著抑制晶体的完整生长,导致界面结晶形态Ⅰ的比例明显增加。一方面,在拉伸应力作用下,小尺寸晶区因分子链运动受限而呈现较高的弹性模量,与相邻挤塑层或本体层形成模量差异,因而可能引发界面应变不协调并产生局部应力集中[29];另一方面,小尺寸晶胞中晶区/无定型区界面体积分数提高,而这类界面往往是微裂纹萌生的起点。这两个因素共同导致试样界面拉伸强度下降。同时,在结晶形态Ⅰ中,晶区/无定型区界面以及晶区内部晶界与链段缺陷密度增大,形成了更多载流子陷阱,导致试样界面处空间电荷积聚量增多[14]。
高压直流海缆软接头生产中通常采用低交联挤塑工艺以避免焦烧问题。而研究结果表明,与D-2相比,D-1在与体性能相关的电导率及直流击穿场强两方面表现稍差但可接受,在直接反映界面性能的界面拉伸强度及空间电荷特性方面则表现更优,这表明适当地降低挤塑交联程度不仅能提高工艺稳定性,还能改善界面结合质量,对高压直流海缆软接头的生产具有积极意义。此外,适当地提高交联温度和压力可促进挤塑层与本体层分子链的相互渗透,有望在维持界面性能的同时进一步降低对挤塑材料交联程度的要求。
而当挤塑材料DCP质量分数超过2%时,界面处形成大量微裂纹,严重破坏了界面完整性。同时,过量DCP及其副产物残余会引入大量杂质,图5g中D-3.5样品电极附近积聚的大量异极性电荷可以证实这一点。因此,虽然D-3.5挤塑层的交联程度与D-1的接近,但在微缺陷和杂质的协同作用下,前者界面的电气性能与力学性能显著劣于后者。
需要说明的是,本文主要关注挤塑交联程度变化对界面性能的影响,因此采用性能最优且稳定的S-2样品作为本体材料,以排除本体材料自身缺陷对界面性能的干扰。然而,实际高压直流电缆绝缘用XLPE为避免杂质残留等问题,其交联度通常低于S-2样品,添加剂成分也更为复杂。后续研究将采用更接近实际的参数。
本文主要通过控制挤塑材料的DCP质量分数,研究了挤塑交联程度对高压直流海缆软接头界面电气性能与力学性能的影响。结果表明,适量提高DCP质量分数可提高XLPE交联度,而过量DCP反而使XLPE交联度下降。主要结论如下:
1)SEM结果表明,XLPE双层试样界面呈现曲折、不连续的微观形貌特征,局部可能呈现无定型区、连贯晶区与小尺寸晶区三种结晶形态。同时,挤塑交联程度会显著影响界面微观结构的分布:挤塑交联程度较低(DCP质量分数小于1%,挤塑层交联度低于本体的84.5%)时,界面处无定型区占比随交联程度的增加而明显减少,晶胞尺寸分布趋于均一连贯;当挤塑交联程度进一步提高到与本体相同时,界面处则出现较多小尺寸晶区。此外,当DCP过量时,界面处出现大量微裂纹。
2)电气性能与力学性能测试结果表明,除了电导率外,双层试样的直流电气性能与力学性能均不如无界面的本体材料,这证实了XLPE界面是高压直流海缆软接头的绝缘与机械薄弱处。在不考虑DCP过量情况的前提下,当挤塑层交联度低于本体的84.5%时,随着挤塑交联程度的提高,双层试样界面拉伸强度、界面空间电荷特性、电导率与直流击穿电压均有明显改善。而随着挤塑交联程度进一步提高至与本体相同,虽然电导率降低、直流击穿场强略有提高,但界面拉伸强度与界面空间电荷特性反而劣化,容易导致软接头在高压直流电场下发生电场畸变甚至绝缘失效,不利于高压直流海缆软接头的稳定运行。此外,过量DCP(质量分数大于2%)会导致电气性能与力学性能大幅劣化。综上所述,适当低的挤塑交联程度(交联度为本体的84.5%左右)有利于提高界面机械强度与界面空间电荷抑制能力。这意味着通过适当地调低挤塑交联程度,不仅可以降低焦烧风险、提升工艺稳定性,而且可以保障高压直流海缆软接头界面的质量。未来研究将在实际软接头制备工艺中验证上述结论的工程适用性,并结合多参数协同调控策略进一步优化界面综合性能。
参考文献
[1] 王皓, 王继轩, 于思洋, 等. 双定子风力发电机及关键技术发展综述[J]. 电工技术学报, 2025, 40(18): 5786-5804. Wang Hao, Wang Jixuan, Yu Siyang, et al. Overview of dual-stator wind power generator and its key technology[J]. Transactions of China Electrotech-nical Society, 2025, 40(18): 5786-5804.
[2] Paul S, Nath A P, Rather Z H. A multi-objective planning framework for coordinated generation from offshore wind farm and battery energy storage system [J]. IEEE Transactions on Sustainable Energy, 2020, 11(4): 2087-2097.
[3] 姚钢, 杨浩猛, 周荔丹, 等. 大容量海上风电机组发展现状及关键技术[J]. 电力系统自动化, 2021, 45(21): 33-47. Yao Gang, Yang Haomeng, Zhou Lidan, et al. Development status and key technologies of large-capacity offshore wind turbines[J]. Automation of Electric Power Systems, 2021, 45(21): 33-47.
[4] 李根, 杜志叶, 肖湃, 等. 海上风电送出J型管段海底电缆载流量计算模型研究[J]. 电工技术学报, 2023, 38(13): 3619-3629. Li Gen, Du Zhiye, Xiao Pai, et al. Study on calculation model of submarine cable ampacity in J-tube section of offshore wind power transmission[J]. Transactions of China Electrotechnical Society, 2023, 38(13): 3619-3629.
[5] Mazzanti G. High voltage direct current transmission cables to help decarbonisation in Europe: recent achievements and issues[J]. High Voltage, 2022, 7(4): 633-644.
[6] 赵皓琳, 刘英, 吴婧, 等. 基于异质异径线芯选型实现载流量优化匹配的高压XLPE海缆系统设计[J]. 电工技术学报, 2025, 40(15): 4954-4965. Zhao Haolin, Liu Ying, Wu Jing, et al. Design of high-voltage XLPE submarine cable system based on ampacity optimized matching of cores with different materials and sizes[J]. Transactions of China Electro-technical Society, 2025, 40(15): 4954-4965.
[7] 杜伯学, 李忠磊, 杨卓然, 等. 高压直流交联聚乙烯电缆应用与研究进展[J]. 高电压技术, 2017, 43(2): 344-354. Du Boxue, Li Zhonglei, Yang Zhuoran, et al. Application and research progress of HVDC XLPE cables[J]. High Voltage Engineering, 2017, 43(2): 344-354.
[8] 钟力生, 任海洋, 曹亮, 等. 挤包绝缘高压直流电缆的发展[J]. 高电压技术, 2017, 43(11): 3473-3489. Zhong Lisheng, Ren Haiyang, Cao Liang, et al. Development of high voltage direct current extruded cables[J]. High Voltage Engineering, 2017, 43(11): 3473-3489.
[9] 张添胤, 陈向荣, 王恩哲, 等. 硫化压力对500kV超高压直流XLPE电缆工厂接头恢复绝缘性能的影响[J]. 电工技术学报, 2025, 40(9): 2931-2943. Zhang Tianyin, Chen Xiangrong, Wang Enzhe, et al. Effect of vulcanization pressure on the return insulation performance of 500 kV EHVDC XLPE cable factory joints[J]. Transactions of China Electrotechnical Society, 2025, 40(9): 2931-2943.
[10] 史润普. 高压海缆工厂接头绝缘层界面区微观结构及电树枝化行为研究[D]. 哈尔滨: 哈尔滨理工大学, 2022. Shi Runpu. Study on microstructure and electrical treeing behavior of insulation layer interface of high voltage submarine cable factory joint[D]. Harbin: Harbin University of Science and Technology, 2022.
[11] 李忠磊, 吴优, 郑重, 等. 高压直流海缆XLPE绝缘空间电荷与电场分布特性研究进展及展望[J]. 高电压技术, 2024, 50(7): 3128-3144. Li Zhonglei, Wu You, Zheng Zhong, et al. Advances and prospects of space charge and electric field distribution characterization of XLPE insulation for HVDC submarine cables[J]. High Voltage Engineering, 2024, 50(7): 3128-3144.
[12] Zhang Zhenpeng, Zheng Changji, Zheng Mei, et al. Interface damages of electrical insulation in factory joints of high voltage submarine cables[J]. Energies, 2020, 13(15): 3892.
[13] 张振鹏, 胡列翔, 赵健康, 等. 500 kV海缆工厂接头绝缘恢复过渡区形成过程及电树枝特性[J]. 高电压技术, 2019, 45(11): 3413-3420. Zhang Zhenpeng, Hu Liexiang, Zhao Jiankang, et al. Formation process and electrical tree characteristics of insulation recovery transition zone of factory joints in 500 kV submarine cable[J]. High Voltage Engineering, 2019, 45(11): 3413-3420.
[14] Zhao Wei, Li Huaqiang, Li Wenpeng, et al. Charge accumulation in the homo-crosslinked-polyethylene bilayer[J]. Materials, 2022, 15(9): 3024.
[15] 李震, 郑海峰, 陈俊岐, 等. 基于磁感应联合加热的高压海缆工厂接头制备技术[J]. 电工技术学报, 2024, 39(3): 820-835. Li Zhen, Zheng Haifeng, Chen Junqi, et al. Manufacture technologies of high-voltage submarine cable factory joint based on magnetic induction combined heating[J]. Transactions of China Electro-technical Society, 2024, 39(3): 820-835.
[16] 朱俊杰, 陈卫东, 任冰, 等. 悬跨海底电缆涡激振动特性及疲劳损伤分析[J]. 海洋工程, 2023, 41(5): 116-127. Zhu Junjie, Chen Weidong, Ren Bing, et al. Analysis of vortex-induced vibrations and fatigue damage of a free spanning submarine power cable[J]. The Ocean Engineering, 2023, 41(5): 116-127.
[17] 祝曦, 林国海, 张洪亮, 等. 直流电压下XLPE电树枝化过程中的局部放电特性[J]. 中国电机工程学报, 2022, 42(6): 2416-2427. Zhu Xi, Lin Guohai, Zhang Hongliang, et al. Characteristics of partial discharge during electrical treeing in XLPE under DC voltage[J]. Proceedings of the CSEE, 2022, 42(6): 2416-2427.
[18] Meng Fanbo, Chen Xiangrong, Hong Zelin, et al. Insulation properties and interfacial quantum chemical analysis of cross-linked polyethylene under different degassing time for HVDC cable factory joint applications[J]. IEEE Transactions on Dielectrics and Electrical Insulation, 2022, 30(1): 271-278.
[19] Meng Fanbo, Chen Xiangrong, Shi Yiwen, et al. Temperature-dependent charge dynamics of double layer interface in 500 kV HVDC XLPE cable factory joint with different interfacial roughness[J]. IEEE Transactions on Dielectrics and Electrical Insulation, 2022, 29(2): 655-662.
[20] Qin Yao, Ge Yi, Zhao Juntao, et al. Characteristics of charge accumulation at the interface of double-layer XLPE under DC voltage[J]. IEEE Transactions on Dielectrics and Electrical Insulation, 2025, 32(2): 707-716.
[21] 孟繁博, 陈向荣, 洪泽林, 等. 界面喷涂Mg(OH)2对直流电缆工厂接头绝缘交接层直流电气性能的影响[J]. 电工技术学报, 2023, 38(23): 6471-6482. Meng Fanbo, Chen Xiangrong, Hong Zelin, et al. Influence of interface spraying Mg(OH)2 on DC electrical properties of DC cable factory joints insulation transition layer[J]. Transactions of China Electrotechnical Society, 2023, 38(23): 6471-6482.
[22] Akbarian D, Hamedi H, Damirchi B, et al. Atomistic-scale insights into the crosslinking of polyethylene induced by peroxides[J]. Polymer, 2019, 183: 121901.
[23] 王要辉. 线型低密度聚乙烯电缆料交联过程与性能研究[D]. 杭州: 浙江大学, 2024. Wang Yaohui. Study of the crosslinking process and performance of LLDPE cable material[D]. Hangzhou: Zhejiang University, 2024.
[24] 李盛涛, 王诗航, 杨柳青, 等. 高压电缆交联聚乙烯绝缘的关键性能与基础问题[J]. 中国电机工程学报, 2022, 42(11): 4247-4255. Li Shengtao, Wang Shihang, Yang Liuqing, et al. Important properties and fundamental issues of the crosslinked polyethylene insulating materials used in high-voltage cable[J]. Proceedings of the CSEE, 2022, 42(11): 4247-4255.
[25] 周远翔, 吴优, 张灵, 等. 预交联对XLPE直流电缆料空间电荷特性的影响[J]. 绝缘材料, 2022, 55(3): 23-31. Zhou Yuanxiang, Wu You, Zhang Ling, et al. Effect of pre-crosslinking on space charge characteristics of XLPE DC cable materials[J]. Insulating Materials, 2022, 55(3): 23-31.
[26] 白健, 张亚, 詹陶, 等. 脱气时间对电缆绝缘中交联副产物含量和直流特性的影响[J/OL]. 高压电器, 2024: 1-11[2025-03-09]. https://kns.cnki.net/KCMS/ detail/detail.aspx?filename=GYDQ20240306001&dbname=CJFD&dbcode=CJFQ. Bai Jian, Zhang Ya, Zhan Tao, et al. Effect of degassing time on byproducts content and DC characteristics of cable insulation[J/OL]. High Voltage Apparatus, 2024: 1-11[2025-03-09]. https://kns.cnki. net/KCMS/detail/detail.aspx?filename=GYDQ20240306001&dbname=CJFD&dbcode=CJFQ.
[27] 王兆琛, 段玉兵, 魏艳慧, 等. 高压电缆绝缘热老化特性及破坏机理研究[J]. 高压电器, 2023, 59(11): 56-64. Wang Zhaochen, Duan Yubing, Wei Yanhui, et al. Research on insulation thermal aging characteristic and destruction mechanism of high voltage cable[J]. High Voltage Apparatus, 2023, 59(11): 56-64.
[28] Qu Jinfei, Wang Shihang, Li Shengtao, et al. The enhanced physical properties of XLPE insulation for high voltage cable based on LDPE/LLDPE or LDPE/ HDPE blends[J]. Polymer Degradation and Stability, 2023, 218: 110573.
[29] Wang Chuang, Lei Kang, Sun Qing, et al. Stress concentration effect in interface between conductor and epoxy resin in coaxial components of power equipment [J]. CSEE Journal of Power and Energy Systems, 2024, 10(1): 412-420.
Abstract High-voltage direct current (HVDC) cross-linked polyethylene (XLPE) submarine cables serve as the core transmission equipment for grid integration of offshore wind power, with the interfacial performance of factory joints directly determining the long-term reliability of the cable system. This study systematically investigates the influence of extrusion crosslinking degree on the interfacial electrical and mechanical properties of factory joints, focusing on the critical weak area of the extruded insulation interface. By adjusting the dicumyl peroxide (DCP) content to achieve graded crosslinking degrees and combining microstructural characterization with macro-performance testing, the relationship between extrusion crosslinking degree and interfacial properties is revealed.
Low-density polyethylene (LDPE) was used as the base material, and extrusion materials with DCP content gradients ranging from 0% to 3.5% were prepared via the impregnation absorption method. XLPE with 2% DCP content served as the bulk material. Single-layer (S-series) and double-layer (D-series) specimens simulating factory joint interfaces were fabricated using a flat-plate hot-pressing method. The crosslinking degree was measured by xylene extraction, interfacial crystalline morphology was observed via scanning electron microscopy (SEM), and interfacial performance was comprehensively evaluated through tensile strength testing, conductivity testing, space charge distribution (PEA method), and DC breakdown testing.
Physicochemical results indicate that an appropriate increase in DCP content enhances XLPE crosslinking degree, while excessive DCP (>2%) reduces it. SEM observations reveal that the interface of double-layer XLPE specimens exhibits tortuous and discontinuous microstructural features, with localized amorphous regions, coherent crystalline regions, and small-sized crystalline regions. The extrusion crosslinking degree significantly influences interfacial microstructure distribution: at relatively low crosslinking degrees (DCP content <1%, crosslinking degree <84.5% of the bulk material), the proportion of amorphous regions at the interface decreases markedly with increasing crosslinking degree, and crystallite size distribution becomes more uniform and continuous. When the extrusion crosslinking degree matches that of the bulk material, the interface develops numerous small-sized crystalline regions, while excessive DCP leads to the formation of microcracks.
Electrical and mechanical tests demonstrate that, except for conductivity, the DC electrical and mechanical properties of double-layer specimens are inferior to those of bulk material without interfaces, confirming that the XLPE interface is a weak point in HVDC submarine cable factory joints. When the extrusion crosslinking degree is below 84.5% of the bulk material, interfacial tensile strength, space charge characteristics, conductivity, and DC breakdown voltage improve significantly with increasing crosslinking degree, with space charge accumulation nearly disappearing at 84.5% crosslinking. However, when the extrusion crosslinking degree matches that of the bulk material, although conductivity decreases and DC breakdown strength slightly improves, interfacial tensile strength and space charge characteristics deteriorate, increasing the risk of deformation, electric field distortion, and even insulation failure under HVDC conditions. Notably, excessive DCP (>2%) causes severe degradation in both electrical and mechanical performance.
In summary, moderately reducing the extrusion crosslinking degree (to approximately 84.5% of the bulk material) enhances interfacial mechanical strength and space charge suppression. This approach not only mitigates scorching risks and improves process stability but also ensures the quality of HVDC submarine cable factory joint interfaces. These findings provide critical theoretical guidance for optimizing the manufacturing process of factory joints.
keywords:Submarine cable factory joint, cross-linked polyethylene, interfacial properties, crosslinking degree, crystalline morphology
DOI: 10.19595/j.cnki.1000-6753.tces.250719
中图分类号:TM215
国家自然科学基金(92266110)、福建省自然科学基金(2024J09019)和新型电力系统运行与控制国家重点实验室开放基金课题(SKLD24KZ05)资助项目。
收稿时间 2025-04-30
改稿时间 2025-05-21
张云霄 男,1990年生,博士,副教授,研究方向为绝缘材料老化及检测、绝缘新材料和绝缘测试方法等。E-mail:zhangyxthu@163.com(通信作者)
陈予翔 男,2001年生,硕士研究生,研究方向为高压绝缘材料等。E-mail:2080634472@qq.com
(编辑 李 冰)