图1 电磁脉冲焊接原理[20]
Fig.1 Electromagnetic pulse welding principle[20]
摘要 电磁脉冲焊接是脉冲功率技术在材料加工领域中的重要应用之一,其通过高压储能电容快速释放能量,形成强脉冲磁场与电磁力,驱动金属材料以一定角度高速碰撞,实现冶金结合。通过优化电磁力场,可有效地调控电磁脉冲焊接过程中的碰撞速度和角度,形成更大面积的冶金结合区域,提高焊接质量。该文在简述电磁脉冲焊接技术原理的基础上,根据电磁力场优化的具体实现方式与焊接对象的区别,将电磁力场优化方式划分为三类:脉冲放电设备优化、板状工件驱动器优化和管状工件驱动器优化。针对每类优化方式,深入讨论了其优化原理、关键技术及应用案例,系统地梳理了当前电磁脉冲焊接的研究进展与现状。最后分析了当前电磁力场优化方式面临的主要问题,并展望了其未来发展方向,可从提高脉冲放电设备能量、研制新型驱动器及探索驱动器的组合使用三个方面进一步优化电磁力场,推进电磁脉冲焊接技术的工业化应用。
关键词:电磁脉冲焊接 脉冲功率技术 电磁力场优化 碰撞速度 碰撞角度
电磁脉冲焊接是脉冲功率技术在材料加工领域中的重要应用之一[1]。该技术通过高压储能电容放电产生脉冲电流,电流流经线圈形成脉冲磁场,焊接金属在脉冲磁场中产生感应涡流,感应涡流与脉冲磁场共同作用形成电磁力,驱动焊接金属加速冲向被焊接金属,使两种金属在一定碰撞速度和角度下发生猛烈撞击,实现冶金结合。由于电磁脉冲焊接通过电磁力驱动金属间的高速碰撞实现可靠连接,无需外部热源输入[2-3],且焊接所需时间极短(通常不超过100 μs),没有显著的温升和热影响区,可有效地抑制甚至避免脆性金属间化合物(Intermetallic Compounds, IMCs)的生成,从而提高了焊接接头的力学性能和电气性能[4-6]。因此,相较于现有焊接技术(熔焊、电阻焊、搅拌摩擦焊、激光焊等),电磁脉冲焊接技术在异种金属连接领域具有一定优势,已被应用于多类异种金属的连接,如铝-黄铜、铜-钢、钛-不锈钢、铝-铜及铝-镁等[7],在新能源汽车、航空航天、核工业、电子信息等领域具有广阔的应用前景[8-10]。
然而,电磁脉冲焊接金属仅适用于高导电性、易变形的金属工件,且目前焊痕面积较小,未能在工业上大规模应用。因此,国内外学者试图通过电磁力场的优化扩大适用范围、增大焊痕面积、提高焊接质量,从而推动电磁脉冲焊接在工业中的广泛应用。M. Hahn等[11]提出优化焊接线圈形状以增大电磁力,扩大焊接面积的方法。Lin Sen等[12]进一步优化了线圈结构,发现优化后的线圈能够产生幅值更高且分布更均匀的电磁力,焊接面积提升了92.16%。Yu Haiping等[13]则针对厚板难变形的特点,改变了线圈拓扑结构,产生幅值更大的电磁力,实现了难变形板件的焊接。此外,M. Ayaz等[14]研究表明,电磁力的产生与焊接金属电导率密切相关,电导率越高的金属材料形成的电磁力越大。因此,Wang Chenguang等[15]研究了Al/Cu(Al为飞板)和Cu/Al(Cu为飞板)焊接时飞板上的电磁力,结果表明在相同放电能量下,Cu飞板的涡流密度和电磁力远大于Al飞板。Li Fenqiang等[16]则针对弱导电性钛金属板无法形成较大电磁力的问题,提出了使高电导率铝板形成较大电磁力,驱动弱导电性金属板发生变形的方法。
上述研究从电磁力的产生和优化方面扩大了电磁脉冲焊接技术的应用范围。由电磁脉冲焊接的原理可知,其驱动力来源于金属感应涡流与脉冲磁场共同作用形成的电磁力。因此,通过调整电磁参数精确地控制能量输入,可控制电磁力大小;也可通过优化驱动器的结构和参数以改善电磁力场的分布[17-19],进而调控焊接接头的力学性能和电气性能。基于此思路,本文首先阐述了电磁脉冲焊接的基本原理,指出接头性能取决于碰撞速度和角度,而电磁力场决定了碰撞速度和角度;其次,根据电磁力场优化具体实现方式与工件结构的差异,将电磁力场优化方式划分为:脉冲放电设备优化、板状工件驱动器优化以及管状工件驱动器优化三大类,重点分析各类电磁力场优化方式的实施原理、关键技术和应用案例等,并总结其研究动态;最后,在现有电磁脉冲焊接技术电磁力场优化方法的基础上,归纳了亟待解决的问题,并展望了电磁力场优化未来的发展方向。
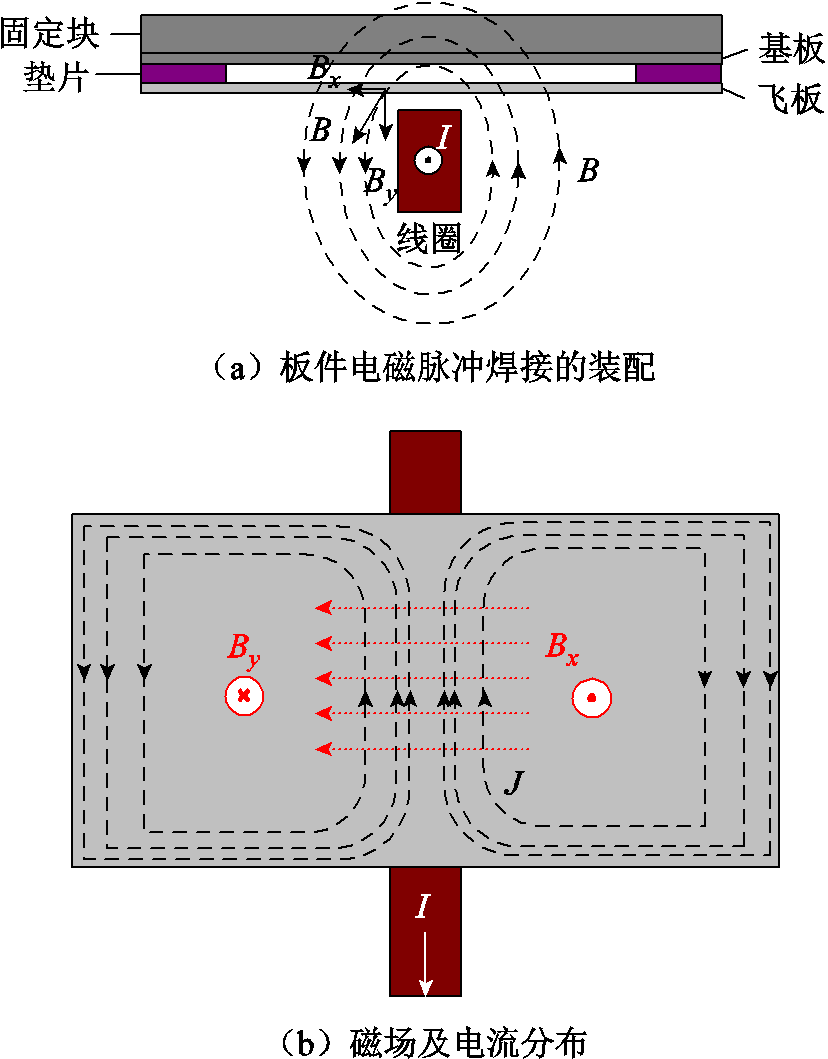
根据设备和金属工件结构的差异,电磁脉冲焊接可分为板件焊接和管件焊接。以板件为例,其电磁脉冲焊接原理如图1所示[20-21]。飞板(焊接金属)和基板(被焊接金属)按图1a装配,当焊接设备中的储能电容放电时,脉冲电流流经线圈产生脉冲磁场,磁场及电流分布如图1b所示。飞板产生的感应涡流与脉冲磁场共同作用形成电磁力,在该电磁力驱使下,飞板向基板加速运动并与之猛烈碰撞,工件接触界面产生塑性流动,形成冶金结合。
图1 电磁脉冲焊接原理[20]
Fig.1 Electromagnetic pulse welding principle[20]
焊接前,将储能电容C充电至预设电压U,此时,电容存储的能量W为
 (1)
(1)
充电结束后,放电开关导通,储能电容对线圈放电,产生振荡衰减的脉冲电流,典型的脉冲电流波形如图2所示。电磁脉冲焊接通常发生在第一个1/4周期内,使其焊接时长远小于其他焊接技术。
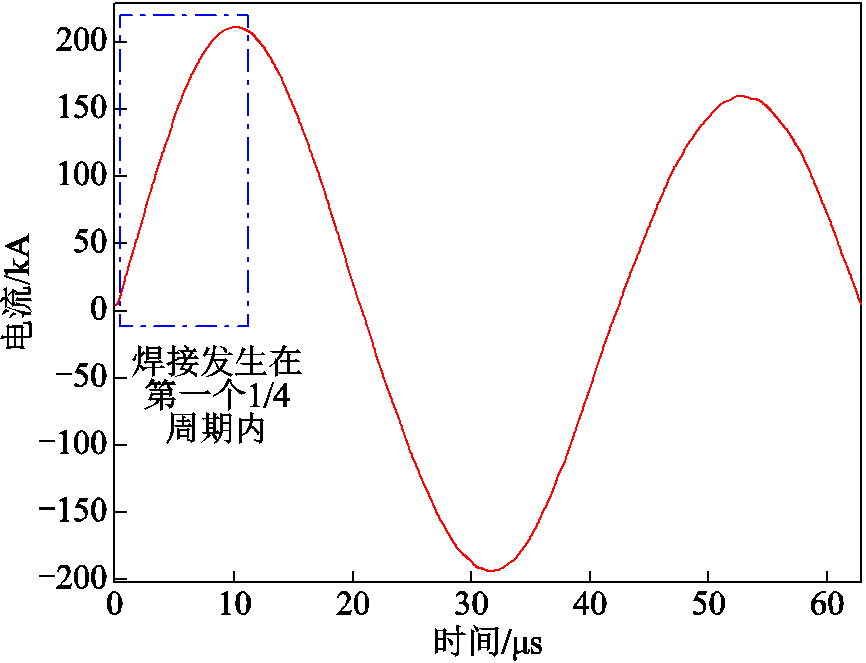
图2 典型的脉冲电流波形
Fig.2 Typical pulse current waveform
放电回路可等效为二阶RLC电路,如图3所示。
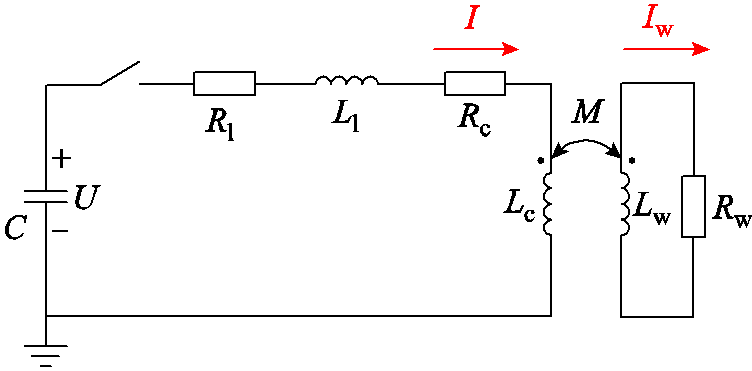
图3 电磁脉冲焊接等效电路
Fig.3 Equivalent circuit of electromagnetic pulse welding
图3中,Rl和Ll分别为放电回路的电阻和电感,Rc和Lc分别为线圈的电阻和电感。考虑到焊接金属对等效电路的影响,需引入线圈和焊接金属之间的互感M,Rw和Lw分别为焊接金属的电阻和电感。根据基尔霍夫定律,放电回路满足的微分方程为
 (2)
(2)
式中,Rtotal和Ltotal分别为放电回路总电阻和总电感;I(t)为脉冲电流,表达式为
 (3)
(3)
其中
 (4)
(4)
当脉冲电流流经线圈时,焊接金属在脉冲磁场作用下产生感应涡流与电磁力,可表示为
 (5)
(5)
式中,F为电磁力;J为涡流密度;B为磁感应强度。当焊接金属受到的电磁力大于自身的变形抗力时,焊接金属开始变形并向被焊接金属加速运动。
当焊接金属与被焊接金属的碰撞速度和角度满足特定条件时,界面碰撞点处会产生金属射流并发生塑性流动,形成波形界面,实现冶金结合[22-24]。由此可知,碰撞速度和角度是实现冶金结合的关键参数,两者必须在一定范围内才能达到理想的结合效果。为量化参数范围,研究人员提出了焊接窗口理论,以碰撞速度Vc和碰撞角度β作为坐标轴分析焊接效果。焊接窗口由四条边界限制条件定义[25]:焊接上限[26]、焊接下限[26]、射流形成边界和最大碰撞角度,如图4所示[27]。其中,射流形成边界由材料的声速决定,该边界是表示金属能否通过碰撞形成金属射流的界限,计算式为
 (6)
(6)
式中,V为金属材料的声速。
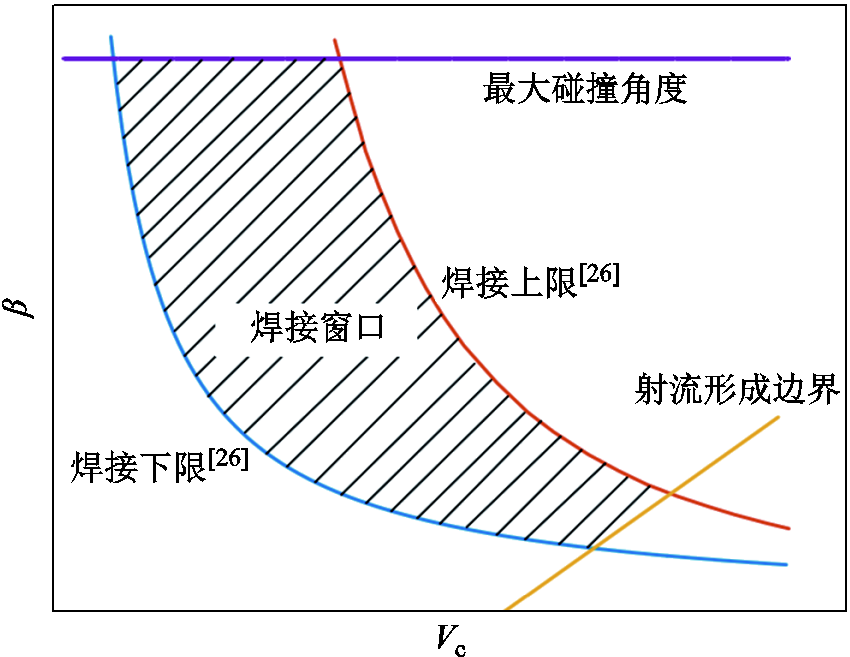
图4 Vc-β焊接窗口[27]
Fig.4 Vc-β welding window[27]
焊接下限由碰撞临界压力确定[28],根据A. A. Deribas等的研究,焊接下限的计算式[26]为
 (7)
(7)
式中,K1为经验常数(当板件碰撞接触表面洁净时取0.6,不洁净时可取1.2);HV为焊接金属维氏硬度的较小值;ρ为飞板密度。
焊接上限则受金属材料的热物理特性制约。当碰撞能量过高时,界面会发生连续熔化,导致焊接缺陷。R. H. Wittman[28]提出了基于金属熔化与凝固的焊接上限,在此基础上,A. A. Deribas等[26]进一步优化了焊接上限的计算式,表示为
 (8)
(8)
式中,E为杨氏模量; 为泊松比;h为飞板厚度。
为泊松比;h为飞板厚度。
此外,当碰撞角度β超过某一阈值时,冶金结合同样无法实现[29]。因此,为了扩大有效焊接面积,必须精确调控作用于飞板的电磁力场,以确保碰撞速度和角度长时间维持在焊接窗口内。
尽管电磁脉冲焊接技术能有效地抑制IMCs生成,但部分研究者[30]与重庆大学先进电磁制造团队[31]仍在界面检测到IMCs。究其原因,当电磁力过大时,飞板与基板碰撞速度大,会在界面处产生极高的温升,形成微薄且不连续的IMCs层(如Al/Cu界面中的CuAl、CuAl2和Cu4Al9)。因此,电磁脉冲焊接不能一味地提高碰撞速度,过高的碰撞速度会导致界面温升过高,生成脆性IMCs,影响焊接接头性能[32-33]。
综上所述,在电磁脉冲焊接中,金属工件的焊接效果由碰撞速度和角度决定,而这些碰撞参数又由金属工件所受的电磁力场决定。因此,通过优化电磁力场的时空分布,可有效地调控焊接面积及抑制脆性IMCs生成,进而优化接头的力学性能与电气性能。为深入探讨电磁力场的优化方式,本文将现有电磁力场优化方式分为三类:通过脉冲放电设备优化、通过板状工件驱动器优化以及通过管状工件驱动器优化,并详细分析其基本原理、关键技术及应用案例。
脉冲放电设备由充电电源、储能电容、放电开关及其控制装置连接组成。通过优化脉冲放电设备器件参数,可改变脉冲电流的幅值和频率。尽管该方法无法改变电磁力场的空间分布规律,但能够对工件所受电磁力场的幅值和时间分布进行调控,改善焊接效果。
根据式(5),单位体积的电磁力幅值取决于工件的涡流密度J和磁感应强度B,涡流密度J和磁感应强度B由脉冲放电设备的脉冲电流I决定[34]。而脉冲电流可以通过调节放电能量来控制,因此,通过调整用于电磁脉冲焊接的能量,可以优化电磁力场幅值,从而提高焊接接头的性能。对于大多数电磁脉冲焊接设备而言,电磁力驱动工件碰撞的速度远远小于焊接上限,故而,多数研究者采用提高放电能量的方式来提升焊接效果。
20世纪70年代,为实现核燃料棒顶盖的焊接[35],库尔恰托夫研究所通过增大储能电容的方式产生了高幅值的脉冲电流[36],随后该研究所陆续研发了SEM-3、MIS-6、MIS-7、TROB等脉冲电流源装置[37-39],均采用多电容并联的方式提高焊接能量,有效地增大了电磁力幅值,扩大了接头焊接区域面积。以色列Pulsar公司[40]研制了MP7/9模块化脉冲电流发生器,其每个模块包含2~6个电容,最大容值为185 μF,最大放电电压为8.5 kV,最大放电能量达7 kJ;该公司还开发了包括MP100/25在内的多种脉冲大电流发生器,容值最高可达320 μF,最大放电能量为100 kJ,可显著地扩大焊接区域面积。
然而,增大电容以提升放电能量并非最佳方法。电磁脉冲焊接的放电回路可等效为二阶RLC电路,增大电容会导致脉冲电流上升时间延长、变化率降低,而磁场强度又与脉冲电流的变化率正相关,因此电磁力将随之减小。根据式(1),焊接能量不仅取决于电容值,还与放电电压密切相关[41-42]。K. Sofi等[43]评估了不同放电电压下工件的磁感应强度、电磁力和磁压。结果表明,电磁力变化趋势与脉冲电流变化趋势类似,但电磁力峰值与脉冲电流峰值并非同时达到。由于电磁力是由线圈产生的磁场和金属感应涡流共同作用产生的,而磁场强度峰值并非在脉冲电流最大值处产生,因此电磁力峰值与脉冲电流峰值存在相位差。图5显示了不同放电电压下的脉冲电流和电磁力随时间的变化情况,可见随着放电电压升高,脉冲电流增大,电磁力增大。
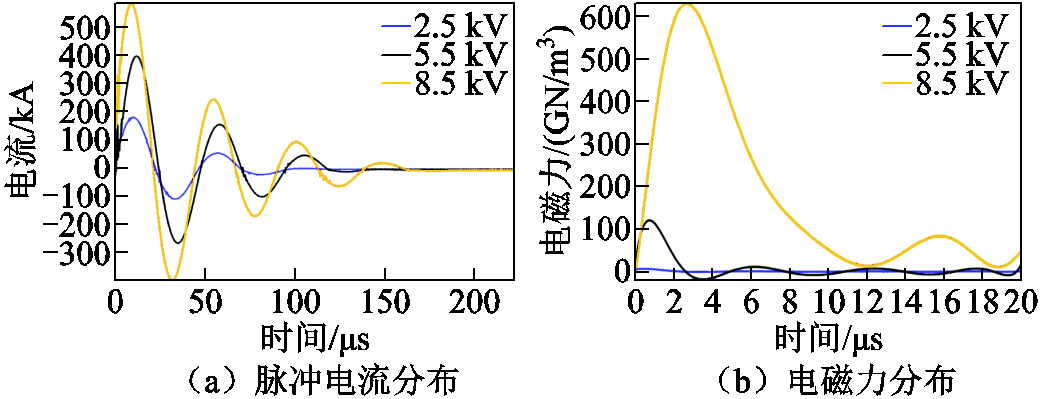
图5 不同放电电压下的脉冲电流和电磁力分布[43]
Fig.5 Pulse current and electromagnetic force distribution at different discharge voltages[43]
重庆大学先进电磁制造团队[44]也研究了脉冲电流、磁感应强度、感应涡流和电磁力等关键参数随放电电压的变化规律,如图6所示。结果显示,随着放电电压的提高,飞板所受磁感应强度和涡流密度相应增大,电磁力增大。此外,放电电压还会影响磁感应强度和涡流密度达到最大值所需的时间。放电电压越高,磁感应强度和涡流密度达到最大值所需时间越短,电磁力达到其最大值所需时间也越短。
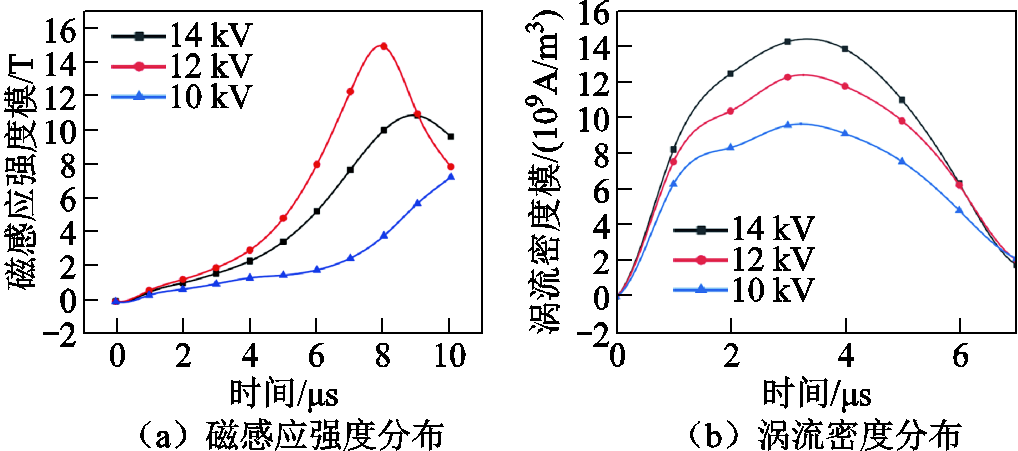
图6 放电电压与磁感应强度、感应涡流密度的关系[44]
Fig.6 The relationship between voltage and magnetic induction、eddy current density[44]
事实上,放电电压并非越高越好。Chen Shujun等[45]将放电电压从4 kV提升至5 kV时,由于电磁力过大导致碰撞速度过高,镁合金与铝合金的结合界面出现了IMCs过渡层,影响了接头性能。R. N. Raoelison等[46]提出以放电电压U和焊接间隙g构建焊接窗口,证明了放电电压过高将导致电磁力过大,从而产生焊接缺陷。
除增大电容或电压外,根据式(3)和式(4),脉冲电流还受电路参数如电阻、电感的影响[47-48]。因此,还可通过优化放电回路参数来提高脉冲电流,增大电磁力。
减小电感和电阻是优化放电回路的常用方法。M. M. Kasumov等[49]为减小回路电感,改进了电容器连接线的材料。测试结果显示,改进后的回路电感为(38±2)nH,相比原设计降低了30%,显著提升了脉冲电流和电磁力。Li Zhi等[50]研究了电磁脉冲焊接过程的能量传递关系,指出当电阻降低至初始值的1/16时,能量利用率提高了1.4倍;当电感降低至初始值的1/4时,能量利用率提高了5.6倍。降低电阻和电感均能提高脉冲电流峰值与变化率,增强磁感应强度和感应涡流密度,增大电磁力。基于该思路,Li Zhi等进一步优化设计了传输线结构,放电电流峰值可达202.05 kA,频率为23.12 kHz,较之前分别提升了173%和171.36%,显著提高了电磁力[50]。
当放电能量相同时,除减小电感和电阻外,电容也会影响放电电流的频率,从而影响电磁力。J. Y. Shim等[51]研究了放电周期对电磁力和焊接效果的影响,如图7所示。减小电容能够缩短放电周期,增加工件上的感应涡流,增强电磁力。由图7可知,当放电周期为20 µs时,电磁力最大,工件应变最大。
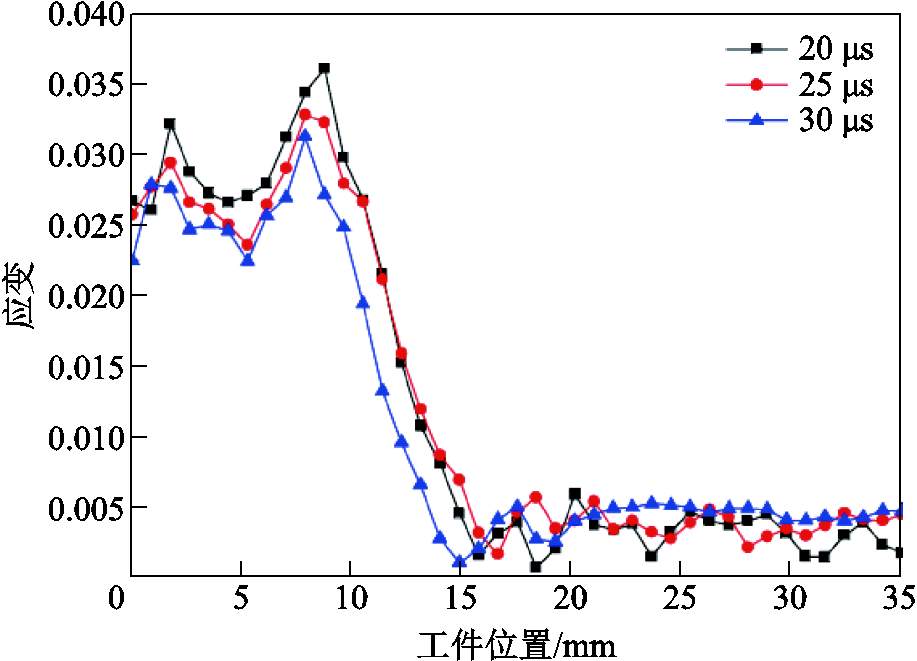
图7 放电周期对工件应变的影响[51]
Fig.7 Discharge period affects workpiece strain[51]
尽管缩短放电周期会提高电磁力幅值,但这并不意味着焊接接头性能的提高。重庆大学先进电磁制造团队[52]通过调整脉冲功率模块数量(对应电容分别为140、210、280 μF)优化放电电流频率(分别为23.1、17.8、15.2 kHz),得到放电频率对射流持续时间的影响如图8所示。结果表明,放电频率越高,电磁力及其变化率越大,但最佳的焊接效果并非出现在频率最高时。当频率为17.8 kHz时,金属射流的持续时间最长,焊接效果最好。因此,当放电能量相同时,需根据具体焊接条件优化放电电流频率和电磁力。
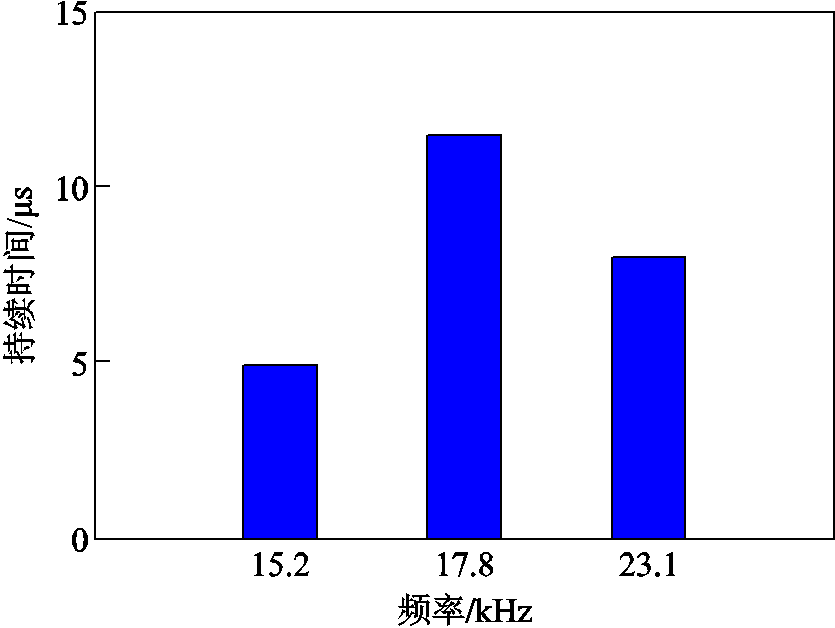
图8 放电频率对射流持续时间的影响[52]
Fig.8 Discharge frequency affects jet duration[52]
综上所述,无论是增大脉冲放电设备的电容和电压,还是减小回路的电感和电阻,其本质上都是通过提升用于焊接的能量,实现电磁力幅值的增大与频率的调控,改善焊接效果。其中,电容和电压越大、电感和电阻越小,电磁力峰值越高;电容和电感越大,电磁力到达峰值的时间越长。
第2节主要聚焦电磁力时间分布的优化,但作为一种非接触力,电磁力的空间分布同样关键。驱动器作为电磁脉冲焊接的核心部件,直接影响磁场、涡流以及电磁力场的强度和分布,从而决定焊接效果。对于板状工件,驱动器通常只有线圈。因此,优化线圈结构及其参数,可以优化电磁力场的空间分布特性,提升焊接效果。本节重点讨论线圈优化电磁力场的方式,归纳现有线圈结构与参数对电磁力场的影响。
板状工件电磁脉冲焊接适用于动力电池汇流排、柔性电路板、汽车轻量化制造等场景[8, 10],常用线圈包括Ⅰ型线圈、E型线圈、双H型线圈和匀压力线圈等。其中,I型线圈由于结构简单、安装方便,应用相对广泛[53-54]。
Li Yan等[55]基于Ansys有限元仿真,分析了Ⅰ型线圈作用下的电磁力场分布特性,如图9所示。结果表明,飞板上的电磁力主要集中在线圈中心对应区域,呈先增大后减小的趋势。虽然该研究指出电磁力集中在飞板中心附近,但这不足以解释为何焊接接头呈椭圆形分布。重庆大学先进电磁制造团队[56]进一步研究电磁力的空间分布特性,得到电磁脉冲焊接过程的电磁力分布如图10所示。结果表明,飞板边缘与线圈之间存在磁边缘效应,磁通量在边界处逐渐减小,形成中间宽、两端窄的磁感应强度等值面。这种分布导致飞板感应涡流呈椭圆形,进而使电磁力呈现多层椭圆分布特征。
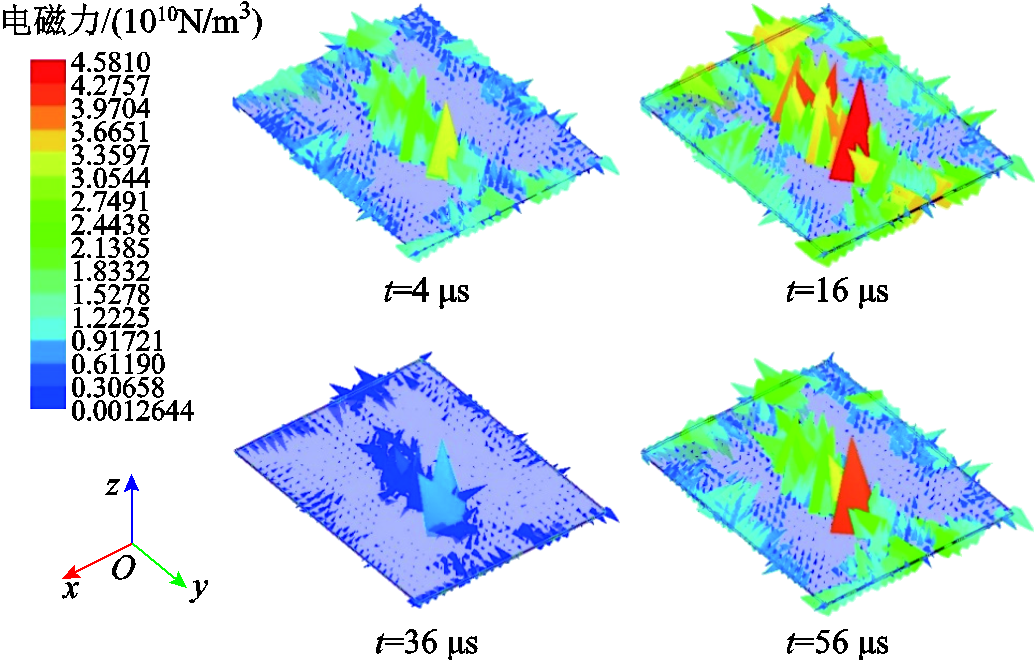
图9 飞板所受电磁力分布[55]
Fig.9 Flyer electromagnetic force distribution[55]
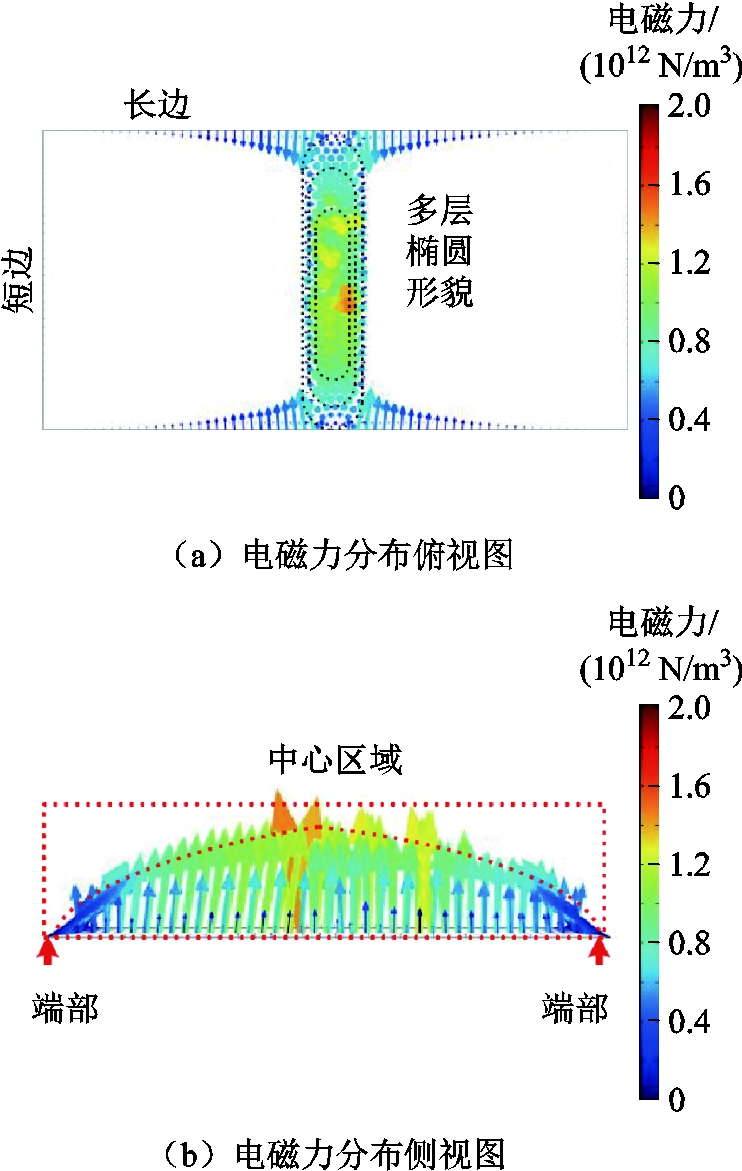
图10 电磁脉冲焊接过程的电磁力分布[56]
Fig.10 Electromagnetic force distribution during electromagnetic pulse welding[56]
I型线圈产生的磁场主要作用于线圈中心区域,磁场作用范围有限,能量利用率不高,通常仅能实现800 μm以内长度的冶金结合[57]。而通过增大线圈宽度来扩大磁场作用范围,会降低电磁力密度,焊接效果反而不佳。因此,需要优化I型线圈结构优化电磁力场。对此,S. V. Desai等[58]分析了不同线圈截面对电磁力的影响,发现梯形截面线圈效果最佳。梯形截面线圈的上表面较窄,由于趋肤效应和邻近效应,当放电电流通过时,电流密度集中在上表面,磁场强度增大,感应涡流和电磁力增强。此外,线圈作用区域长度不可过短,否则两端电流产生的磁场会干扰中间区域的磁场分布,影响电磁力幅值和分布。M. Hahn等[11]进一步证明,梯形截面线圈具有更为集中的电流密度分布,能够产生更大的电磁力,且线圈宽度越小,电磁力越大。综上所述,通过改变I型线圈截面形状与几何参数可优化电磁力场分布。
相较于I型线圈,E型线圈增加了两个流通反向电流的侧臂,导致飞板涡流和磁场分布不同,从而对电磁力场的空间分布产生了显著影响[59-61]。
Zhang Huaiqing等[62]仿真分析了E型线圈侧臂与中臂之间的几何参数对电磁力和焊接效果的影响,得到E型线圈磁场分布如图11所示。结果表明,若侧臂与中臂间距过窄,侧臂产生的磁场会削弱中臂上方的磁场,导致电磁力减小;若间距过宽,电流的邻近效应减弱,横向磁场分量增加,从而影响飞板的碰撞角度。最佳的侧臂与中臂间距为中臂宽度的3倍,此时电磁力和碰撞角度最理想。
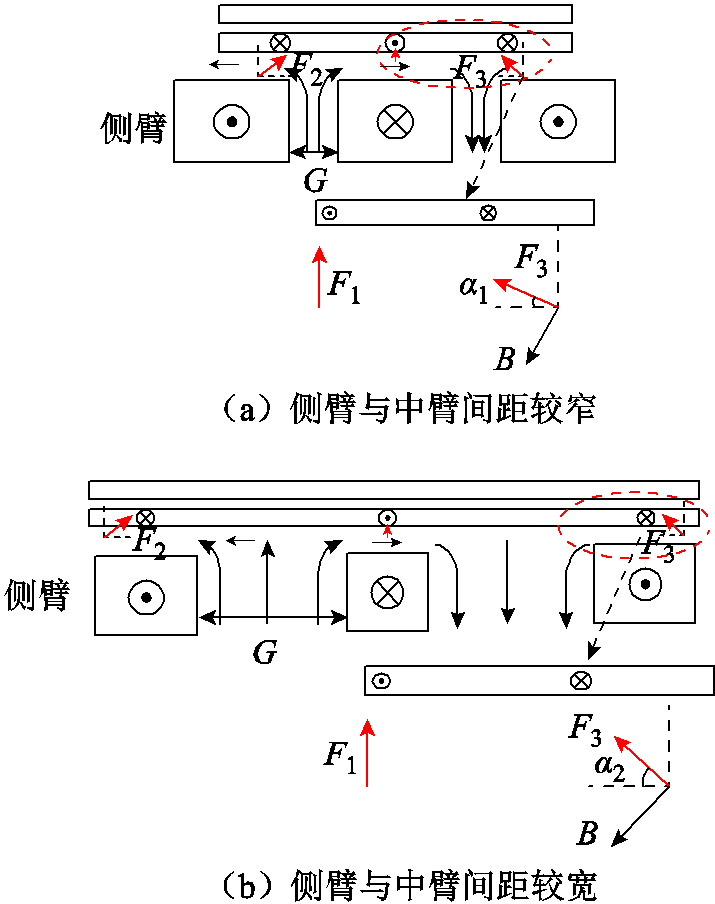
图11 E型线圈磁场分布[62]
Fig.11 E-coil magnetic field distribution[62]
涡流密度及其流向同样影响电磁力场的分布,因此可从涡流入手优化电磁力场。Li Zhi等[63]和Yao Yuanheng等[64]提出了一种S型线圈,其电流流向与E型线圈相似,但可以改变飞板上的涡流密度及流向,如图12所示。并且S型线圈不需要焊接样品有较大的平坦面,线圈可以在工件表面自由移动,灵活性高。
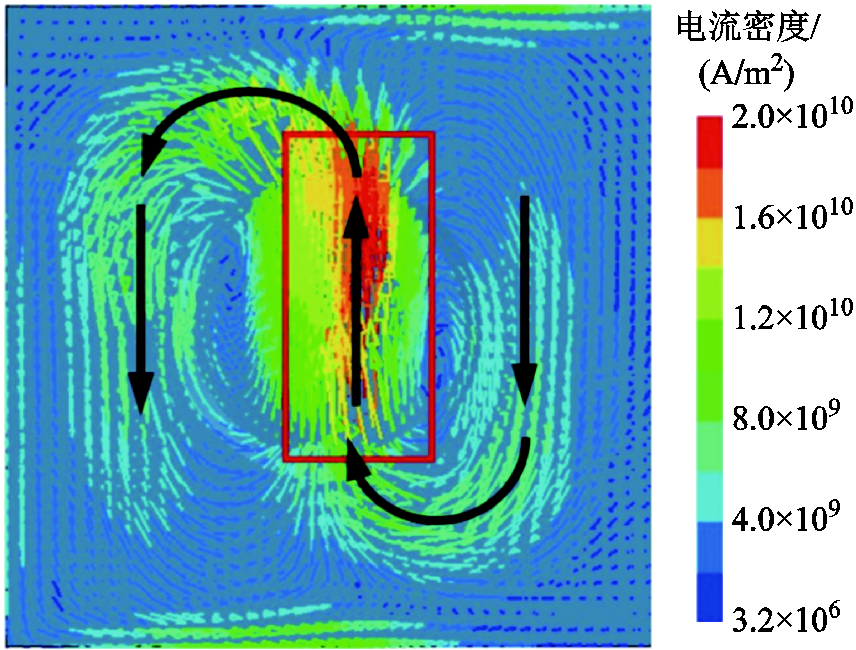
图12 S型线圈下飞板电流密度[64]
Fig.12 Current density of flyer under S-shaped coil[64]
E型与S型线圈在焊接区域长度方面与I型线圈相近,但由于其拓扑结构更为复杂,具备更大的结构和参数优化空间,可通过优化其拓扑结构参数,优化电磁力场。Lin Sen等[12,65]通过最大化碰撞速度和角度在焊接窗口内的时间,利用连接约束、突变与过滤技术,并采用离散差分进化和离散粒子群算法对E型线圈拓扑结构进行了优化。优化后的线圈能够产生幅值更高且分布更均匀的电磁力,焊接面积提升了92.16%。
I型线圈、E型线圈及S型线圈均采用集中磁场和涡流的方式增大电磁力,但这会导致电磁力分布不均匀,容易使工件出现褶皱等缺陷[66]。因此,M. Kamal等[67]设计了匀压力线圈,其由15匝扁平螺旋线圈绕制而成,并均匀分布于飞板上方,其结构如图13所示。由于回路电流均匀分布在扁平螺旋线圈中,飞板上的涡流和磁场也呈均匀分布,从而消除了磁边缘效应,产生了均匀的电磁力。
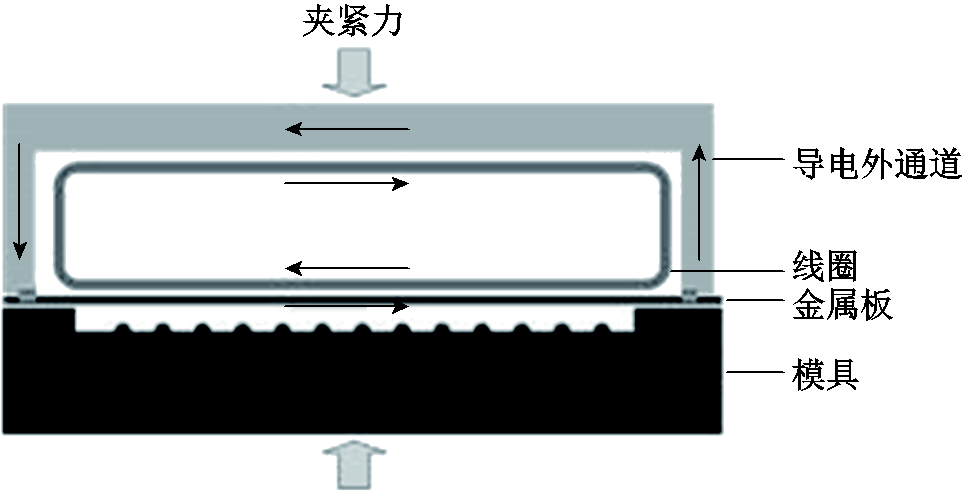
图13 匀压力线圈结构[67]
Fig.13 Uniform pressure coil structure[67]
E. Thibaudeau等[68]建立了匀压力线圈电磁力解析模型,研究发现当线圈匝数较少时电流峰值较高,但总磁场强度较低,电磁力较小;增加匝数可增强磁场强度,但也增加了线圈电感,导致电流上升时间变长,峰值电流降低。此外,随着线圈匝间距离的增加,电磁力分布均匀性增大,但平均磁压力变低。
优化后的匀压力线圈不仅使飞板表面的电磁力分布均匀,还提升了电磁力的幅值。因此,匀压力线圈通常能实现1.5 mm以上的焊接区域[69-70]。此外,Zhang Hang等[71]提出了一种以电磁力最大化为目标的优化设计方法。通过优化线圈的匝数、外半径以及导电通道开口宽度,实现了电磁力的均匀分布和最大峰值。研究结果表明,随着线圈匝数和外半径的增加,工件表面的电磁力先增加后减小;随着导电通道开口宽度的增大,电磁力呈现持续下降的趋势。最佳的线圈匝数为6~8匝,外半径为30 mm。
然而,匀压力线圈还存在工件和导电通道之间的电弧烧蚀及线圈耐久性等问题。因此,需要增大工件与导电通道的电磁力。为此,Wu Zelin等[72]提出了一种新型匀压力线圈,如图14所示。与现有匀压力线圈作用于线圈外部不同,他们将导电通道和工件组成的回路放置于线圈内部,设计了一种作用于线圈内部的匀压力线圈结构。仿真和实验表明,内匀压力线圈具有更高的强度,能够产生比外匀压力线圈更高的电磁力。且由于线圈为工件提供了足够大的磁压,有效地解决了工件与导电通道的电弧烧蚀问题。
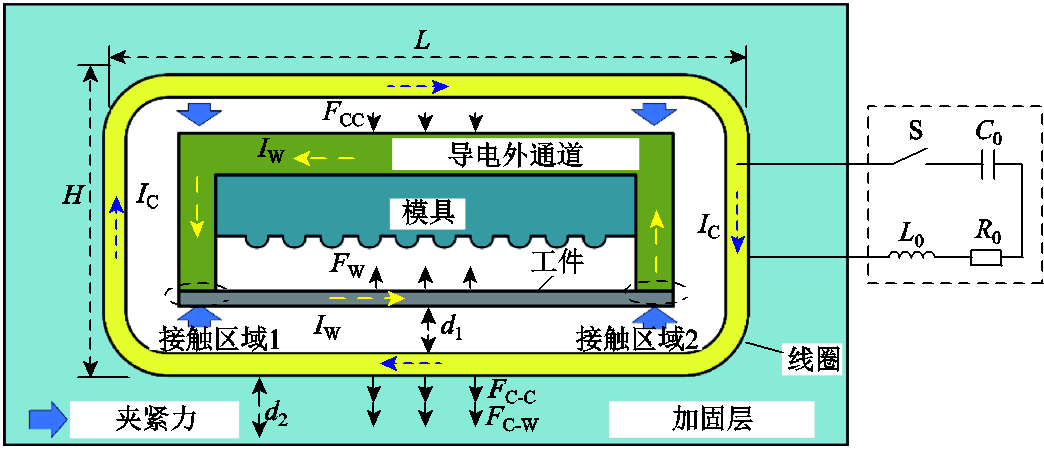
图14 作用于线圈内部的新型匀压力线圈[72]
Fig.14 Uniform pressure actuator acting on the inside of the coil[72]
前述线圈结构所产生的电磁力主要作用于飞板,但电磁力实际上可同时作用于飞板和基板。T. Aizawa [73]在2003年提出双H型线圈结构,其结构和原理如图15所示。该线圈由两个I型线圈组合而成,与I型、E型、S型和匀压力线圈相比,双H型线圈能够同时作用于两块金属板件,提高电磁能量的利用率。S. D. Kore等[74]和M. Sarvari等[75]研究了焊接能量、线圈间隙及几何形状对电磁力场的影响,发现双H型线圈的电磁力场分布与单I型线圈相似。A. Berlin等[76]采用对称双H型线圈进行焊接,结果显示,相较于单I型线圈,双H型线圈通过产生两组方向相反的电磁力,促使金属板件发生对撞,增强了接头强度。因此,双H型线圈通常可实现1~1.5 mm的焊接长度[77],但双H型线圈装配复杂、应力集中,导致其容易变形损坏[78]。且由于双H型线圈由两个I型线圈组合而成,仍存在磁场作用区域小,增大线圈宽度会降低电磁力密度,焊接效果反而不佳的问题。
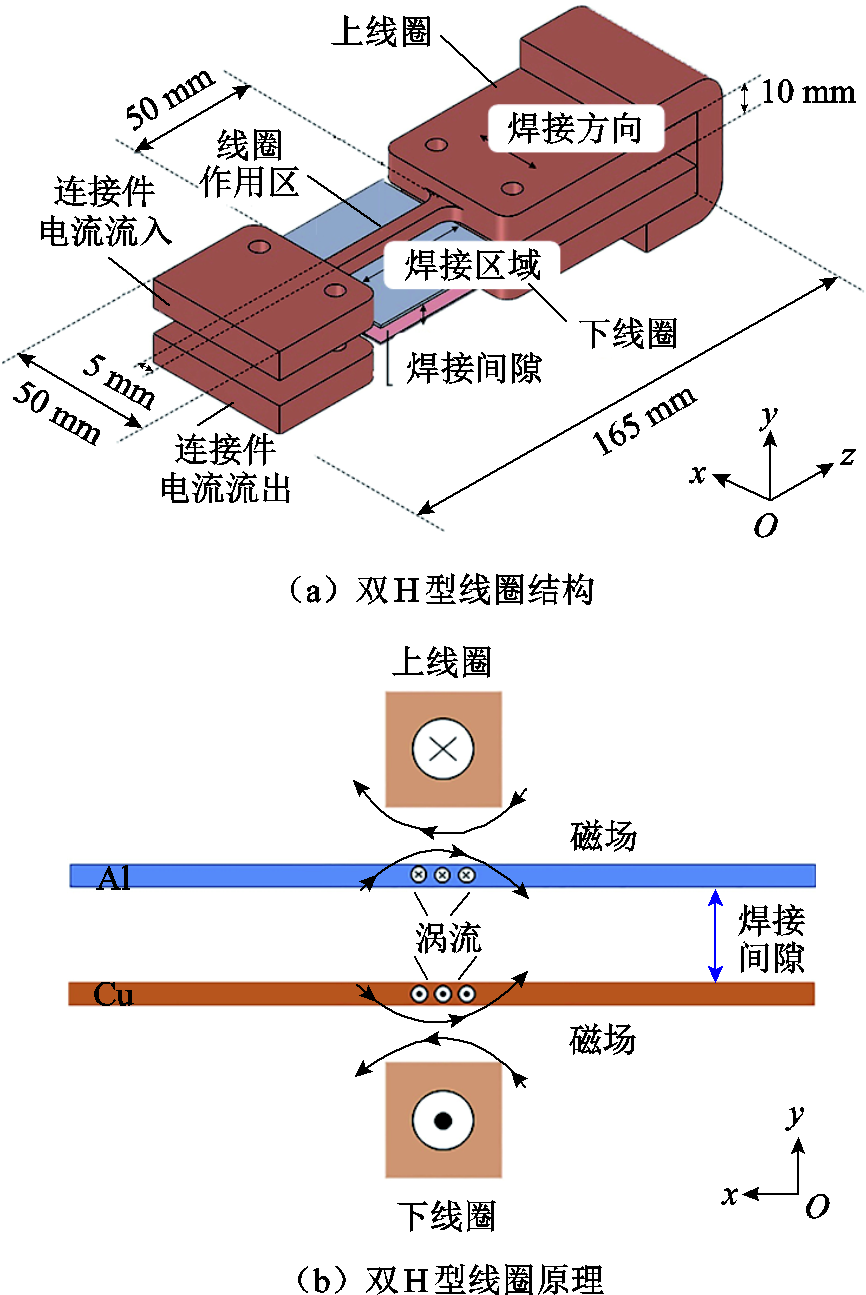
图15 双H型线圈结构及原理[75]
Fig.15 Double H-coil structure and principle[75]
鉴于上述问题,如何调节双H型线圈结构,进而优化电磁力场分布成为关键[79-80]。为此,重庆大学先进电磁制造团队提出了非对称双H型线圈结构[77]。研究表明,线圈的截面对称性显著影响了工件的电磁力场分布及焊接效果。针对三种典型的双H型线圈结构(2.5-5H、5-5H、7.5-5H型)进行仿真分析和实验验证,计算了磁场、涡流及电磁力场的分布。结果显示,在相同位置下,铜板的磁感应强度、电流密度和电磁力均高于铝板的,铜板的最大电磁力为8.677×1011 N/m3,而铝板则为5.694×1011 N/m3,这与材料的电导率相关。且线圈截面的变化会影响放电电流密度,进而影响金属板件的磁感应强度、电流密度以及电磁力的幅值与分布。在线圈通过相同电流时,截面积增大会降低电磁力,进而减小金属板件的位移和弯曲曲率,减少碰撞角度。此外,重庆大学先进电磁制造团队还通过改变线圈宽度w1和w2,研究了对称系数的影响[81]。结果表明,对称系数不会影响放电电流,但会影响感应涡流和电磁力,进而影响碰撞速度和角度,影响焊接效果。当对称系数为1.33时,相对碰撞速度最快为228 m/s,初始碰撞角度最大为1.8°,碰撞速度和角度在焊接窗口内的时间最长,焊缝面积最大。因此,可通过调整双H型线圈的对称系数优化电磁力,扩大焊接面积。
综上所述,与脉冲放电设备调控电磁力时间分布不同,板状工件驱动器主要通过调整线圈结构和参数来优化电磁力的空间分布,改善焊接质量。例如,梯形截面的I型线圈可使电磁力更集中[11];E型线圈侧臂与中臂间距过窄会导致电磁力减小,间距过宽会导致横向磁场分量增加[62];匀压力线圈匝间距离越大,电磁力分布越均匀,平均磁压越低,且其电磁力幅值随匝数的增加先增大后减小[68];双H型线圈截面积越大,电磁力越低,且截面对称系数越大,电磁力分布越有利于实现焊接[77]。
相较于板状工件,管状工件电磁脉冲焊接所需驱动器结构更为复杂,通常由螺线管线圈和集磁器组成。螺线管线圈用于提供磁场,集磁器则用于集中磁场能量。螺线管线圈产生磁场后,集磁器利用趋肤效应并配合特殊的结构来集中磁场能量,从而改变焊接区域磁场分布,达到调节磁场分布、增强局部磁场及改善电磁力场分布的目的。其焊接区域长度远大于板状工件,可达15 mm[82],常用于电缆接头、高压线束等场景[47, 70]。但同样地,螺线管线圈和集磁器易发生烧蚀和电击穿,对绝缘水平要求较高[47]。本节将重点分析螺线管线圈和集磁器的结构与参数,探讨如何改变驱动器结构以优化电磁力场的分布特性。
单匝螺线管线圈安装方便且结构简单[83]。A. Nassiri等[84]建立了单匝线圈作用下金属管电磁力的解析模型。当放电能量为12 kJ时,电流峰值为289.5 kA,磁压力约为170 MPa。然而,这一磁压力不足以满足管状工件焊接的要求,因此需要对线圈结构进行优化以提升电磁力。M. R. Khan等[85]通过有限元仿真模型研究了单匝线圈作用下金属管件的电磁力场分布,并探索了线圈参数(线圈外径和内径)对电磁力的影响,获取了最优参数(外径20 mm,内径18 mm)。在这一参数下,线圈可产生350 MPa的磁压力,比A. Nassiri等的研究结果高出一倍。
前述研究集中于圆形截面线圈,S. Mishra等[86]发现,当截面积相同时,矩形截面线圈产生的磁感应强度为圆形截面磁感应强度的1.3倍,电磁力更强。
尽管单匝线圈电感较小,可获得较高的脉冲电流峰值,但其产生的磁场较弱,导致电磁能量利用率较低。因此,通过增加线圈匝数来提高电磁力是一种常见的优化方案。然而,线圈匝数与电磁力之间并非简单的线性关系。重庆大学先进电磁制造团队[87]的研究表明,随着匝数增加,电感和电阻增加,电流峰值降低,放电周期延长,焊接效果反而下降。同样地,D. Pereira等[88]也指出,过多的线圈匝数会导致电磁力减弱和管件碰撞速度降低。因此,如何确定最优线圈匝数等参数使电磁力最大化,成为制约螺线管线圈发展的技术瓶颈。
关于如何确定最优线圈匝数,钱多发[89]和尹成凯[90]建立了螺线管线圈的电感模型,计算得到脉冲电流值,并将其代入磁场和电磁力的计算中,得出线圈匝数与电磁力之间的对应关系。其实验线圈最优匝数分别为8匝和4匝,说明不同的线圈参数对应的最优匝数是不同的。
除匝数外,线圈的其他参数(如外径和工件凸出长度等)也会影响电磁力场的分布。为实现电磁力的最大化,J. Y. Shim等[91]设计了一个电磁-力有限元模型,通过响应面法和顺序二次规划法优化了线圈参数。此外,重庆大学先进电磁制造团队[92]还提出了开合式线圈的设计方案,建立了开合式线圈的电磁力模型,通过优化线圈匝数、匝间距和内外直径,使开合式线圈产生的磁场强度可达闭合式线圈的82.4%,极大地提升了开合式线圈的电磁力。
在管状工件的电磁脉冲焊接中,集磁器常与螺线管线圈配合使用。集磁器是一种带缝隙的回转体,电流会沿着缝隙和集磁器工作区内壁形成环路。由于集磁器内表面面积远小于外表面面积,内表面电流密度较高,从而在该区域具有集中电磁能量的作用[93-94]。
由于集磁器具有集中电磁能量的作用,同样可调控磁场分布从而优化电磁力场[95-96]。R. Kumar等[97]认为集磁器的截面形状会影响电磁力场的分布,因此研究了锥形、阶梯锥形和阶梯式集磁器结构,并发现阶梯锥形集磁器产生的电磁力最大且分布最均匀,在焊接质量和变形均匀性方面效果最佳。重庆大学先进电磁制造团队进一步研究了不同集磁器截面形状及缝隙宽度对电磁力和焊接效果的影响[92]。结果表明,改变集磁器结构会改变其等效电路参数,进而改变电磁力场。相较于梯形集磁器(包括单阶梯与双阶梯),曲面集磁器的磁感应强度、涡流密度和电磁力最大。且增大集磁器缝隙宽度会造成磁感应强度和电磁力场的分布不均匀,影响接头均匀性。
由于集磁器的工作原理和结构特性,其表面缝隙不可避免地会影响磁场分布,导致电磁力在圆周方向上分布不均匀,使管件接头出现褶皱和均匀性较差等问题[98],这也是制约集磁器发展的技术瓶颈。为改善这一问题,Yan Ziqin等[99]提出了一种多缝隙集磁器结构,并深入研究了缝隙数量和长度对电磁力场分布的影响。不同缝隙数量N下的电磁力如图16所示,随着缝隙数量的增加,电磁力场的分布逐渐趋于均匀。当N=1时(传统的集磁器结构),电磁力场分布不均匀;当N增加到2时,电磁力总体有所减小,但分布变得相对均匀;当N增加到3时,电磁力进一步减小,但均匀性显著提升;当N增加到4时,电磁力场的均匀性达到最佳;当N增加到5时,虽然电磁力场均匀性有所提高,但改善幅度较小,且电磁力进一步减小。

图16 不同缝隙数量N下的电磁力[99]
Fig.16 Electromagnetic force with different slits N[99]
Dang Haiqing等[100]设计了一种斜壁集磁器,通过在集磁器工作区预制斜角,优化电磁脉冲焊接过程中的电磁力场分布。结果表明,磁力线密度沿轴向方向逐渐减小,电磁力分布与磁力线的变化相似,呈现明显的梯度特征。电磁力峰值出现在飞管末端,并随着倾斜长度和倾斜角度的增加而增大。
此外,重庆大学先进电磁制造团队还研究了平板集磁器结构与集磁效果的关系[101],分析了集磁器缝隙面夹角对涡流分布的影响规律,发现了涡流的分叉现象,并将其分为有效电流和漏电流。平板集磁器缝隙面电流分布及流向如图17所示。集磁器的上孔直径可影响有效电流比例,改变集磁效果。随着上孔直径增大,集磁器感应产生的总电流降低,有效电流比例提高,集磁效果和电磁力先升后降。实验结果表明,采用锐角集磁器所获得的焊接样品抗拉强度最高,直角集磁器次之,钝角集磁器最低。
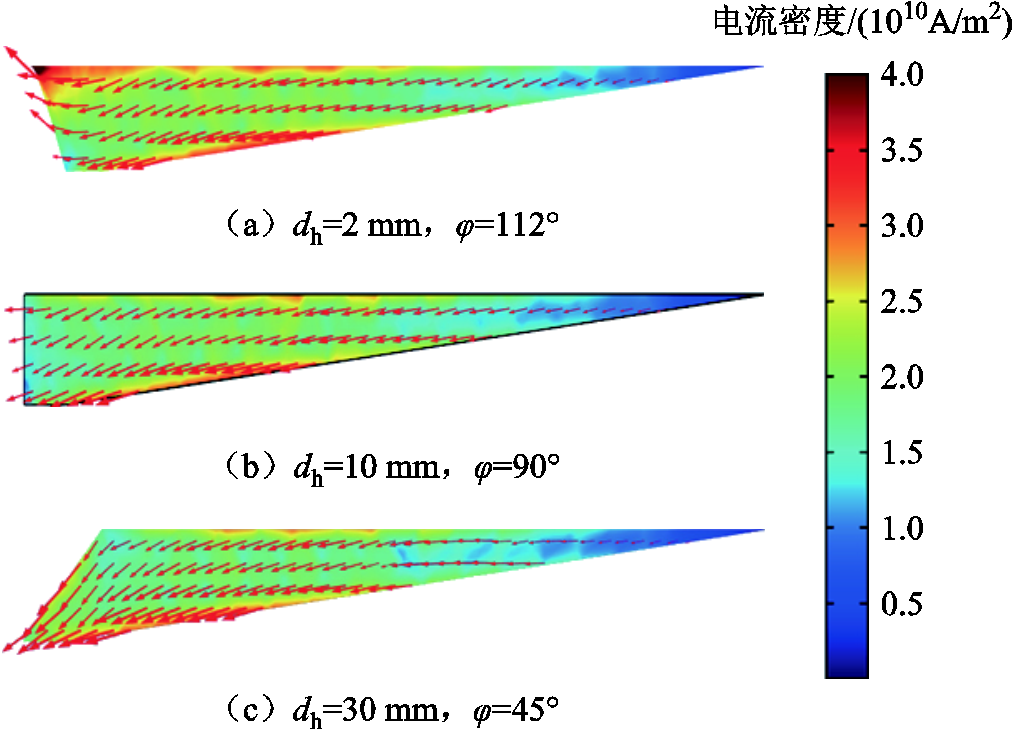
图17 平板集磁器缝隙面电流分布及流向[101]
Fig.17 Current distribution and flow direction on the slit surface of the field shaper[101]
综上所述,管状工件驱动器可改变电磁力的时间和空间分布,改善焊接质量。例如,螺线管线圈匝数增加,电磁力峰值先增大后减小,电磁力周期延长,峰值达到时间越长[87];集磁器缝隙宽度越大,电磁力分布越不均匀[92];集磁器缝隙数量增加,电磁力越小,但电磁力分布越均匀[99]。因此,通过合理地设计管状工件驱动器的结构和参数,可以有效地优化电磁力场的时空分布,进而提升焊接效果。
前述板状工件和管状工件电磁脉冲焊接中,各类驱动器(线圈和集磁器)结构不同,其优劣也不相同。不同驱动器的优劣对比见表1。此外,由于线圈和集磁器尺寸以及能量转化效率的限制,该技术焊接的板件样品尺寸大多小于100 mm×100 mm×2 mm[13],而管件样品的壁厚一般不超过2 mm[102]且外径在36 mm以内[30]。
表1 不同驱动器的优劣对比
Tab.1 Comparison of the advantages and disadvantages of different drives
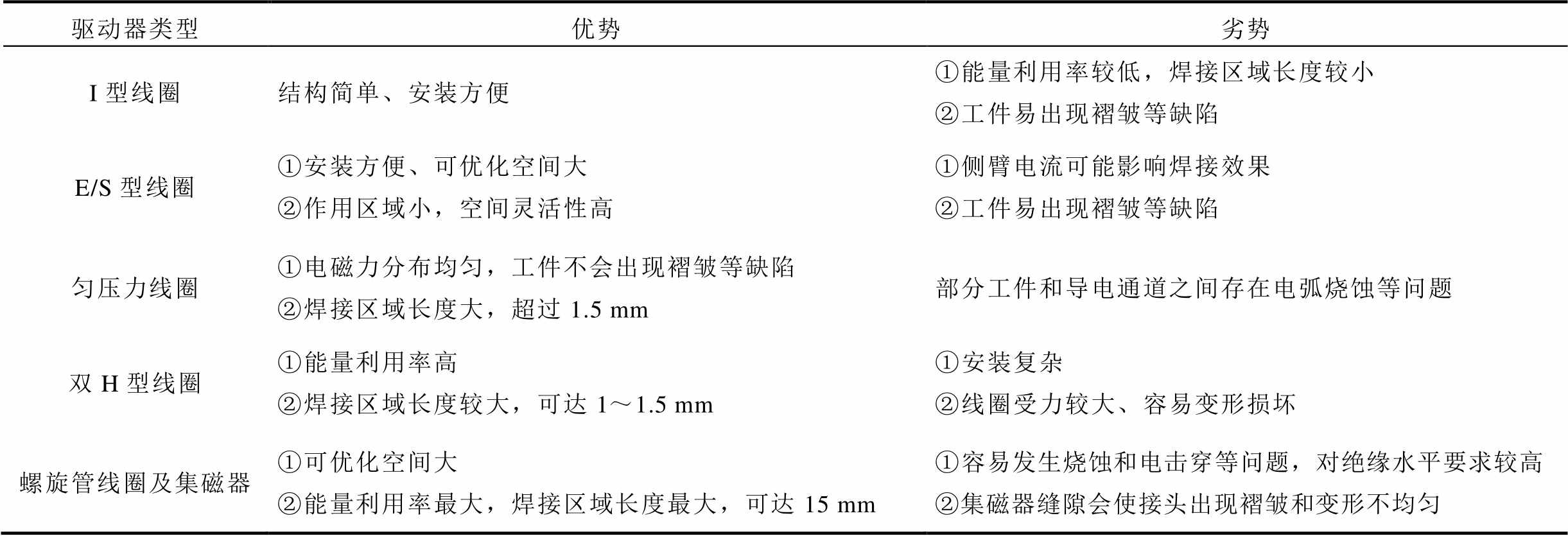
驱动器类型优势劣势 I型线圈结构简单、安装方便①能量利用率较低,焊接区域长度较小②工件易出现褶皱等缺陷 E/S型线圈①安装方便、可优化空间大②作用区域小,空间灵活性高①侧臂电流可能影响焊接效果②工件易出现褶皱等缺陷 匀压力线圈①电磁力分布均匀,工件不会出现褶皱等缺陷②焊接区域长度大,超过1.5 mm部分工件和导电通道之间存在电弧烧蚀等问题 双H型线圈①能量利用率高②焊接区域长度较大,可达1~1.5 mm①安装复杂②线圈受力较大、容易变形损坏 螺旋管线圈及集磁器①可优化空间大②能量利用率最大,焊接区域长度最大,可达15 mm①容易发生烧蚀和电击穿等问题,对绝缘水平要求较高②集磁器缝隙会使接头出现褶皱和变形不均匀
当前,电磁脉冲焊接技术在航空航天、新能源汽车制造、能源装备制造等领域极具应用前景,已成为电气工程与材料工程交叉领域的研究热点之一。目前研究主要聚焦脉冲放电设备及驱动器的研制与优化。通过优化设备提高焊接能量,调控电磁力的幅值与频率;通过优化驱动器的结构与尺寸,优化电磁力时空分布,改善焊接质量。国内外学者的研究成果促进了电磁脉冲焊接技术的高速发展,然而,该技术仍面临着诸多亟待解决的挑战,尤其是在电磁力场优化方面。未来研究可从以下几个方面着手。
1)脉冲放电设备的优化:提升设备的放电能量是电磁脉冲焊接未来发展的关键之一。随着电磁脉冲焊接技术工业应用的推进,必须具备加工厚壁金属材料的能力。现有报道中的工件样品厚度大多在2 mm内,当金属工件厚度超过3 mm时,设备具有明显的局限性。随着工件厚度增加,金属工件变形抗力也增大,导致碰撞速度不足以实现冶金结合。因此,未来研究需要重点关注脉冲放电设备的改进,尤其是提升输出能量、增大电流峰值和优化频率,以增强电磁力,满足厚壁金属工件的焊接需求。
2)驱动器结构的优化:现有电磁脉冲焊接驱动器的优化主要是为提高碰撞速度,如双H型线圈可提高金属工件的碰撞速度,但对碰撞角度的影响较小,且其电磁力场的分布与单I型线圈相似,无法充分发挥电磁力场的灵活可调性。因此,未来研究应更加关注通过驱动器优化碰撞角度来优化接头性能,探索新型驱动器结构,以实现对电磁力场更加精准的控制,从而提升焊接质量。
3)组合驱动器的优化:单一驱动器对电磁力场的优化效果有限。未来可探索使用组合驱动器的方法,通过多个驱动器的共同作用,实现电磁力场的高效叠加与调控优化。这将有助于充分发挥电磁脉冲焊接技术的潜力,满足更加复杂的工业应用需求。
参考文献
[1] 李成祥, 周言, 陈丹, 等. 电磁脉冲焊接理论与技术[M]. 北京: 科学出版社, 2024.
[2] 熊奇, 陈开创, 马朝杰, 等. 多边形金属板件洛伦兹力驱动冲压成形动态过程分析及成形效果优化[J]. 电工技术学报, 2025, 40(7): 2007-2019. Xiong Qi, Chen Kaichuang, Ma Chaojie, et al. Dynamic process analysis and optimization of forming effects in Lorentz force stamping for polygonal sheet metal[J]. Transactions of China Electrotechnical Society, 2025, 40(7): 2007-2019.
[3] 李梦瑶, 邱立, 易宁轩, 等. 基于驱动导体环的板件电磁成形电磁力分布与成形效果研究[J]. 电工技术学报, 2025, 40(1): 13-24. Li Mengyao, Qiu Li, Yi Ningxuan, et al. Study on electromagnetic force distribution and forming effect of plate electromagnetic forming based on driving conductor ring[J]. Transactions of China Electro-technical Society, 2025, 40(1): 13-24.
[4] Zhu Congcong, Xu Shiwei, Gao Wenli, et al. Microstructure characteristics and mechanical properties of Al/Mg joints manufactured by magnetic pulse welding[J]. Journal of Magnesium and Alloys, 2023, 11(7): 2366-2375.
[5] 邵子豪, 吴伟业, 汪晨鑫, 等. 基于双层凹型集磁器的管件电磁胀形电磁力特性及变形行为研究[J]. 电工技术学报, 2024, 39(5): 1245-1255. Shao Zihao, Wu Weiye, Wang Chenxin, et al. Electromagnetic force and formability analysis of tube electromagnetic bulging based on double-layer concave magnetic field shaper[J]. Transactions of China Electrotechnical Society, 2024, 39(5): 1245-1255.
[6] Li Chengxiang, Shen Ting, Zhou Yan, et al. EMPC of aluminium wire and copper terminal for electric vehicles[J]. Materials and Manufacturing Processes, 2023, 38(3): 306-313.
[7] Okagawa K, Fukagawa R, Ishibashi M, et al. Deformation analysis of moving aluminum sheet in magnetic pulse welding[J]. Materials Transactions, 2024, 65(9): 1108-1115.
[8] 李成祥, 王现民, 周言, 等. 基于双线圈结构的铝-铜电磁脉冲板件焊接中间层抑制方法[J]. 电工技术学报, 2025, 40(13): 4112-4124. Li Chengxiang, Wang Xianmin, Zhou Yan, et al. The suppression of intermediate layer in Al-Cu electromagnetic pulse welding with double coils structure[J]. Transactions of China Electrotechnical Society, 2025, 40(13): 4112-4124.
[9] 熊奇, 邱爽, 李彦昕, 等. 组合式电磁成形技术研究进展[J]. 电工技术学报, 2024, 39(9): 2710-2729. Xiong Qi, Qiu Shuang, Li Yanxin, et al. Research progress of combined electromagnetic forming technology[J]. Transactions of China Electrotechnical Society, 2024, 39(9): 2710-2729.
[10] Aizawa T, Okagawa K, Kashani M. Application of magnetic pulse welding technique for flexible printed circuit boards (FPCB) lap joints[J]. Journal of Materials Processing Technology, 2013, 213(7): 1095-1102.
[11] Hahn M, Weddeling C, Lueg-Althoff J, et al. Analytical approach for magnetic pulse welding of sheet connections[J]. Journal of Materials Processing Technology, 2016, 230: 131-142.
[12] Lin Sen, Chou Nengzhuo, Zhao Yujia, et al. Topological optimization of magnetic pulse welding coils for maximizing the effective weld area with a discretized differential evolution algorithm[J]. Journal of Materials Research and Technology, 2023, 25: 2784-2796.
[13] Yu Haiping, Jiang Xi, Zhang Meifu. An innovative coil for magnetic pulse welding of dissimilar sheet metals: numerical simulation and experiments[J]. Journal of Materials Processing Technology, 2024, 324: 118230.
[14] Ayaz M, Khandaei M, Vahidshad Y. Electromagnetic welding of Al-Cu: an investigation on the thickness of sheets[J]. Metallic Materials. 2021, 59(4): 217-229.
[15] Wang Chenguang, Liu Quanxiaoxiao, Li Guangyao, et al. Study on mechanical properties and microstructural feature of magnetic pulse welding joint between Cu and Al sheets[J]. The International Journal of Advanced Manufacturing Technology, 2021, 113(5): 1739-1751.
[16] Li Fenqiang, Mo Jianhua, Li Jianjun, et al. Formability of Ti-6Al-4V titanium alloy sheet in magnetic pulse bulging[J]. Materials & Design, 2013, 52: 337-344.
[17] 邱立, 杨新森, 常鹏, 等. 双线圈轴向压缩式管件电磁胀形电磁力分布规律与管件成形性能研究[J]. 电工技术学报, 2019, 34(14): 2855-2862. Qiu Li, Yang Xinsen, Chang Peng, et al. Electromagnetic force distribution and forming performance in electromagnetic tube expansion processwith two coils[J]. Transactions of China Electrotechnical Society, 2019, 34(14): 2855-2862.
[18] 熊奇, 李青山, 李哲, 等. 集磁器对电磁成形驱动线圈发热影响及机理[J]. 电工技术学报, 2023, 38(2): 285-296. Xiong Qi, Li Qingshan, Li Zhe, et al. Influence and mechanism of field shaper on heating of electromagnetic forming drive coil[J]. Transactions of China Electrotechnical Society, 2023, 38(2): 285-296.
[19] Qiu Li, Yu Yijie, Xiong Qi, et al. Analysis of electromagnetic force and deformation behavior in electromagnetic tube expansion with concave coil based on finite element method[J]. IEEE Transactions on Applied Superconductivity, 2018, 28(3): 0600705.
[20] 李成祥, 杜建, 周言, 等. 电磁脉冲板件焊接设备研制及镁/铝合金板焊接实验研究[J]. 电工技术学报, 2021, 36(10): 2018-2027. Li Chengxiang, Du Jian, Zhou Yan, et al. Development of electromagnetic pulse welding equipment for plates and experimental research on magnesium/aluminum alloy welding[J]. Transactions of China Electrotechnical Society, 2021, 36(10): 2018-2027.
[21] 黎镇浩, 曹全梁, 赖智鹏, 等. 电流丝法在电磁成形线圈电流和工件电磁力计算中的应用[J]. 电工技术学报, 2018, 33(18): 4181-4190. Li Zhenhao, Cao Quanliang, Lai Zhipeng, et al. Application of current filament method on the calculation of current and force in electromagnetic forming[J]. Transactions of China Electrotechnical Society, 2018, 33(18): 4181-4190.
[22] Li Chengxiang, Wang Xianmin, Zhou Yan, et al. Decouple the effect of the horizontal and vertical components of the collision velocity on interfacial morphology in electromagnetic pulse welding[J]. Journal of Materials Processing Technology, 2023, 321: 118161.
[23] Hunt J N. Wave formation in explosive welding[J]. The Philosophical Magazine: A Journal of Theoretical Experimental and Applied Physics, 1968, 17(148): 669-680.
[24] Wilson M P W, Brunton J H. Wave formation between impacting liquids in explosive welding and erosion[J]. Nature, 1970, 226(5245): 538-541.
[25] Ribeiro J B, Mendes R, Loureiro A. Review of the weldability window concept and equations for explosive welding[J]. Journal of Physics: Conference Series, 2014, 500(5): 052038.
[26] Deribas A A,Simonov V A,Zakcharenko I D. Investigation of explosive welding parameters for arbitrary combinations of metals and alloys[C]// Proceedings of the 5th International Conference on High Energy Rate Fabrication, Denver, USA, 1975: 1-4.
[27] 石鑫. 电磁脉冲焊接双H型线圈的优化设计与实验研究[D]. 重庆: 重庆大学, 2021. Shi Xin. Optimization design and experimental research of double H-type coil of electromagnetic pulse welding[D]. Chongqing: Chongqing University, 2021.
[28] Wittman R H. The influence of collision parameters on the strength and microstructure of an explosion welded aluminum alloy[C]//Proceedings of the 2nd International Symposium on Use of Explosive Energy in Manufacturing Metallic Materials of New Properties, MarianskeLasne, Czechoslovakia, 1973: 153-158.
[29] Hoseini Athar M M, Tolaminejad B. Weldability window and the effect of interface morphology on the properties of Al/Cu/Al laminated composites fabricated by explosive welding[J]. Materials & Design, 2015, 86: 516-525.
[30] Bembalge O B, Singh B, Panigrahi S K. Magnetic pulse welding of AA6061 and AISI 1020 steel tubes: numerical and experimental investigation[J]. Journal of Manufacturing Processes, 2023, 101: 128-140.
[31] Zhou Yan, Li Chengxiang, Chen Dan, et al. Microstructure and formation mechanism of the transition layer at the interface of Al-Cu EMPW joint [J]. Journal of Materials Research and Technology, 2024, 30: 1726-1734.
[32] Raoelison R N, Sapanathan T, Padayodi E, et al. Interfacial kinematics and governing mechanisms under the influence of high strain rate impact conditions: numerical computations of experimental observations[J]. Journal of the Mechanics and Physics of Solids, 2016, 96: 147-161.
[33] Zhang Z L, Ma T, Liu M B, et al. Numerical study on high velocity impact welding using a modified SPH method[J]. International Journal of Computational Methods, 2019, 16(2): 1846001.
[34] 熊奇, 周丽君, 杨猛, 等. 单脉冲电磁成形中洛伦兹力在时间上的双向竞争关系及其对成形效果的影响[J]. 电工技术学报, 2022, 37(14): 3453-3463. Xiong Qi, Zhou Lijun, Yang Meng, et al. The two-way competitive relationship of Lorentz force in time in single pulse electromagnetic forming and its influence on forming effect[J]. Transactions of China Electro-technical Society, 2022, 37(14): 3453-3463.
[35] 宋艳芳, 张宏阁. 电磁脉冲焊接技术研究现状及发展趋势[J]. 热加工工艺, 2015, 44(11): 13-17. Song Yanfang, Zhang Hongge. Research status and development trends of electromagnetic pulse welding technique[J]. Hot Working Technology, 2015, 44(11): 13-17.
[36] Demichev V F. The use of strong-pulsed magnetic fields to weld metals[J]. Atomic Energy, 1992, 73(4): 793-798.
[37] Andrianov A M, Demichev V F, Eliseev G A. Magnetic-pulse welding of metals and a setup for implementing it: British Patent, 1387721[P]. 1975.
[38] Andrianov A M, Demichev V F, Eliseev G A, et al. The stability of a single-turn solenoid in a pulsed magnetic field up to 1MOe (in Russian)[R]. Moscow: Kurchatov Institute of Atomic Energy, 1970.
[39] Andrianov A M, Demichev V F, Eliseev G A, et al. The use of strong magnetic fields in the welding of fuel elements[R]. Lubbock, Texas: Conference on Pulsed Power Production, 1976.
[40] Izhar A, Livshiz Y, Gafri O. High-voltage/high-current pulse power for civil, commercial, research, and military test applications - part IV: pulse magnetic welding[C]//2007 16th IEEE International Pulsed Power Conference, Albuquerque, NM, USA, 2007: 706-710.
[41] 李成祥, 许晨楠, 周言, 等. 铜-铝电磁脉冲焊接界面形成过程的原子扩散行为[J]. 焊接学报, 2024, 45(3): 22-31, 130. Li Chengxiang, Xu Chennan, Zhou Yan, et al. Atomic diffusion behavior in the interface formation of copper-aluminum electromagnetic pulse welding[J]. Transactions of the China Welding Institution, 2024, 45(3): 22-31, 130.
[42] 周言, 李成祥, 杜建, 等. 放电电压对镁-铝磁脉冲焊接中金属射流及结合界面的影响[J]. 电工技术学报, 2022, 37(2): 459-468, 495. Zhou Yan, Li Chengxiang, Du Jian, et al. Investigation on the effect of discharge voltage on metal jet and bonded interface in Mg-Al magnetic pulse welding[J]. Transactions of China Electrotechnical Society, 2022, 37(2): 459-468, 495.
[43] Sofi K, Hamzaoui M, El Idrissi H, et al. Electromagnetic pulse generator: an analytical and numerical study of the Lorentz force in tube crimping processes[J]. CIRP Journal of Manufacturing Science and Technology, 2020, 31: 108-118.
[44] 周言. 铜-铝板电磁脉冲焊接瞬态过程及接合机理研究[D]. 重庆: 重庆大学, 2021. Zhou Yan. Study on transient process and joining mechanism for electromagnetic pulse welding of Cu-Al plate[D]. Chongqing: Chongqing University, 2021.
[45] Chen Shujun, Jiang Xiaoqing. Microstructure evolution during magnetic pulse welding of dissimilar aluminium and magnesium alloys[J]. Journal of Manufacturing Processes, 2015, 19: 14-21.
[46] Raoelison R N, Buiron N, Rachik M, et al. Study of the elaboration of a practical weldability window in magnetic pulse welding[J]. Journal of Materials Processing Technology, 2013, 213(8): 1348-1354.
[47] 李成祥, 杜建, 陈丹, 等. 基于电磁脉冲成形技术的电缆接头压接装置的研制及实验研究[J]. 高电压技术, 2020, 46(8): 2941-2950. Li Chengxiang, Du Jian, Chen Dan, et al. Development and experimental study of cable joint pressure connecting device based on the electromagneticpulse forming technology[J]. High Voltage Engineering, 2020, 46(8): 2941-2950.
[48] 李颖许, 周羽生, 周文晴, 等. 基于电压控制的LC振荡放电融冰电源研究[J]. 高压电器, 2024, 60(4): 185-192. Li Yingxu, Zhou Yusheng, Zhou Wenqing, et al. Research on LC oscillation discharge deicing power supply based on voltage control[J]. High Voltage Apparatus, 2024, 60(4): 185-192.
[49] Kasumov M M, Chudakov V A. Modifican of a pulse capacitor for operating at a high-current of periodic discharge[J]. Instruments and Experimental Techniques, 1995, 38(1):121-122.
[50] Li Zhi, Peng Wenxiong, Chen Yingzi, et al. Analysis of energy transfer process in magnetic pulse welding and optimization of system efficiency[J]. The International Journal of Advanced Manufacturing Technology, 2023, 125(5): 2425-2434.
[51] Shim J Y, Kang B Y, Kim I S. Characteristics of Al/steel magnetic pulse tubular joint according to discharging time[J]. Journal of Mechanical Science and Technology, 2017, 31(8): 3793-3801.
[52] Li Chengxiang, Zhou Yan, Wang Xianmin, et al. Influence of discharge current frequency on electromagnetic pulse welding[J]. Journal of Manufacturing Processes, 2020, 57: 509-518.
[53] Zhou Yan, Li Chengxiang, Shen Ting, et al. Interfacial microstructure of multi-layered Al-Cu joint by electromagnetic pulse welding[J]. Journal of Materials Research and Technology, 2023, 25: 2446-2454.
[54] Zhou Yan, Li Chengxiang, Shi Xin, et al. Evaluation model of electromagnetic pulse welding effect based on Vc-β trajectory curve[J]. Journal of Materials Research and Technology, 2022, 20: 616-626.
[55] Li Yan, Yang Dezhi, Yang Wenyu, et al. Multiphysics numerical simulation of the transient forming mechanismof magnetic pulse welding[J]. Metals, 2022, 12(7): 1149.
[56] Li Chengxiang, Zhou Yan, Shi Xin, et al. Magnetic field edge-effect affecting joint macro-morphology in sheet electromagnetic pulse welding[J]. Materials and Manufacturing Processes, 2020, 35(9): 1040-1050.
[57] Li Chengxiang, Wu Zhaoxiao, Chen Dan, et al. Wavy interface formation mechanism during magnesium-aluminum electromagnetic pulse welding[J]. Applied Physics Letters, 2024, 125(22): 224101.
[58] Desai S V, Kumar S, Satyamurthy P, et al. Analysis of the effect of collision velocity in electromagnetic welding of aluminum strips[J]. International Journal of Applied Electromagnetics and Mechanics, 2010, 34(1/2): 131-139.
[59] Wang P Q, Chen D L, Ran Y, et al. Electromagnetic pulse welding of Al/Cu dissimilar materials: microstructure and tensile properties[J]. Materials Science and Engineering: A, 2020, 792: 139842.
[60] Aizawa T, Matsuzawa K. Comparison between simple seam welding and adjacent parallel seam welding by magnetic pulse sheet-welding method[J]. Materials Science Forum, 2018, 910: 19-24.
[61] Aizawa T. Magnetic pulse welding of Al/Cu sheets using 8-turn flat coil[J]. Journal of Light Metal Welding, Supplement, 2020, 58: 97-101.
[62] Zhang Huaiqing, Yang Zhiyuan, Ren Lianglu. Experimental investigation on structure parameters of E-shaped coil in magnetic pulse welding[J]. Materials and Manufacturing Processes, 2019, 34(15): 1701-1709.
[63] Li Zhi, Peng Wenxiong, Chen Yingzi, et al. Simulation and experimental analysis of Al/Ti plate magnetic pulse welding based on multi-seams coil[J]. Journal of Manufacturing Processes, 2022, 83: 290-299.
[64] Yao Yuanheng, Chen Dingding, Tang Bowei, et al. Miniaturized S-shaped flexible magnetic pulse welding coil design for engineering applications[J]. Journal of Manufacturing Processes, 2023, 104: 372-383.
[65] Lin Sen, Chou Nengzhuo, Zhao Yujia, et al. Topological optimization of magnetic pulse welding coils with a connectivity-constrained particle swarm optimization algorithm[J]. Materials & Design, 2022, 224: 111337.
[66] Psyk V, Linnemann M, Scheffler C. Experimental and numerical analysis of incremental magnetic pulse welding of dissimilar sheet metals[J]. Manufacturing Review, 2019, 6: 7.
[67] Kamal M, Daehn G S. A uniform pressure electromagnetic actuator for forming flat sheets[J]. Journal of Manufacturing Science and Engineering, 2007, 129(2): 369-379.
[68] Thibaudeau E, Kinsey B L. Analytical design and experimental validation of uniform pressure actuator for electromagnetic forming and welding[J]. Journal ofMaterials Processing Technology, 2015, 215: 251-263.
[69] Watanabe M, Kumai S. High-speed deformation and collision behavior of pure aluminum plates in magnetic pulse welding[J]. Materials Transactions, 2009, 50(8): 2035-2042.
[70] 李成祥, 沈婷, 周言, 等. 电动汽车高压线束电磁脉冲压接装置的研制及实验[J]. 强激光与粒子束, 2022, 34(7): 153-158. Li Chengxiang, Shen Ting, Zhou Yan, et al. Development and experiment of electromagnetic pulse crimping device for high-voltage wire harness of electric vehicles[J]. High Power Laser and Particle Beams, 2022, 34(7): 153-158.
[71] Zhang Hang, Liu Ning, Li Xiaoxiang, et al. Optimization design and experimental research of magnetic pulse welding system based on uniform pressure electromagnetic actuator[J]. The International Journal of Advanced Manufacturing Technology, 2022, 121(11): 8447-8465.
[72] Wu Zelin, Cao Quanliang, Fu Junyu, et al. An inner-field uniform pressure actuator with high performance and its application to titanium bipolar plate forming[J]. International Journal of Machine Tools and Manufacture, 2020, 155: 103570.
[73] Aizawa T. Magnetic pressure seam welding method for aluminium sheets[J]. Welding International, 2003, 17(12): 929-933.
[74] Kore S D, Date P P, Kulkarni S V. Effect of process parameters on electromagnetic impact welding of aluminum sheets[J]. International Journal of Impact Engineering, 2007, 34(8): 1327-1341.
[75] Sarvari M, Abdollah-zadeh A, Naffakh-Moosavy H, et al. Investigation of collision surfaces and weld interface in magnetic pulse welding of dissimilar Al/Cu sheets[J]. Journal of Manufacturing Processes, 2019, 45: 356-367.
[76] Berlin A, Nguyen T, Worswick M, et al. Metallurgical analysis of magnetic pulse welds of AZ31 magnesium alloy[J]. Science and Technology of Welding and Joining, 2011, 16(8): 728-734.
[77] 李成祥, 石鑫, 周言, 等. 针对H型线圈的电磁脉冲焊接仿真及线圈截面结构影响分析[J]. 电工技术学报, 2021, 36(23): 4992-5001. Li Chengxiang, Shi Xin, Zhou Yan, et al. Electromagnetic pulse welding simulation for H-type coil and analysis of the influence of coil cross-sectional structure[J]. Transactions of China Electro-technical Society, 2021, 36(23): 4992-5001.
[78] Zhou Yan, Li Chengxiang, Wang Xianmin, et al. Investigation of flyer plate dynamic behavior in electromagnetic pulse welding[J]. Journal of Manu-facturing Processes, 2021, 68: 189-197.
[79] Stankevic V, Lueg-Althoff J, Hahn M, et al. Magnetic field measurements during magnetic pulse welding using CMR-B-scalar sensors[J]. Sensors, 2020, 20(20): 5925.
[80] Shanthala K, Sreenivasa T N, Choudhury H, et al. Analytical, numerical and experimental study on joining of aluminium tube to dissimilar steel rods by electromagnetic pulse force[J]. Journal of Mechanical Science and Technology, 2018, 32(4): 1725-1732.
[81] Zhou Yan, Li Chengxiang, Shi Xin, et al. Effect of DH-shaped coil symmetry coefficient on EMPW process[J]. Materials and Manufacturing Processes, 2024, 39(8): 1122-1130.
[82] Ben-Artzy A, Stern A, Frage N, et al. Wave formation mechanism in magnetic pulse welding[J]. International Journal of Impact Engineering, 2010, 37(4): 397-404.
[83] Shribman V. Magnetic pulse welding for dissimilar and similar materials[C]//3rd lnternational Conference on High Speed Forming, Dortmund, Germany, 2008: 13-22.
[84] Nassiri A, Campbell C, Chini G, et al. Analytical model and experimental validation of single turn, axi-symmetric coil for electromagnetic forming and welding[J]. Procedia Manufacturing, 2015, 1: 814-827.
[85] Khan M R, Raj A, Hossain M M, et al. Distribution of electromagnetic field and pressure of single-turn circular coil for magnetic pulse welding using FEM [C]//Strengthening and Joining by Plastic Deformation, AIMTDR 2016, Pune, India, 2016: 201-215.
[86] Mishra S, Sharma S K, Kumar S, et al. 40kJ magnetic pulse welding system for expansion welding of aluminium 6061 tube[J]. Journal of Materials Processing Technology, 2017, 240: 168-175.
[87] Wang Xianming,Li Chengxiang,Zhou Yan,et al. Investigation of turn number of the coil on tube forming performance in electromagnetic pulse forming [C]//9th International Conference on High Speed Forming, Online, 2021: DE290R-22508.
[88] Pereira D, Oliveira J P, Santos T G, et al. Aluminium to carbon fibre reinforced Polymer tubes joints produced by magnetic pulse welding[J]. Composite Structures, 2019, 230: 111512.
[89] 钱多发. 铝制传动轴磁脉冲焊接工艺设计与优化[D]. 武汉: 武汉理工大学, 2021. Qian Duofa. Design and optimization of magnetic pulse welding process for aluminum transmission shaft[D]. Wuhan: Wuhan University of Technology, 2021.
[90] 尹成凯. 3A21铝合金和20#钢管-管磁脉冲焊接工艺研究[D]. 哈尔滨: 哈尔滨工业大学, 2010. Yin Chengkai. Study of magnetic pulse welding of 3A21 aluminum and 20 steel tubes[D]. Harbin: Harbin Institute of Technology, 2010.
[91] Shim J Y, Kim I S. Selection of design parameters of working coil for Al/Cu tubular magnetic pulse welding[J]. Advances in Mechanical Engineering, 2023, 15(12): 16878132231219573.
[92] 廖志刚. 电磁脉冲焊接电缆接头三维仿真及焊接工艺研究[D]. 重庆: 重庆大学, 2021. Liao Zhigang. Research on three-dimensional simulation and welding process of electromagnetic pulse welding cable joints[D]. Chongqing: Chongqing University, 2021.
[93] Bellmann J, Lueg-Althoff J, Schulze S, et al. Measurement and analysis technologies for magnetic pulse welding: established methods and new strategies [J]. Advances in Manufacturing, 2016, 4(4): 322-339.
[94] Shotri R, Racineux G, De A. Magnetic pulse welding of metallic tubes-experimental investigation and numerical modelling[J]. Science and Technology of Welding and Joining, 2020, 25(4): 273-281.
[95] Lueg-Althoff J, Bellmann J, Hahn M, et al. Joining dissimilar thin-walled tubes by magnetic pulse welding[J]. Journal of Materials Processing Technology, 2020, 279: 116562.
[96] Bellmann J, Lueg-Althoff J, Schulze S, et al. Effect of the wall thickness on the forming behavior and welding result during magnetic pulse welding[J]. Materialwissenschaft und Werkstofftechnik, 2019, 50(8): 883-892.
[97] Kumar R, Kore S D. Experimental studies on the effect of different field shaper geometries on magnetic pulse crimping in cylindrical configuration[J]. The International Journal of Advanced Manufacturing Technology, 2019, 105(11): 4677-4690.
[98] 颜子钦, 邱东阳, 崔晓辉, 等. 多缝隙集磁器的磁脉冲管件缩径成形及连接[J]. 锻压技术, 2021, 46(4): 205-214. Yan Ziqin, Qiu Dongyang, Cui Xiaohui, et al. Diameter reduction forming and welding of magnetic pulse tube for multi-slit magnetic collector[J]. Forging & Stamping Technology, 2021, 46(4): 205-214.
[99] Yan Ziqin, Xiao Ang, Cui Xiaohui, et al. Magnetic pulse welding of aluminum to steel tubes using a field-shaper with multiple seams[J]. Journal of Manu-facturing Processes, 2021, 65: 214-227.
[100] Dang Haiqing, Yu Haiping. Improving the quality of Al-Fe tube joints manufactured via magnetic pulse welding using an inclined-wall field shaper[J]. Journal of Manufacturing Processes, 2022, 73: 78-89.
[101] 李成祥, 沈婷, 吴浩, 等. 平板集磁器结构对涡流分布与集磁效果的影响规律[J]. 电工技术学报, 2023, 38(15): 4087-4096. Li Chengxiang, Shen Ting, Wu Hao, et al. Influence of the structure parameters of the flat field shaper on the eddy current distribution and magnetic concen-tration effect[J]. Transactions of China Electro-technical Society, 2023, 38(15): 4087-4096.
[102] Psyk V, Scheffler C, Linnemann M, et al. Process analysis for magnetic pulse welding of similar and dissimilar material sheet metal joints[J]. Procedia Engineering, 2017, 207: 353-358.
Abstract Electromagnetic pulse welding (EMPW) represents a significant application of electromagnetic forming in materials processing. This technique employs electromagnetic forces to induce high-speed deformation and collision between metals, resulting in metallurgical bonding. Unlike conventional welding methods, EMPW requires no external heat source and occurs over extremely short durations, minimizing temperature rise and eliminating heat-affected zones. These features help suppress or even prevent the formation of brittle intermetallic compounds, thereby improving the quality of the welded joints. In EMPW, welding quality is determined by the collision velocity and angle, both of which depend on the electromagnetic force field acting on the metals. This force arises from the interaction between eddy currents induced in the metal and the pulsed magnetic field generated by the coil. By adjusting electromagnetic parameters, it becomes possible to precisely control the magnitude and distribution of the force field, thereby enhancing collision conditions and joint quality.
Current research on optimizing the electromagnetic force field in EMPW can be categorized into three approaches based on optimization strategy and workpiece type: pulse discharge equipment optimization, flat workpiece driver optimization, and tubular workpiece driver optimization. This review explores the underlying principles, key technologies, and representative applications of each approach and outlines the major challenges that remain in the optimization of electromagnetic force fields.
The first approach is pulse discharge equipment to optimize the electromagnetic force field. Such systems typically comprise a charging power supply, energy storage capacitors, discharge switches, and their control units. Adjusting the component parameters of the discharge circuit modifies the amplitude and frequency of the pulsed current. While this method does not change the spatial distribution of the electromagnetic force field, it allows for control over the amplitude and temporal characteristics of the force acting on the workpiece, improving the welding outcome.
The second approach is the plate workpiece driver optimized electromagnetic force field. Drivers, as core components in EMPW, directly influence the strength and distribution of the magnetic field, eddy currents, and resultant electromagnetic forces. Unlike pulse discharge systems that primarily affect the time distribution of forces, flat workpiece drivers improve spatial distribution by modifying coil geometry and parameters. Structural adjustments to the driver can significantly improve weld quality through enhanced control of the force field's distribution.
The third approach is the optimization of the electromagnetic force field by the tubular workpiece driver. The actuators required for EMPW of tubular workpieces are more complex than those for plate workpieces and usually consist of a coil and a field shaper. The coil is used to provide the magnetic field, and the field shaper is used to concentrate the magnetic energy. After the coil generates the magnetic field, the field shaper uses the skin effect and cooperates with the special structure to concentrate the magnetic field energy, to change the magnetic field distribution in the welding area, and achieve the purpose of adjusting the magnetic field distribution, enhancing the local magnetic field and improving the distribution of electromagnetic force field. By reasonably designing the structure and parameters of the tubular workpiece driver, the temporal and spatial distribution of the electromagnetic force field can be effectively optimized, thus improving the welding effect.
Finally, the review highlights the prospects of EMPW and identifies critical challenges that must be addressed to advance its industrial application. EMPW holds great promise in fields such as aerospace, new energy vehicle manufacturing, and energy equipment production. However, several obstacles remain, particularly in optimizing electromagnetic force fields. Key challenges include increasing output energy, maximizing peak current, and optimizing frequency to meet diverse industrial requirements; achieving more precise control of the electromagnetic force field; and overcoming the limitations of single-driver systems. To address these issues, three future directions are proposed: enhancing the energy capacity of pulse discharge equipment, developing novel driver designs, and exploring combinations of multiple drivers. These efforts are expected to further refine the electromagnetic force field and accelerate the industrialization of EMPW.
keywords:Electromagnetic pulse welding, pulse power technology, optimization of electromagnetic force field, collision speed, collision angle
DOI: 10.19595/j.cnki.1000-6753.tces.250512
中图分类号:TM89
国家自然科学基金项目(52207148)和重庆市技术创新与应用发展项目(CSTB2024TIAD-CYKJCXX0007)资助。
收稿日期 2025-03-31
改稿日期 2025-05-24
李成祥 男,1979年生,研究员,博士生导师,研究方向为脉冲功率技术及其应用,先进电磁制造技术和电气设备状态智能检测、诊断及评估。E-mail: lichengxiang@cqu.edu.cn
周 言 男,1992年生,博士,副教授,研究方向为电磁脉冲焊接技术。E-mail: zhouyan1992@cqu.edu.cn(通信作者)
(编辑 李 冰)