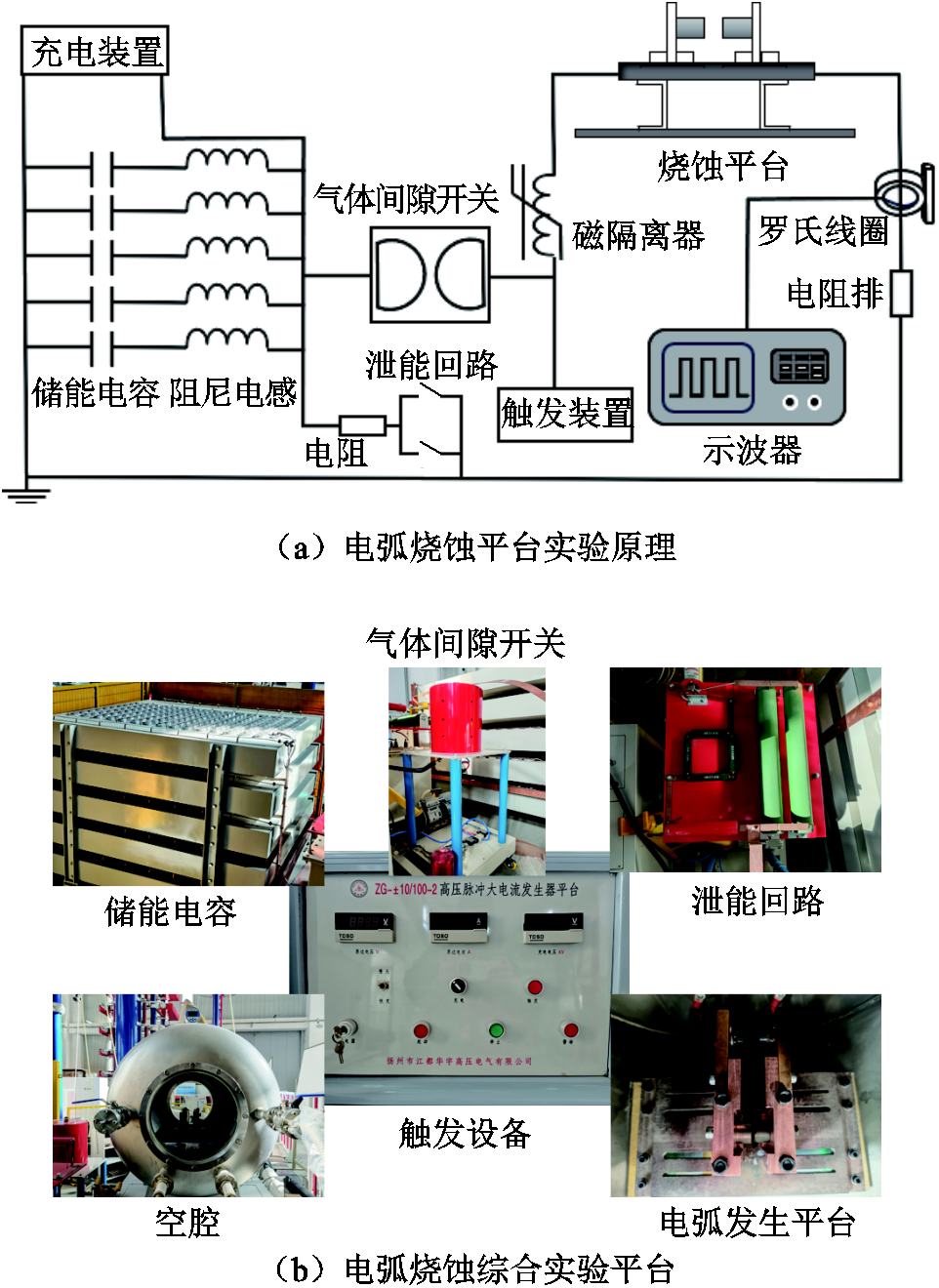
图1 铜钨合金触头的电弧烧蚀综合实验平台
Fig.1 Arc erosion comprehensive experimental platform of copper-tungsten alloy contact
摘要 高压断路器触头操作过程中面临燃弧电流的冲击作用,使得铜钨合金材料容易发生烧蚀损伤问题。结合具有优异导热-机械性能的石墨烯材料,该文基于熔渗法制备了不同石墨烯和钨含量的改性铜钨合金触头,并通过设计的电弧烧蚀平台开展了改性材料的烧蚀损伤实验。结果发现,在电弧冲击过程中,纹影法拍摄显示石墨烯改性铜钨合金的烧蚀特征更少,石墨烯掺杂会显著地降低复合材料烧蚀时的阴/阳极与总质量损失。在石墨烯和钨的共同影响下,石墨烯掺杂质量分数为0.10%的CuW85改性材料表现最优,相较于未改性材料,其阴/阳极质量损失分别降低了43.1%和10.2%,总质量损失降低了19.9%。表面形貌测试结果表明,改性合金触头的孔洞、裂纹深度与液滴喷溅量明显减少,氧化物析出也有所降低。最后,考虑石墨烯对材料熔化后溶质扩散的抑制作用,建立了材料凝固演变过程的改进介观相场仿真模型,分析指出石墨烯通过促进溶质形成致密均匀的微观结构,减少了枝晶侧枝的过度生长,从而避免了表面裂纹扩张。该文结果可为石墨烯改性增强断路器触头性能提供一定的理论基础和实验依据。
关键词:断路器触头 石墨烯 相场模拟 电弧烧蚀
近年来,随着电力系统向更高电压等级发展,开关装备触头也面临更高的抗电弧烧蚀性能需求[1-4]。铜钨合金(CuW)因其兼具钨相高密度、高熔点、抗熔焊、高机械强度和铜相高导热、高导电的优异特性,被广泛用于高压断路器电触头的基底材料。然而,现有铜钨复合材料存在耐电弧烧蚀能力不足、高温下的机械强度偏低、耐磨性和稳定性差等问题[5-7],因此,提高其综合服役能力已成为亟待解决的问题。
石墨烯(Graphene, Gr)作为典型的二维纳米材料,因其独特的sp2杂化结构而具备超常的物理特性:其理论热导率可达5 300 W/(m·K),载流子迁移率超过1.5×105 cm2/(V·s),比表面积高达2 630 m2/g,并且机械强度优异(弹性模量可达1 TPa),这些特性使其成为提升金属基复合材料界面性能的理想增强相[8]。Dong Longlong等通过制备石墨烯/CuW70复合材料并结合测试结果指出,石墨烯加入后可以提高铜钨合金材料的抗电弧侵蚀能力[9]。张新峰通过测试石墨烯增强的CuW70复合材料性能发现,添加石墨烯后,合金材料耐电压强度明显增大、截流值有所降低[10]。张璐制备并测试了石墨烯改性的CuW80合金材料,结果表明石墨烯的加入可以显著减少断路器开断过程中的触头质量损失[11]。韩智云也针对同一改性材料开展了电弧烧蚀实验和宏观组织形貌分析,结果指出随着石墨烯掺杂量的增加,铜钨合金抗烧蚀性能增强,多次电弧侵蚀后表面烧蚀特征也相对更少[12]。然而,现有研究多聚焦于石墨烯或钨含量对铜钨合金性能的单一影响,鲜有两者共同作用对材料性能的综合影响研究。
为了提高石墨烯掺杂铜钨合金材料的抗烧蚀性能,需要深入研究材料在电弧侵蚀下的熔化-凝固过程,但电弧放电现象往往发生在ms级时间量级和很窄的空间范围内,传统实验方法很难原位观测材料凝固行为中的组织形貌演变[13-14]。因此,需要借助合适的仿真方法研究铜钨合金的微观凝固过程。介观模拟因其具有跨尺度、多场耦合、动态可视化的优势,目前已广泛应用于金属凝固的模拟研究中,其主要手段包括元胞自动机法、蒙特卡洛法和相场法[15]。其中相场法通过引入序参量,大大降低了模拟计算量并提高了结果准确度,因此得到了广泛的应用[16]。A. Karma最早在相场模型中引入反溶质截留项,消除了界面溶质异常效应的影响,将模型广泛应用于模拟凝固枝晶的演化过程[17]。Sun Weizhao等引入非平衡凝固条件,模拟了实际冷却速率下材料枝晶的竞争生长现象,进一步提高了枝晶生长的模拟精度[18]。Wang Yongbiao等建立了与实验相结合的合金多相场模型,模拟了材料重铸过程中晶粒的形成过程,验证了相场模型模拟枝晶生长的可靠性[19]。然而,现有研究多聚焦于铝、镍等合金材料的制备凝固过程。通过相场法研究石墨烯对铜钨合金烧蚀过程中枝晶生长的影响,将有助于探究石墨烯增强合金材料性能的内在作用机理。
针对上述问题,本文为探究石墨烯和钨共同作用对合金抗烧蚀性能的影响,分析石墨烯增强材料性能的作用机理,设计并搭建了大电流电弧烧蚀综合实验平台,制备了不同石墨烯和钨含量的铜钨合金材料,通过烧蚀实验分析了合金质量损失和表面形貌特征演变。进一步地,建立了石墨烯改性铜钨合金的改进相场模拟模型,从枝晶生长角度分析了石墨烯对复合材料的微观作用机制,为寻找石墨烯、铜和钨的最佳材料配比以及探究石墨烯增强铜钨合金综合性能机理提供了理论与实验基础。
为研究铜钨合金触头的燃弧特性与烧蚀情况,结合图1a所示的电弧烧蚀平台实验原理,搭建了图1b所示的电弧烧蚀综合实验平台,用于模拟触头开断时产生的大电流工况。该平台由充电装置、储能电容、阻尼电感、气体间隙开关、泄能电阻、实验控制台、烧蚀平台和测量回路组成,其中实验回路为LC振荡回路,通过电容器与电抗器串联,产生符合要求的实验电流。电弧发生平台放置于带观察窗的可拆卸密闭腔体中,可实现不同气氛环境下电弧烧蚀过程的全时段观测。实验所用电极触头拆卸方便,易于多次烧蚀后拆卸触头进行形貌观测。
实验开始前,测试平台的各开关均处于断开状态。实验开始时,闭合充电开关对电容进行充电,待达到实验要求的电压后,通过实验控制台完成触头间的放电操作。操作过程中,储能电容可存储电荷使触头材料两侧电压达到实验所需值,阻尼电感用于限制并联充电过程中因电容器内部短路而产生的冲击电流,气体间隙开关则用于触发回路导通。测量过程中采用的高压探头用于捕捉电弧电压信号;电流互感器(罗氏线圈)可检测电弧电流,其灵敏度为0.02 mV/A,测量量程最大可达300 kA;隔离变压器则用于防止高压回路损坏测量示波器。
图1 铜钨合金触头的电弧烧蚀综合实验平台
Fig.1 Arc erosion comprehensive experimental platform of copper-tungsten alloy contact
传统铜钨合金材料的制备工艺主要有高温液相烧结法、液相火花烧结法和熔渗烧结法等[20],本文综合考虑上述方法的优缺点,选择高温烧结钨骨架的熔渗烧结法制备含有石墨烯的铜钨合金,基于该方法可制备获得含氧量较低、纯度较高、相对密度高、综合性能好的合金材料。同时,本文以国家标准GB/T 8320—2017《铜钨及银钨电触头》中关于铜钨合金电触头的规定为依据[21],在韩智云对石墨烯改性铜钨合金的分子动力学模拟结果的研究基础上[12],参考实际工程中开断大电流的高压断路器常用铜钨触头比例,同时考虑石墨烯对铜钨合金性能的影响[22],制备了石墨烯掺杂质量分数分别为0%、0.05%、0.10%、0.15%的CuW75、CuW80及CuW85合金触头试样,且均设计成直径为30 mm、厚度为15 mm的圆柱形,在后文描述中均以百分数表示掺杂石墨烯的质量分数。实验前宏观触头形貌如图2a所示。由图2a可见,铜钨合金及掺杂石墨烯的复合材料均表现出理想的熔渗效果,材料表面均呈现明显的金属色泽,表明熔渗法制备效果良好。由于掺杂石墨烯会对铜钨合金的微观组织分布产生影响,进而影响材料的抗电弧烧蚀性能[23],因此使用扫描电子显微镜(Scanning Electron Microscope, SEM)观察其表面形貌情况,其中CuW85与CuW85Gr (0.15%)触头材料的原始微观形貌如图2b所示。图2b中,颜色较深部分为Cu相,浅色部分为W相,两种组分分布较为均匀,同时石墨烯均匀地掺杂在组分之间,几乎不存在孔隙、裂纹和凸起等缺陷。由于打磨过程中存在摩擦,触头表面出现部分划痕,但整体表面比较平整,符合实验要求。
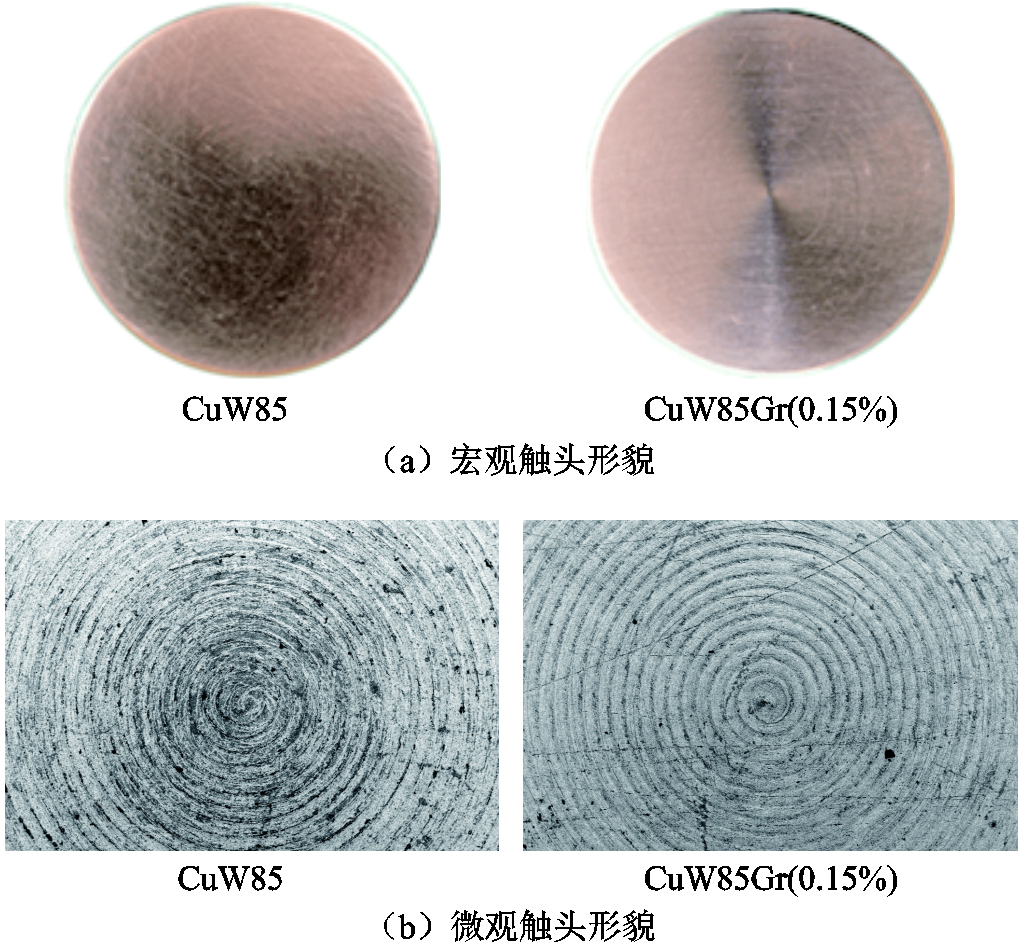
图2 实验前触头形貌
Fig.2 The morphology of the contacts before the experiment
采用示波器记录放电过程中触头间的电流与电压数据,获得典型电压与电流波形如图3所示。由图3可见,实验电流峰值可达52 kA,放电过程持续约0.003 s,满足冲击大电流的实验条件。
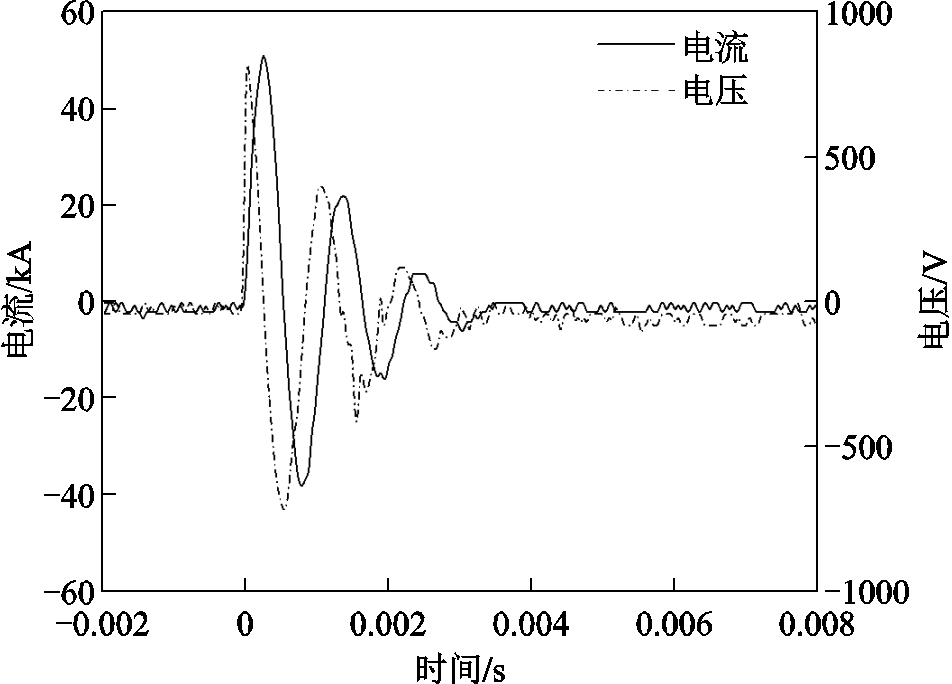
图3 触头材料样品放电的典型电压与电流曲线
Fig.3 Typical voltage and current curves for contact material sample discharges
为分析所搭建电弧发生平台操作过程中触头电弧的演化过程,通过光学纹影法,每间隔0.16 ms拍摄一张电弧发展图像,由此得到铜钨合金触头间击穿放电随时间的演化过程,如图4所示。自控制台发出触发信号使得电路闭合后开始计算,整个烧蚀过程燃弧时间为3.36 ms,包括起弧—燃弧—熄弧全过程。可以看出,电路闭合后触头间出现电弧,且随着电流不断增大,电弧也开始逐渐发展,在0.8 ms时电弧分布范围最广、光强最大。电弧运动过程中,在0.8~1.44 ms时间范围内电弧发展最为剧烈,由于此时触头间电弧进入稳定燃烧状态,因此对应弧柱区域亮度较高;在1.44 ms之后,电弧能量随着电流减小而逐渐降低,电弧向四周扩散直至熄灭。
为对比研究石墨烯对铜钨合金抗烧蚀性能的影响,在相同电流条件下对CuW80和CuW80Gr(0.15%)合金材料的电弧发展过程进行分析,燃弧各阶段触头状态如图5所示。燃弧开始前,两触头材料表面完好,均未出现烧蚀特征;在燃弧起始阶段,可以发现随着电弧发展,触头材料表面逐渐开始出现高能反应和烧蚀特征,并逐渐出现由液滴喷溅产生的亮点,在相同的电弧发展阶段,CuW80材料的液滴喷溅发生更早、烧蚀特征更明显;在燃弧剧烈阶段,石墨烯改性前后的触头材料均显示大量液滴喷溅,但CuW80材料喷溅更多,说明在电弧等离子体的强烈冲击下,未改性触头材料更易熔化并产生液滴;燃弧熄灭后,可以发现两种触头材料表面均存在明显的烧蚀痕迹,但CuW80材料比CuW80Gr(0.15%)合金材料的烧蚀痕迹更深。

图4 电弧随时间演化过程
Fig.4 The evolution of the arc over time
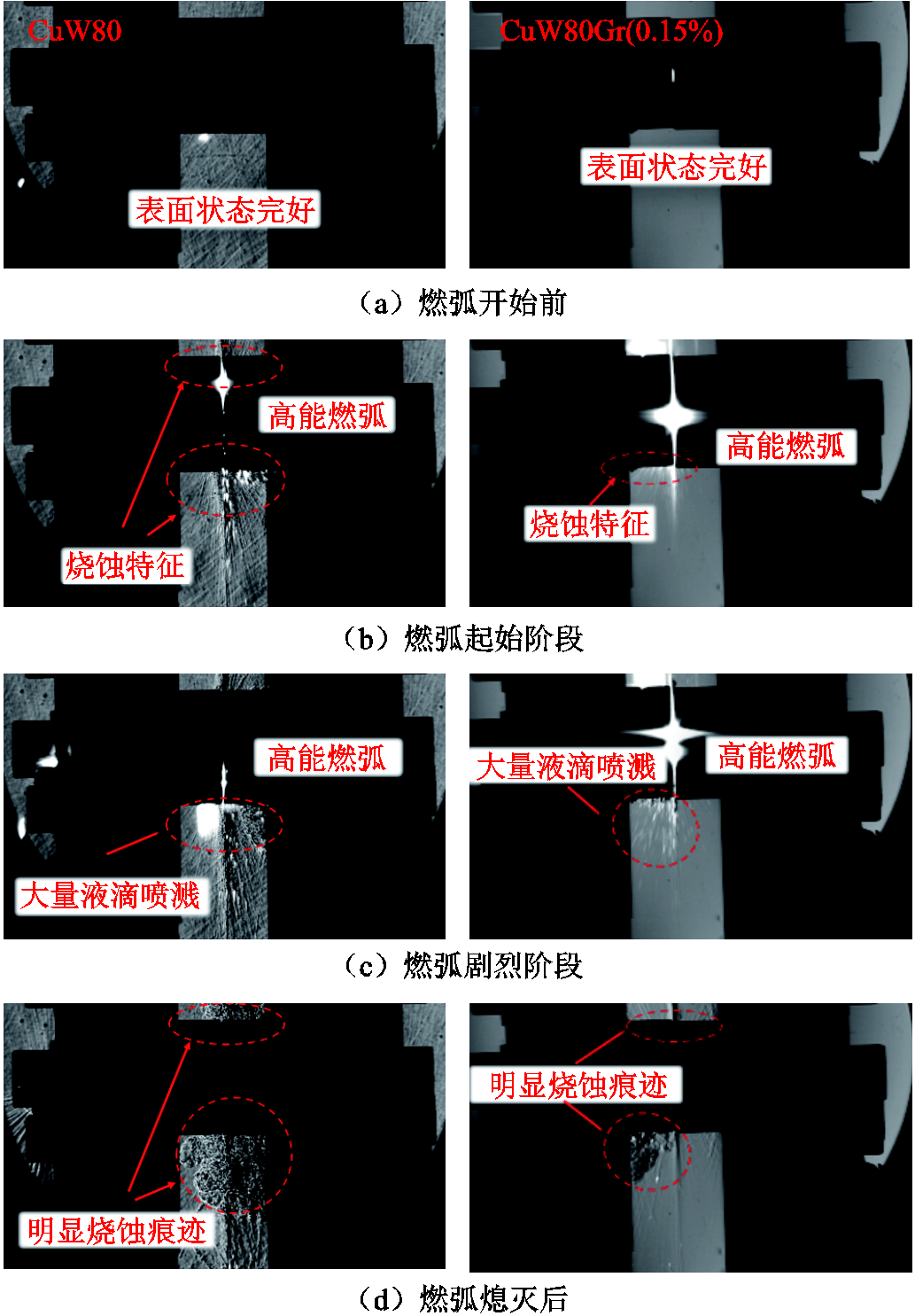
图5 燃弧各阶段触头状态
Fig.5 Contact status at each stage of arcing
为探究不同石墨烯含量对铜钨合金触头材料抗烧蚀性能的影响,设计了不同改性触头的电弧烧蚀实验,即在设定电弧烧蚀测试平台储能电容储存电压为3 kV的条件下,对每组触头重复25次实验。同时,考虑到铜钨合金触头在电弧烧蚀过程中由于高温电弧作用容易发生蒸发喷溅,导致其质量发生改变,因此选用质量损失作为衡量触头抗烧蚀性能的关键因素之一[24]。在各触头烧蚀实验过程中,每5次放电实验后对烧蚀后的阳极和阴极触头进行拆卸,并采用XYSCALE FA1104AI精密电子天平对阴/阳极材料质量进行称量,电子天平最大量程为1 100 g、精度为0.1 mg。以触头阴极与阳极未烧蚀时的初始质量减去每5次烧蚀后所称得的质量,获得阴极与阳极触头质量损失的变化如图6所示,并将每组阴极与阳极质量损失相加,得到触头材料总质量损失如图7所示。针对图6和图7中的结果,当电弧烧蚀次数为5~15次时,复合材料的物理特性仍处于不断变化阶段;当烧蚀次数更多时,材料特性才会趋于平稳,此时其性能更具有代表性[25-26]。因此,认为烧蚀次数为25次时的结果更能反映复合材料的耐电弧烧蚀能力。
图6 不同石墨烯含量下触头材料阴极和阳极质量损失
Fig.6 Mass loss of cathode and anode of the contact material under different graphene contents
图7 不同石墨烯含量下触头材料总质量损失
Fig.7 Total mass loss of contact material under different graphene contents
由图6和图7中结果可知,随着烧蚀次数的增加,铜钨合金试样总质量损失不断增大,损失质量与烧蚀次数呈现良好的线性关系。同时,多次烧蚀后,触头阳极损失质量明显大于阴极损失质量,这是由于放电过程中阴极发出的电子会碰撞阳极表面蒸发的铜蒸气,这些电子可将铜蒸气中的铜原子电离成铜离子和新的电子,同时铜离子在电场作用下不断向阴极移动,最终沉积在阴极表面,从而补偿了一部分阴极的质量损失,因此阳极会比阴极表现出更大的质量损失[27]。此外,掺杂石墨烯后改性触头的质量损失比未改性样品更少,这是因为在电弧作用过程中,最先发生固液相变现象的往往是熔点较低的铜元素,而石墨烯会提升铜的导热能力,能够将热量更快地从材料表面传递到材料内部,从而避免了一部分原子的蒸发喷溅,因此引入石墨烯能够减少电弧烧蚀过程中材料的质量损失情况。此外,在相同钨含量情况下,0.05%~0.15%石墨烯掺杂范围内三种材料均存在质量损失最小值,即随着掺杂量的不断提高,改性合金材料的阳极、阴极和总质量损失均呈现先减小后增大的趋势,其中CuW75和CuW80在掺杂0.05%石墨烯时表现最好,而CuW85在掺杂0.10%石墨烯时表现最好,且三种合金均在掺杂石墨烯含量超过0.10%时出现一定的性能降低,这是因为掺杂含量过大时,石墨烯团聚会阻碍铜的熔渗,导致局部致密度下降,从而影响石墨烯的抗烧蚀提升能力。
为探究钨含量对改性合金抗烧蚀性能的影响,在相同石墨烯掺杂情况下,对不同钨含量的合金烧蚀质量损失进行分析,获得阴极与阳极质量损失测试结果如图8所示,总质量损失如图9所示。由图8和图9中结果可知,在相同石墨烯掺杂比例下,钨含量不同也会改变改性合金材料的抗烧蚀性能。在未掺杂石墨烯时,CuW80材料的阳极、阴极及总质量损失均为最小,这与以往的研究结论相似,即当铜钨合金中钨含量过大、超过一定范围时会造成材料脆性较大,导致其在多次电弧侵蚀作用下更容易出现质量损失。然而,当钨含量小于一定范围时,在相同烧蚀条件下,随着钨含量的增加,触头烧蚀面积逐渐减小,铜钨合金的耐电弧侵蚀能力更强[28-29]。
图8 不同钨含量下触头材料阴极和阳极质量损失
Fig.8 Mass loss of cathode and anode of contact material under different tungsten contents
图9 不同钨含量下触头材料总质量损失
Fig.9 Total mass loss of contact material under different tungsten contents
在低石墨烯掺杂即0.05%质量分数条件下,当钨含量从75%(CuW75)增加至80%(CuW80)时,相比于未改性试样,其总质量损失减少了2.1%,但当钨含量继续增至85%时,总质量损失相较于钨含量为80%(CuW85)时有所增加,达到了2.2%。相比之下,当石墨烯含量为0.10%和0.15%时,改性CuW80的阳极质量损失相比于未改性试样分别减少了9.2%和6.4%,优于CuW75和CuW85,这主要是因为CuW80复合材料阳极喷溅出的液滴数量与质量介于CuW75和CuW85之间,导致其阳极质量损失更少,因此,引入适量石墨烯可增强其导电和导热能力,使其表现出更好的抗烧蚀性能[30]。但在阴极质量损失方面,改性CuW75和CuW85的损失相较于CuW80的损失更少,这是因为前者在电弧烧蚀过程中阳极产生的喷溅液滴更多,放电过程中移动到阴极的液滴更多,进而补偿了一部分阴极的质量损失;而后者则是因为其高钨含量基体促进了与石墨烯的界面反应并加固了钨骨架,从而减少了液滴的产生和喷溅。综合上述研究结果,在石墨烯含量为0.10%时,CuW85总质量损失最低,相对未改性材料降低了19.9%,这是因为掺杂石墨烯会分散在铜钨合金内部,在适量范围内石墨烯的存在会增强CuW85的导电与导热性能,相较于另外两种钨掺杂比例的改性合金,在石墨烯作用下提高钨含量可增强触头的骨架强度,从而减少CuW85的质量损失。
采用本文搭建的电弧发生平台进行操作时,大电流放电过程会导致材料表面蒸发喷溅,在减少合金质量的同时容易导致材料表面产生裂纹、蚀坑与凸起等缺陷。为探究石墨烯改性前后合金质量损失差异的内在原因,本文针对2.3节中性能最好的CuW85与CuW85Gr(0.10%)两种触头材料,在烧蚀实验结束后采用MX50TBD-HK830光学显微镜对材料表面损伤进行形貌分析,其光学放大倍数最高可达1 000倍,可用于观察电弧烧蚀引起的裂纹、蚀坑与凸起等表面缺陷。通过CMOS(complementary metal oxide semiconductor)工业相机输出实时图像,在同一放大倍数下,触头材料烧蚀后的典型形貌结果如图10所示。


图10 电弧烧蚀后CuW85和CuW85Gr(0.10%)样品表面典型形貌图像
Fig.10 Typical surface morphology of CuW85 and CuW85Gr(0.10%) samples after arc ablation
由图10中结果可知,两种试样表面都存在烧蚀坑、裂纹和液滴等劣化因子,其中材料喷溅而出的液滴形貌较为明显,这是由于巨大的电动力和高温使得铜组分瞬间液化成液滴状,随后逐渐发生凝固。其中未改性CuW85触头材料表面劣化更为严重,铜液滴呈密集团簇状分布,裂纹网络纵横交错并伴随大面积层状剥落,烧蚀边缘可见密集孔洞结构,显示出材料在反复电弧作用下发生了剧烈的熔融—凝固循环。相比之下,CuW85Gr(0.10%)触头材料表面形貌则有显著改善,表面铜液滴数量减少且分布均匀,裂纹网络明显稀疏,层状剥离现象也得到了有效的抑制,这些差异主要源于石墨烯在材料界面处的独特作用,其三维网络结构不仅可以增强界面结合强度,更能通过抑制铜原子的迁移而阻碍熔池中铜组分在局部富集,同时通过提升材料的热传导效率,促进了电弧能量的耗散。在动态烧蚀过程中,CuW85Gr(0.10%)触头材料表现出更稳定的结构,有效地缓解了热应力集中,改变了裂纹扩展路径,因此石墨烯的加入可显著提高材料的抗烧蚀性能。
进一步地,采用扫描电子显微镜对烧蚀试样的表面微观形貌进行观测,结果如图11所示。可以发现,CuW85和CuW85Gr(0.10%)样品表面均出现了较多裂纹。烧蚀后合金裂纹大致分为宏观、微观和热应力裂纹三种,其中宏观裂纹呈网状分布,裂纹开口程度不一且时断时续。与CuW85样品相比,CuW85Gr(0.10%)样品表面裂纹更少且较浅,多为细长形状,对材料性能的影响相对较小。

图11 电弧烧蚀后CuW85和CuW85Gr(0.10%)试样表面的SEM图像
Fig.11 SEM images of CuW85 and CuW85Gr(0.10%) samples after arc ablation
此外,样品烧蚀后`也出现较多的孔洞状形貌,可分为气孔以及除气孔外的表面孔洞和内部孔洞三个类型。表面孔洞区别于内部气孔,具有易观察、不相连和边缘更加粗糙等特征,两者的共同点是形状不规则且伴随着局部熔化,对材料结构具有较大的影响。气孔主要是由铜钨合金烧蚀过程中气体逸出或气体滞留导致的,在图11中,CuW85样品烧蚀后产生的孔洞相较于改性合金更大且较多,因此其质量损失也更加严重。多次烧蚀实验后,CuW85合金样品表面有更多物质析出,呈颗粒状、条状分布,这些物质大多是铜相析出。由更大尺度的SEM扫描电镜结果可知,CuW85样品烧蚀凝固产生的液滴更多,这是因为石墨烯的加入会阻碍烧蚀后铜溶质的扩散,使得铜钨合金复合材料在电弧烧蚀后元素偏析程度更轻,进而减少了电弧烧蚀过程中的液滴飞溅,阻止了铜钨合金复合材料性能更深层次的劣化。
为分析电弧烧蚀过程中喷溅物的成分,对烧蚀前后CuW85Gr(0.10%)触头材料的表面成分进行能谱仪(Energy Dispersive Spectrometer, EDS)面扫能谱分析,结果如图12所示。
由图12a和图12b中的元素分布可以判断各元素的分布区域,同时在图12c和图12d的元素分析谱图中可以通过峰的位置和高度判断元素含量。由上述研究结果可知,相比于未烧蚀材料,烧蚀后材料表面铜元素在分析谱图中峰值变高,意味着表面铜元素含量更高,同时在元素分布图中出现了大量氧元素,这是由于烧蚀过程中铜元素大量析出,并且在电弧烧蚀所产生的大量热量作用下,与空气中的氧元素发生化学反应形成氧化物。少量氧化物零散分布在裂纹和孔洞区域,与前文SEM图像相对应;大量氧化物则在无裂纹区域更为聚集,呈现液滴密集团簇状分布,因此烧蚀后材料喷溅物的主要成分为各组分在电弧烧蚀过程中与氧元素结合所产生的氧化物。

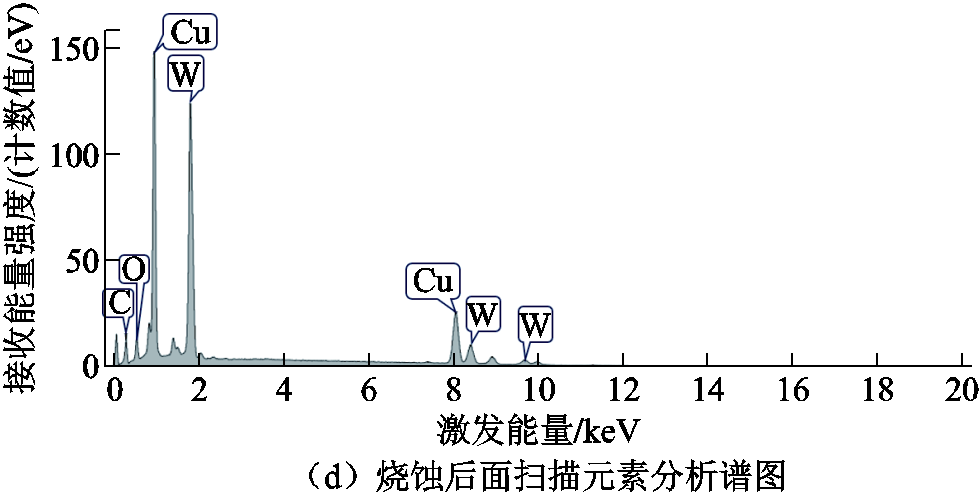
图12 电弧烧蚀前后CuW85Gr(0.10%)样品表面的EDS能谱图
Fig.12 EDS spectra on CuW85Gr(0.10%) samples before and after ablation
为研究石墨烯增强铜钨合金抗烧蚀性能的作用机理,对改性前后的合金材料进行相场模拟。由于本文主要通过球磨法将片状石墨烯引入铜钨合金基体,因此所选石墨烯是由碳原子组成的二维蜂窝状晶体,化学稳定性高。考虑到铜钨合金中Cu相与W相之间几乎不发生化合反应,同时石墨烯与Cu、W的键合方式差异显著,几乎不会形成固溶体,因此可以将整体材料近似为稀二元合金。在二元稀合金体系中,各溶质间相互作用可忽略不计[17]。为了更加准确地模拟复合材料凝固时的枝晶生长情况,以石墨烯为增强相建立新的相场模型,具体如下所示。
初始二元合金相场控制方程为
 (1)
(1)
式中,φ为非守恒序参量,表征枝晶的相态,其在固相和液相中分别取+1和-1,并在固液界面处平滑过渡,取值在(-1, +1)之间;t为时间变量;c为守恒序参量,即溶质浓度;Mφ(φ,c)为二元合金相场动力学系数;F为二元合金系统的总自由能函数; 代表变量的微小增量。
代表变量的微小增量。
溶质场控制方程为
 (2)
(2)
式中,Mc(φ, c)为合金溶质扩散相场参数。
假设石墨烯均匀分散于铜钨合金复合材料基体中,体积分数为FGr,修正后相场模型中的溶质扩散系数为
 (3)
(3)
式中, 和D分别为有无石墨烯添加时铜钨合金的扩散系数;m为几何阻碍因子;n为经验指数,用于反映渗流阈值效应[31-32]。
和D分别为有无石墨烯添加时铜钨合金的扩散系数;m为几何阻碍因子;n为经验指数,用于反映渗流阈值效应[31-32]。
石墨烯的添加主要影响铜钨合金复合材料的溶质扩散情况,因此需要对相场模型中的溶质场控制方程进行修正,将修正后的溶质扩散系数代入溶质场控制方程,得到修正后的方程为
 (4)
(4)
式中, 为关于非守恒序参量j的函数;u为无量纲变量;k为溶质分配系数;W为界面厚度;c0 l为无穷远处溶质浓度。
为关于非守恒序参量j的函数;u为无量纲变量;k为溶质分配系数;W为界面厚度;c0 l为无穷远处溶质浓度。
本文中,由于石墨烯为片状结构,且分散于铜钨合金基体材料中,其对Cu和W扩散的阻碍效应明显,因此几何阻碍因子m通常设为1~3。考虑到经验指数n和渗流阈值效应有关,为体现复合材料溶质扩散通道的非线性特性,经验指数n通常设为1~2,具体取值与石墨烯含量有关[33]。
为探究不同石墨烯掺杂和钨含量对铜钨合金枝晶生长的影响机理,选择CuW80、CuW85、CuW80Gr(0.10%)和CuW85Gr(0.10%)合金为相场模型的基体材料。设置模拟参数无量纲过冷度D为0.45,各向异性系数e为0.03。在溶质场演变过程模拟中,主要考虑石墨烯对铜钨合金溶质场的影响作用。首先,为验证模拟结果的准确性,将CuW80合金枝晶生长图与实验结果相比较,如图13所示。由烧蚀实验后CuW80合金试样边缘形貌测试结果可知,材料表面存在局部熔化现象,并出现柱状晶形貌,同时两个枝干间的组织并不光滑,存在不同方向的侧枝,这对应仿真模拟结果中主枝晶臂之间的溶质富集处,因此实验测试图像中裂纹生长方向与模拟结果中枝晶生长方向较为一致,验证了模拟结果的可靠性。
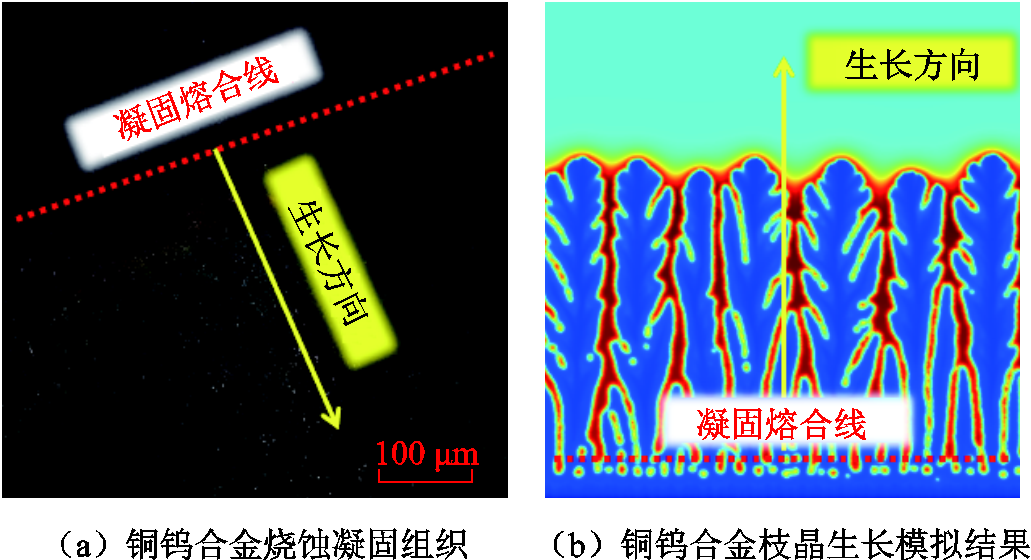
图13 铜钨合金烧蚀凝固组织与模拟结果
Fig.13 Ablative solidification structure and simulation results of copper-tungsten alloy
进一步地,对石墨烯改性前后铜钨合金的溶质分布结果进行了对比,如图14所示。图中,归一化溶质浓度为实际溶质浓度与远离溶质扩散区域、浓度不受局部扩散影响的本体浓度的比值。由图14可知,整体枝晶形貌呈柱状晶形式,在图14a和图14c中,CuW80与CuW85材料枝晶尖端出现明显的溶质浓度峰值,溶质扩散范围缩小,枝晶尖端处溶质富集现象明显。相比之下,图14b和图14d中CuW80Gr(0.10%)与CuW85Gr(0.10%)材料枝晶尖端固液界面处的溶质浓度梯度较为平缓,枝晶尖端固液界面处溶质富集相对不明显,在熔体流动过程中溶质的扩散会受到石墨烯的影响而变慢。此外,对比发现改性后铜钨合金的枝晶侧枝明显少于未改性材料,主枝晶和侧枝枝晶数目适中,形成了更加均匀的组织结构,这主要是由于石墨烯复合材料凝固过程中溶质再分配受限以及局部过冷度降低。因此,在其他参数固定的前提下,石墨烯的加入会通过抑制溶质扩散而影响枝晶演化。在相同石墨烯含量下,钨含量的不同也会影响枝晶变化,在未掺杂石墨烯时,CuW85的枝晶生长比CuW80更快且侧枝更多,外在表现为表面裂纹更多、质量损失更大;在掺杂0.10%石墨烯后,CuW85枝晶生长比CuW80更慢且侧枝更少,这说明石墨烯的加入对高钨合金的增强效果更明显,使CuW85材料表现出更好的性能,与前文实验结果一致。

图14 CuW80、CuW80Gr(0.10%)、CuW85与CuW85Gr(0.10%)溶质分布对比
Fig.14 Comparison of solute distributions with CuW80, CuW80Gr(0.10%), CuW85 and CuW85Gr(0.10%)
为探究石墨烯对铜钨合金枝晶演化的影响,对四种材料的初始枝晶溶质分布进行对比,如图15所示。图中,水平位置Δx为沿水平方向的空间位置坐标,是基于模拟网格尺寸定义的无量纲长度单位。
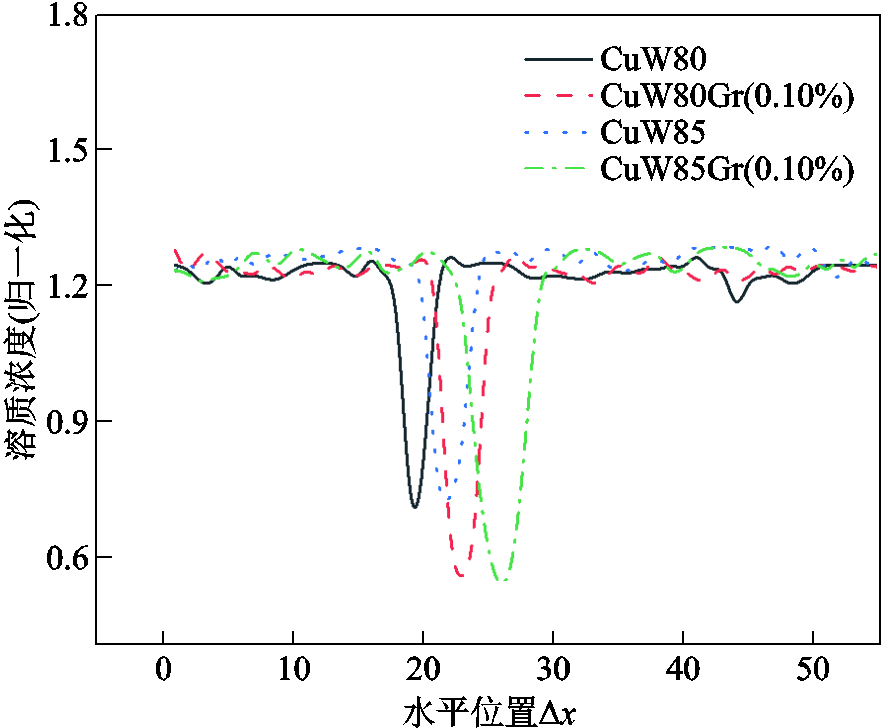
图15 CuW80、CuW80Gr(0.10%)、CuW85与CuW85Gr(0.10%)初始枝晶溶质分布对比
Fig.15 Comparison of initial dendrite solute distributions with CuW80, CuW80Gr(0.10%), CuW85 and CuW85Gr(0.10%)
可以发现,相同水平位置处每种材料的溶质浓度变化不同,石墨烯改性材料枝晶尖端浓度差比未改性材料更大,且出现位置也不同。由于浓度差体现了溶质扩散速度的快慢,并会影响其枝晶生长的数目及速度,因此CuW85Gr(0.10%)改性材料的枝晶尖端浓度差最大,其初生枝晶数目适中且少于其余三种材料,有利于枝晶形成更加均匀致密的结构。
本文结合石墨烯改性铜钨合金触头的燃弧烧蚀实验与改性相场模型仿真,分析了石墨烯对铜钨合金材料抗烧蚀性能的增强机理,得到以下结论:
1)石墨烯和钨含量共同影响改性合金的抗电弧烧蚀性能。在由纹影法拍摄的电弧侵蚀过程中,石墨烯改性铜钨合金材料出现的液滴喷溅更少。同时,随着石墨烯含量的增加,改性材料质量损失表现出先减小后增大的趋势。考虑钨含量的影响后,对比不同改性材料的质量损失发现,掺杂石墨烯质量分数为0.10%的CuW85合金性能最优,其总质量损失相对未改性材料降低19.9%。而进一步提高石墨烯质量分数会导致团聚问题,改变钨含量则会影响复合材料骨架强度,导致改性材料性能有所下降。
2)引入石墨烯从微观尺度上可以减少燃弧冲击对铜钨合金触头的侵蚀特征。结合燃弧烧蚀后合金触头的表面形貌情况,通过光学显微镜测试发现石墨烯改性材料表面出现的裂缝更少且更浅,而扫描电子显微镜下改性触头烧蚀后的孔洞更小、氧化物析出和液滴喷溅更少,从而抑制了触头烧蚀损伤问题。
3)石墨烯通过阻碍溶质扩散,促使枝晶结构均匀致密,进而增强了改性合金的抗烧蚀性能。在联合测试结果验证改进相场模型的基础上,通过仿真计算指出加入石墨烯可以使枝晶均匀致密、烧蚀后材料表面溶质偏析程度降低,从而抑制了表面裂纹扩展。
本文可为研究石墨烯增强改性合金作用机理提供理论依据,为后续进一步研究高性能断路器触头材料奠定基础。
参考文献
[1] 李庆民, 于万水, 赵继尧. 支撑“双碳”目标的风光发电装备安全运行关键技术[J]. 高电压技术, 2021, 47(9): 3047-3060. Li Qingmin, Yu Wanshui, Zhao Jiyao. Key tech-nologies for the safe operation of wind and solar power generation equipment in support of the “peak CO2 emissions and carbon neutrality” policy[J]. High Voltage Engineering, 2021, 47(9): 3047-3060.
[2] 李静, 易晨曦, 彭世东, 等. 高海拔环境下大容量直流空气断路器灭弧性能研究[J]. 电工技术学报, 2024, 39(3): 863-874. Li Jing, Yi Chenxi, Peng Shidong, et al. Study on interrupting characteristics of large capacity DC air circuit breaker at high altitude[J]. Transactions of China Electrotechnical Society, 2024, 39(3): 863-874.
[3] 原浠超. 特高压工程用电容器组断路器弧触头材料关合侵蚀研究[D]. 武汉: 华中科技大学, 2015. Yuan Xichao. Research on making erosion of arcing contacts material used for circuit breaker of capacitor banks switching in UHVAC engineering projects[D]. Wuhan: Huazhong University of Science and Technology, 2015.
[4] 李静, 郭沛鑫, 彭世东, 等. 基于改进结构的自激式直流空气断路器小电流开断能力提升方法[J]. 电工技术学报, 2024, 39(22): 7278-7290. Li Jing, Guo Peixin, Peng Shidong, et al. Enhance small current breaking performance of self-excited DC air circuit breaker based on an improved structure[J]. Transactions of China Electrotechnical Society, 2024, 39(22): 7278-7290.
[5] 温磊. CuW弧触头的累积破坏模拟及寿命评估[D]. 西安: 西安工程大学, 2023. Wen Lei. Cumulative damage and life assessment of CuW arc contacts[D]. Xi’an: Xi’an Polytechnic University, 2023.
[6] 陈邦发, 何子兰, 代苑楠, 等. SF6断路器弧触头关合侵蚀特性研究[J]. 高压电器, 2024, 60(12): 57-65. Chen Bangfa, He Zilan, Dai Yuannan, et al. Study on corrosion characteristics of arc contact of SF6 circuit breaker in switching operation[J]. High Voltage Apparatus, 2024, 60(12): 57-65.
[7] Ji Xiulin, Ji Cuicui, Cheng Jiangbo, et al. Erosive wear resistance evaluation with the hardness after strain-hardening and its application for a high-entropy alloy[J]. Wear, 2018, 398: 178-182.
[8] Lee Changgu, Wei Xiaoding, Kysar J W, et al. Measurement of the elastic properties and intrinsic strength of monolayer graphene[J]. Science, 2008, 321(5887): 385-388.
[9] Dong Longlong, Chen Wenge, Zheng Chenghao, et al. Microstructure and properties characterization of tungsten-copper composite materials doped with graphene[J]. Journal of Alloys and Compounds, 2017, 695: 1637-1646.
[10] 张新峰. 石墨烯对铜钨合金组织和性能的影响[D]. 西安: 西安理工大学, 2020. Zhang Xinfeng. Effect of graphene on microstructure and properties of copper-tungsten alloy[D]. Xi’an: Xi’an University of Technology, 2020.
[11] 张璐. 石墨烯改性CuW80触头材料制备及组织性能研究[D]. 哈尔滨: 哈尔滨工业大学, 2018. Zhang Lu. Study on preparation, microstructure and performance of graphene modified CuW80 alloy as contact materials[D]. Harbin: Harbin Institute of Technology, 2018.
[12] 韩智云. 石墨烯增强改性的铜钨合金触头电弧烧蚀微观机制与评估方法[D]. 北京: 华北电力大学, 2024. Han Zhiyun. Microscopic mechanism and evaluation method of arc erosion of graphene enhanced modified copper-tungsten alloy contacts[D]. Beijing: North China Electric Power University, 2024.
[13] 吴佳玮, 韩若愚, 丁卫东, 等. 长寿命铜钨合金气体开关电极的烧蚀形貌[J]. 中国电机工程学报, 2017, 37(8): 2465-2479. Wu Jiawei, Han Ruoyu, Ding Weidong, et al. Surface morphology of Cu-W alloy electrodes in a long lifetime gas spark switch[J]. Proceedings of the CSEE, 2017, 37(8): 2465-2479.
[14] 李辰辉, 褚继峰, 龙潇, 等. 基于弧触头接触振动特征分析的高压SF6断路器电寿命在线监测方法[J]. 电工技术学报, 2024, 39(15): 4883-4895. Li Chenhui, Chu Jifeng, Long Xiao, et al. Online monitoring method of electrical life of high voltage SF6 circuit breaker based on analysis of arcing contact vibration characteristics[J]. Transactions of China Electrotechnical Society, 2024, 39(15): 4883-4895.
[15] Joel Heang Kuan Tan, Sing S L, Yeong W Y. Microstructure modelling for metallic additive manufacturing: a review[J]. Virtual and Physical Prototyping, 2020, 15(1): 87-105.
[16] 崔建, 张国钢, 陈允, 等. 特高压GIS隔离开关切合短母线过程中对地二次击穿机理仿真研究[J]. 电工技术学报, 2024, 39(19): 6201-6214. Cui Jian, Zhang Guogang, Chen Yun, et al. Simulation study on mechanism of secondary breakdown to encloser in the process of closing short bus-bar in UHV GIS disconnector switch[J]. Transactions of China Electrotechnical Society, 2024, 39(19): 6201- 6214.
[17] Karma A. Phase-field formulation for quantitative modeling of alloy solidification[J]. Physical Review Letters, 2001, 87(11): 115701.
[18] Sun Weizhao, Yan Rui, Zhang Yizhong, et al. GPU- accelerated three-dimensional large-scale simulation of dendrite growth for Ti6Al4V alloy based on multi- component phase-field model[J]. Computational Materials Science, 2019, 160: 149-158.
[19] Wang Yongbiao, Wei Mingguang, Liu Xintian, et al. Phase-field study of the effects of the multi- controlling parameters on columnar dendrite during directional solidification in hexagonal materials[J]. The European Physical Journal E, 2020, 43(7): 41.
[20] 丁一, 周明瑜, 徐若愚, 等. 高强高导石墨烯增强铜钨电触头材料研究进展[J]. 功能材料, 2022, 53(7): 7069-7076, 7119. Ding Yi, Zhou Mingyu, Xu Ruoyu, et al. Research progress of high strength and high conductivity graphene reinforced copper-tungsten contact materials [J]. Journal of Functional Materials, 2022, 53(7): 7069-7076, 7119.
[21] 国家质量监督检验检疫总局, 中国国家标准化管理委员会. 铜钨及银钨电触头: GB/T 8320—2017[S]. 北京: 中国标准出版社, 2018.
[22] 陈俏. W(WC)复合晶粒的原位合成及75W-25Cu复合材料的浸渗制备工艺研究[D]. 赣州: 江西理工大学, 2021. Chen Qiao. In-situ synthesis of W(WC) composite grain and study oninfiltration preparation technology of 75W-25Cu composite[D]. Ganzhou: Jiangxi University of Science and Technology, 2021.
[23] 韩智云, 任瀚文, 王梦溪, 等. 石墨烯增强铜钨合金触头耐磨损性能的分子模拟[J]. 中国电机工程学报, 2023, 43(10): 4022-4034. Han Zhiyun, Ren Hanwen, Wang Mengxi, et al. Molecular simulation of anti-abrasion property of graphene-reinforced copper-tungsten alloy contacts [J]. Proceedings of the CSEE, 2023, 43(10): 4022-4034.
[24] 董冰冰, 陈子建. 配电网用气体间隙开关触发腔性能劣化进程及剩余寿命预测方法[J]. 电工技术学报, 2024, 39(13): 4127-4138. Dong Bingbing, Chen Zijian. Performance degradation and remaining trigger lifetime prediction of gas gap switch’ trigger cavity for distribution network[J]. Transactions of China Electrotechnical Society, 2024, 39(13): 4127-4138.
[25] 倪子枫. W-Cu复合电接触材料电弧烧蚀性能研究[D]. 合肥: 合肥工业大学, 2021. Ni Zifeng. Study on arc ablation properties of W-Cu composite electric contact materials[D]. Hefei: Hefei University of Technology, 2021.
[26] 石磊, 董博, 尹洪泉, 等. 电弧烧蚀对高压电器用铜钨合金组织和性能的影响[J]. 铸造技术, 2018, 39(8): 1850-1852. Shi Lei, Dong Bo, Yin Hongquan, et al. Effects of arc ablation on microstructure and properties of CuW alloy for high voltage electrical apparatus[J]. Foundry Technology, 2018, 39(8): 1850-1852.
[27] 张在秦, 刘志远, 王闯, 等. 大电流真空电弧中阳极熔化过程的实验与仿真研究[J]. 电工技术学报, 2024, 39(7): 2143-2152, 2160. Zhang Zaiqin, Liu Zhiyuan, Wang Chuang, et al. Experimental and numerical study on anode melting in high current vacuum arcs[J]. Transactions of China Electrotechnical Society, 2024, 39(7): 2143-2152, 2160.
[28] 王颜明, 张然. 高压电器开关触头铜钨合金电弧侵蚀试验研究[J]. 铸造技术, 2018, 39(10): 2217-2219. Wang Yanming, Zhang Ran. Experimental study on arc erosion of Cu-W alloy for high voltage electrical switch contact[J]. Foundry Technology, 2018, 39(10): 2217-2219.
[29] Duan Junbiao, Guo Xiuhua, Huang Tao, et al. Arc ablation resistance behavior of Cu-W alloys with different W contents under atmospheric environment [J]. Materials Today Communications, 2023, 34: 105173.
[30] 王彦龙, 杨晓红. 钨骨架的电弧侵蚀及弯曲特性分析[J]. 热加工工艺, 2017, 46(12): 89-91. Wang Yanlong, Yang Xiaohong. Analysis on arc erosion and flexural performance of tungsten skeleton [J]. Hot Working Technology, 2017, 46(12): 89-91.
[31] Cui Run, Han Yu, Zhu Zhixiang, et al. Investigation of the structure and properties of electrodeposited Cu/ graphene composite coatings for the electrical contact materials of an ultrahigh voltage circuit breaker[J]. Journal of Alloys and Compounds, 2019, 777: 1159-1167.
[32] Hodas M, Siffalovic P, Jergel M, et al. Kinetics of copper growth on graphene revealed by time-resolved small-angle X-ray scattering[J]. Physical Review B, 2017, 95(3): 035424.
[33] 王梦溪. 石墨烯增强铜基电触头的导热-力学特性与优化设计方法[D]. 北京: 华北电力大学, 2024. Wang Mengxi. Thermal-mechanical properties of graphene-reinforced copper-based electrical contacts and optimized design approach[D]. Beijing: North China Electric Power University, 2024.
Abstract Graphene is widely used as a reinforcing phase to improve the comprehensive properties of metal materials due to its excellent properties. Most of the existing studies discuss the strengthening effect of graphene on the copper-tungsten alloy contact materials from the perspective of the content of a single component. There is still a lack of research on the ablation resistance of copper-tungsten alloy composites under the combined influence of the graphene content and the tungsten content. Moreover, the internal action mechanism of graphene in enhancing the comprehensive properties of alloy materials is not clear. In this paper, a large current generation platform is built to simulate the current interrupted during the actual breaking process of the contact. The ablation characteristics of the contact materials after arc ablation are analyzed, and the phase field method is used to simulate the dendritic growth process during the ablation of the contact materials to explore the strengthening mechanism of graphene on copper-tungsten contacts.
Firstly, using the infiltration sintering method with a high-temperature sintered tungsten skeleton, CuW75, CuW80, and CuW85 alloy contact samples doped with 0%, 0.05%, 0.10%, and 0.15% graphene by mass were prepared. Each group of contact materials is subjected to a large current ablation experiment with a peak impact current of 52 kA for 25 times. Then, the optical schlieren method is used to observe the arcing process, and after the ablation experiment, a precision electronic balance is used to weigh the mass of the contact materials, and the mass loss is used to characterize the ablation resistance of the contact materials. Subsequently, an optical microscope and an electron microscope are used to observe the surface of the composite materials after ablation, and EDS energy spectrum analysis is carried out on the surface of the contact before and after ablation to explore the influence of the addition of graphene on the arc erosion characteristics of the copper-tungsten alloy at the microscale. Finally, a model of graphene-modified copper-tungsten alloy is established by the phase field method, and the dendritic growth process of the composite materials during the ablation process is simulated to explore the action mechanism of the addition of graphene and the tungsten content on the ablation resistance of the copper-tungsten alloy.
The experimental results show that the copper-tungsten alloy doped with graphene exhibits better ablation resistance. The doping of graphene can reduce the droplet sputtering amount of the contact materials during the arcing process, thereby reducing the mass loss of the copper-tungsten alloy composites. CuW75 and CuW80 perform best when doped with 0.05% graphene, while CuW85 performs best when doped with 0.10% graphene. Under the combined action of the graphene content and the tungsten content, the CuW85 alloy doped with 0.10% mass fraction of graphene has the least mass loss; at the microscale, the modified materials have fewer ablation characteristics on the surface compared with the unmodified materials after arc ablation, and the surface of the ablated materials contains more oxides; in the phase field simulation, both the graphene content and the tungsten content can inhibit the solute diffusion during dendritic growth, thus affecting the dendritic growth process of the alloy materials.
In summary, the experimental analysis leads to the following conclusions: (1) Both the graphene and the tungsten content jointly affect the arc ablation resistance of the modified alloy. With the increase of the graphene content, the mass loss of the modified materials shows a trend of first decreasing and then increasing. Among them, the CuW85 alloy doped with 0.10% mass fraction of graphene has the best performance, and its total mass loss is reduced by 19.9% compared with the unmodified materials. (2) The introduction of graphene can reduce the erosion characteristics of the copper-tungsten alloy contacts caused by the arcing impact at the microscale, thereby inhibiting the ablation damage of the contacts. (3) Graphene can enhance the ablation resistance of the modified alloy by hindering the solute diffusion and promoting the uniform and dense dendritic structure. The simulation calculation indicates that the addition of graphene can make the dendrites uniform and dense and reduce the degree of solute segregation on the surface of the ablated materials, thus inhibiting the expansion of surface cracks.
keywords:Circuit breaker contacts, graphene, phase field simulation, arc burning
DOI: 10.19595/j.cnki.1000-6753.tces.250508
中图分类号:TM561
国家自然科学基金(52207153)和北京市自然科学基金(3242024, L241043)资助项目。
收稿日期 2025-03-28
改稿日期 2025-04-28
任瀚文 男,1994年生,副教授,硕士生导师,研究方向为高电压与绝缘技术。E-mail:rhwncepu@ncepu.edu.cn(通信作者)
杨亚腾 男,2002年生,硕士研究生,研究方向为断路器高性能触头材料设计。E-mail:yangyateng2002@163.com
(编辑 李 冰)