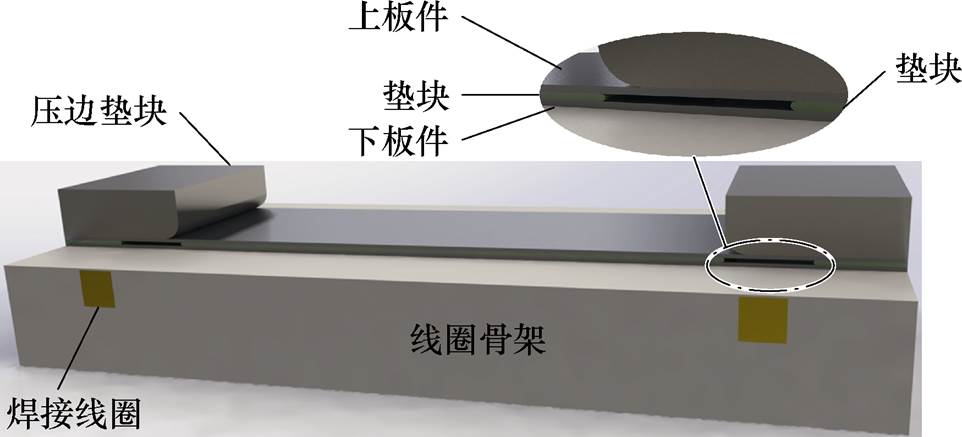
图1 复合式电磁成形铝合金空心板件系统结构
Fig.1 Composite electromagnetic forming aluminum alloy hollow plate system structure diagram
摘要 当前空心板件制造工艺多采用机械力与热作用相结合的方式实现,在钛合金等硬脆且电导率较低的材料加工中展现出较好的工艺适配性,但对于具有高延展性和高电导率的铝合金材料而言,现有工艺难以实现良好的适配性。因此,该文首先提出一种铝合金空心板件复合式电磁成形方案,详细介绍了该技术的成形原理,将整个过程分为两个关键阶段:空心腔体胀形和板件两端电磁脉冲焊接。然后,通过建立有限元模型,对其动态过程和成形效果进行了分析,并深入探讨了系统参数对成形效果的影响。结果表明:本方案成功实现了空心腔体高度为20.1 mm的铝合金空心板件成形,胀形最大速度达20.71 m/s;板件表面最大成形差值为0.15 mm,均匀性良好;板件两端可形成有效焊接接头,总时长小于3 ms。改变放电电压、放电电容、板件厚度及绝缘板厚度,可以有效控制空心腔体成形高度,而成形空心板件的均匀性仅受板件厚度影响。
关键词:铝合金空心板件 电磁成形 系统参数 板件均匀度 有限元分析
铝合金空心板件应用前景广阔,可以有效实现材料轻量化与结构轻量化[1]。研究表明,汽车质量每降低10%,油耗可降低8%,同时排放降低4%[2]。轻量化是节约能源和减少有害气体排放的有效途径,同时可有效延长零部件的使用寿命[3]。
目前,制造空心板件的工艺有超塑成形/扩散连接(SPF/DB)、搅拌摩擦焊接(FSW)、爆炸焊接(EXW)等工艺。1984年英国开始使用SPF/DB进行空心叶片的制造,该技术一直沿用至今[4]。王国峰等[5]基于SPF/DB工艺在连接压强5 MPa、保温时长2.5 h、扩散温度500~530℃条件下实现2B06铝合金中空双层结构件成形。许慧元等[6]在温度900℃及压力2.5 MPa条件下使用SPF/DB工艺实现铝钛空心结构板件的成形。王会东等[7]在870~930℃、1.0~1.5 MPa的条件下,通过整体超塑成形方法制得壁板零件。Huang Yangxian等[8]设计了一种新型自支撑搅拌摩擦焊接工具,用于连接铝合金空心挤压件,解决了传统搅拌摩擦焊接过程中易出现的根部缺陷难题,但在焊接后会出现与下肩部类似的关键孔缺陷这一问题。Duan Mianjun等[9]采用两步爆炸焊接法成功制备了铝钢空心结构部件,避免了爆炸焊接中板件的损坏,但仍存在填充模具易脱模的难题。综上所述,以上加工工艺仍然存在工艺复杂、制造周期长及表面缺陷等难题,难以满足铝合金空心板件的制造需求,亟须一种高效率、高质量的新型加工工艺。
电磁成形(Electromagnetic Forming, EMF)是一种利用洛伦兹力驱动金属工件发生高速变形的先进制造技术[10-12],该技术在常温常压下具有极高的应变速率,洛伦兹力所产生的均匀载荷可有效克服板件成形的壁厚不均匀、严重开裂等问题[13],充分应用了铝合金材料的高延展性和高电导率的材料特性。Feng Fei等[14]将脉冲电流通入工件,在ms级的时间内实现了铝合金板件成形。H. G. Noh等[15]采用两个扁平螺旋线圈对铝合金板件进行两步电磁成形,实现了工件的高精度成形。Su Hongliang等[16]通过数值模拟对球型冠状薄壁工件电磁成形过程进行分析,实验得到了高精度、均匀性良好的工件。Dong Pengxin等[17]通过脉冲电流电磁成形实现了铝合金和不锈钢材料的空心腔体胀形,并在文中阐明了成形板件更适用于铝合金等高电导率材料。电磁成形工艺有效规避了对复杂环境控制的依赖,实现了对工件的高效率、高质量成形。
基于此,本文提出了一种复合式电磁成形铝合金空心板件方案。该方案分为空心腔体胀形和板件两端电磁脉冲焊接两个阶段。首先对成形系统及原理进行介绍。然后使用有限元软件建立了电路-磁场-结构场多场耦合的三维铝合金空心板件电磁成形仿真模型,研究了铝合金空心板件电磁成形动态过程以及电磁参数的变化规律,并结合板件电磁脉冲焊接流动限理论对板件两端的连接进行了验证。最后分析了系统参数对空心板件成形形状与成形质量的作用机制。本研究极大地拓展了电磁成形技术的应用场景,可通过更换不同类型焊接线圈、加入成形模具约束和调整系统参数等方式实现更多类型的铝合金空心薄壁构件的制造。
图1所示为复合式电磁成形铝合金空心板件系统结构。该系统主要由线圈骨架、焊接线圈、成形板件和垫块组成。其中,焊接线圈由导电性能良好的T2铜制成。为防止通流胀形板件之间接触发生打火,以及板件电磁脉冲焊接调节焊接间隙,在两板件之间放置了环氧垫块。上板件两端设置压边垫块,约束成形板件胀形和焊接区域。
图1 复合式电磁成形铝合金空心板件系统结构
Fig.1 Composite electromagnetic forming aluminum alloy hollow plate system structure diagram
复合式电磁成形铝合金空心板件成形原理如图2所示。上、下板件与空心腔体胀形电源系统串联构成闭合回路,电容器组放电,两块板件流过方向相反的脉冲电流,板间产生脉冲磁场。依据安培定律,每一块金属板材所产生的电流会在另一块金属板材所在的区域内激发垂直向内的磁感应强度B。根据楞次定律,脉冲电流和空间磁场共同作用产生互斥洛伦兹力驱使上板件变形[18],形成空心腔体,如图2a所示。
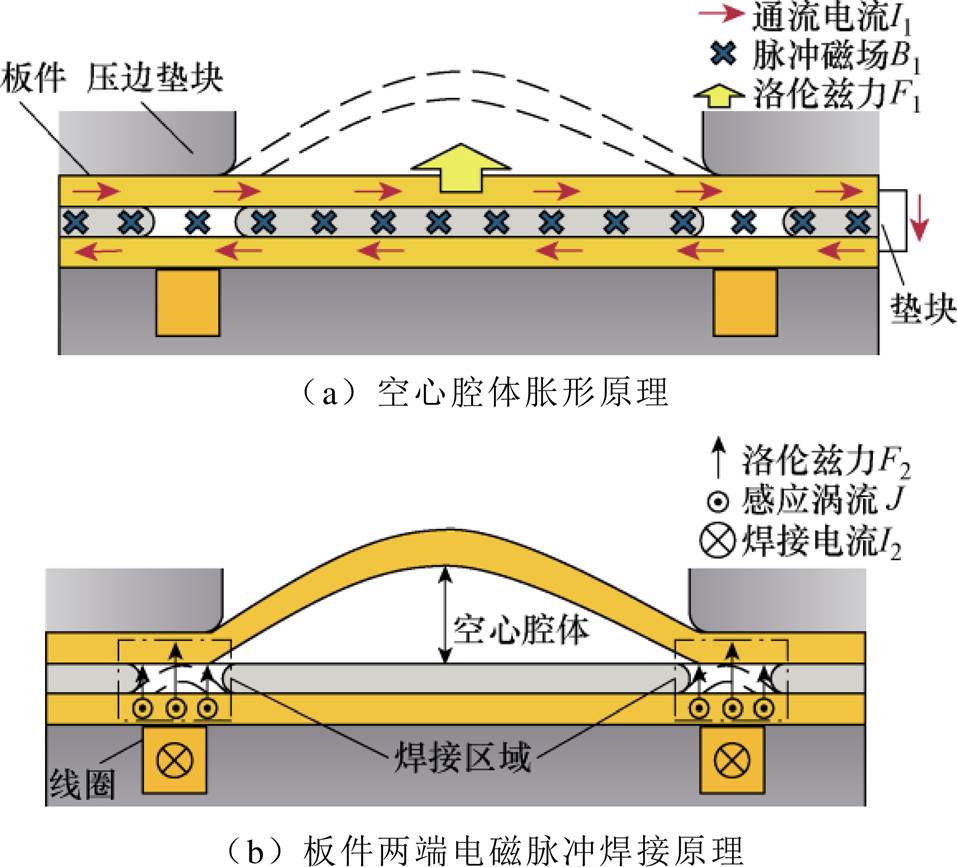
图2 复合式电磁成形铝合金空心板件成形原理
Fig.2 Composite electromagnetic forming aluminum alloy hollow plate forming principle
在空心腔体成形完毕后,闭合线圈与电磁脉冲焊接系统构成的回路,电容器组放电,线圈中通入快速变化的脉冲电流。根据电磁感应定律,焊接线圈产生快速变化的脉冲磁场,该磁场在靠近线圈侧的下板件表面产生感应涡流,感应涡流与脉冲电流共同作用,下板件受到向上的洛伦兹力。在洛伦兹力的驱动下,下板件作为飞板在焊接区域范围内高速变形向上板件发生撞击,实现上、下板件两端区域的连接,从而形成铝合金空心板件,如图2b所示。
空心腔体胀形系统主要包括电容器、上下铝合金板件、开关、模具和垫块。上、下板材与电容器串联连接。闭合开关,在长度为l的板件间会通入反向脉冲电流I。根据安培定律,可知两块板件之间会产生一个垂直纸面向内的磁场B。又由洛伦兹力定律可以判断得到上板件受到向上的洛伦兹力[18],其表达式为
 (1)
(1)
因此板件在洛伦兹力的作用下发生胀形,形成空心腔体,由于上板件端部受到模具的限制,仅有上板件中心区域发生塑性变形。
电磁脉冲焊接系统主要包括电容器、两块金属板件、开关、模具和线圈。当开关闭合时,电容器组中存储的电能以脉冲电流形式释放到线圈中,根据电磁感应定律,下板件的感应电动势为
 (2)
(2)
式中, 为穿过下板件的磁链;i为回路电流;L为回路电感。线圈周围产生强脉冲瞬态磁场B,在其作用下,飞板上产生与线圈电流方向相反的感应涡流J大小为
为穿过下板件的磁链;i为回路电流;L为回路电感。线圈周围产生强脉冲瞬态磁场B,在其作用下,飞板上产生与线圈电流方向相反的感应涡流J大小为
 (3)
(3)
式中,ZW为感应涡流所受阻抗;S为涡流截面积。在感应涡流J和瞬态磁场B的共同作用下,线圈与飞板间产生巨大的洛伦兹力,即
 (4)
(4)
板件电磁脉冲焊接属于固相连接技术,故电磁脉冲焊接接头形成需要根据其临界参数和计算模型来进行分析[19],并将最小流动限(VCmin)作为电磁脉冲形成焊接接头的参考。电磁脉冲焊接板件示意图如图3所示。VC为碰撞点水平碰撞速度,VP为碰撞点垂直碰撞速度,b为碰撞角度。
图3 电磁脉冲焊接板件示意图
Fig.3 Schematic diagram of electromagnetic pulse welding plate
碰撞点速度的最小值VCmin(流动限),决定了金属射流发生的基本条件,其计算公式为[20]
 (5)
(5)
式中,K为流动限系数,一般取10~12,本文基于曹亚明等[21]研究K取12;s1和r1为下板件(飞板)的屈服强度和密度;s2和r2为上板件(基板)的屈服强度和密度。由式(5)中可得,计算碰撞点最小临界速度应选择飞板和基板材料中最大的屈服强度和最小的密度。由于本文飞板和基板所选用材料均为铝合金,但原理和公式同样适用,现将式(5)进一步修正为[21]
 (6)
(6)
式中,铝合金屈服强度sAl=120 MPa,rAl=2.7× 103 kg/m3。由图3可知,碰撞点水平碰撞速度和碰撞点垂直碰撞速度之间的关系为
 (7)
(7)
 一般取5°~30°[22],将式(6)代入式(7)可得
一般取5°~30°[22],将式(6)代入式(7)可得
 (8)
(8)
因此,只需飞板和基板的垂直碰撞速度满足式(9)即可形成焊接接头。
 (9)
(9)
电磁成形速度极快且十分复杂,在实验中难以得到详细数据来反映成形过程中的动态变化关系,因此需要借助仿真来详细分析电磁成形铝合金空心板件的动态过程。
图4所示为电磁成形空心板件制造系统主要零部件参数图。其中上、下板件尺寸为230 mm× 50 mm×1 mm。因空心腔体胀形工艺板间需要绝缘板,且需预留出满足电磁脉冲焊接工艺实施所需的空间,故板间垫块选择为一块放置中间位置的150 mm×50 mm×1 mm长垫块和两块放置两侧位置的20 mm×50 mm×1 mm短垫块。为了更好地达到成形效果,对压边垫块和板间垫块进行倒角处理,倒角分别为5 mm和0.5 mm。
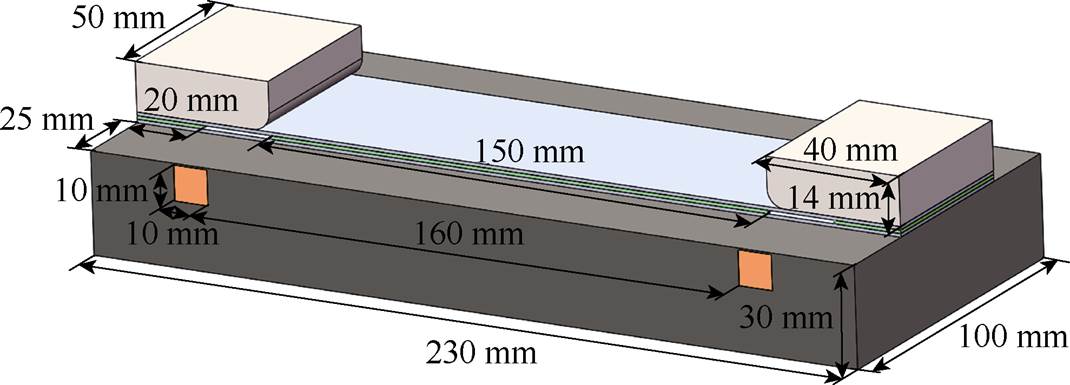
图4 系统主要零部件参数图
Fig.4 Parameter diagram of the main components of the system
空心腔体胀形和电磁脉冲焊接电源系统放电主回路本质上都为串联RLC振荡电路,使用排斥式洛伦兹力作为驱动力,系统等效电路如图5所示。
由图5可知,空心腔体胀形系统:闭合开关S2,主回路直接通入上、下板件反向脉冲电流,构成闭合回路,其微分方程为

图5 系统等效电路
Fig.5 system equivalent circuit diagram
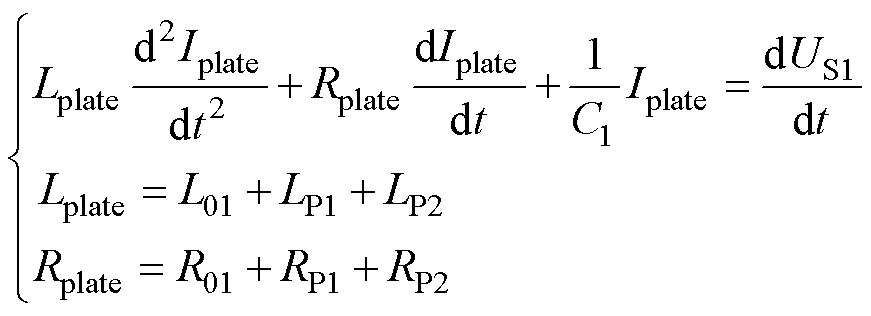 (10)
(10)
式中,Iplate为空心腔体胀形系统放电主回路电流;C1为空心腔体胀形系统电容器组;Lplate、Rplate分别为R01和L01为线路电阻和电感;RP1和LP1、RP2和LP2分别为上、下板件电阻和电感(阻抗)。
电磁脉冲焊接系统:闭合开关S4,电容器组与焊接线圈构成闭合回路,电容器中存储的电能迅速释放到焊接线圈中,产生强大的脉冲电流,其微分方程为
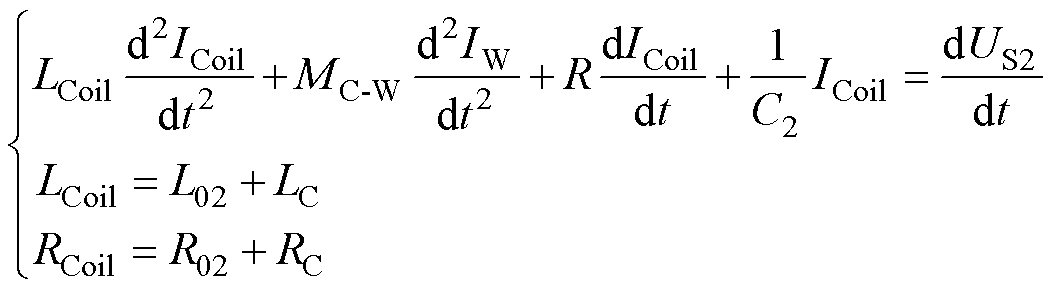 (11)
(11)
式中,ICoil为电磁脉冲焊接系统放电主回路电流;IW为下板件感应涡流;C2为电磁脉冲焊接系统电容器组;R02和L02为线路电阻和电感;RW和LW为下板件感应涡流电阻和电感;MC-W为线圈与下板件之间的互感。
放电主回路的固有角频率 为
为
 (12)
(12)
式中,C为电容器组电容,C=C1或C2;L为放电主回路总电感,L=Lplate或LCoil;R为放电主回路总电阻,R=Rplate或RCoil。
放电主回路的电流为
 (13)
(13)
式中,US为电容器组放电电压;z为阻尼系数。
电容器组存储能量为
 (14)
(14)
空心腔体胀形系统和电磁脉冲焊接系统中流过的电流由电路模块和磁场模块耦合计算所得。分别在电路模块中搭建空心腔体胀形和电磁脉冲焊接放电主回路,并将上、下板件和线圈作为与外部磁场、机械场的耦合器件。电源系统元器件参数见表1。
表1 电源系统参数
Tab.1 Discharge parameters of the circuit
参 数数 值 空心腔体胀形系统放电电压U01/kV6 放电电容C1/mF150 线路电阻R01/mW13 线路电感L01/mH1.7 电磁脉冲焊接系统放电电压U02/kV16 放电电容C2/mF100 线路电阻R02/mW4 线路电感L02/mH0.15
模型中所使用线圈材料为T2铜,铝合金板件所用材料均为AA-6063铝。材料的参数见表2。
表2 材料属性参数
Tab.2 Material property parameters

材料电导率/(S/m)杨氏模量/GPa泊松比密度/(kg/m3) T2铜5.71×1071180.358 900 6063铝3.53×1071100.332 700
本文所建立的有限元模型如图6所示。在实际实验中,线圈骨架、线圈、板间垫块和压边垫块均受到机械固定,因此将线圈骨架和线圈设置为固定约束。板间垫块和压边垫块的x和y方向设置为固定约束,为实现在板件间传导预紧力,故z方向上不设置约束[23]。
图6 有限元模型
Fig.6 The finite element model of the system
在有限元仿真中,网格剖分会影响计算结果的精度和计算效率,为保证模型的计算精度,在变形区域的板件、垫块和线圈采用较细的网格进行划分,各组件网格划分参数见表3。
表3 网格参数
Tab.3 Grid parameters
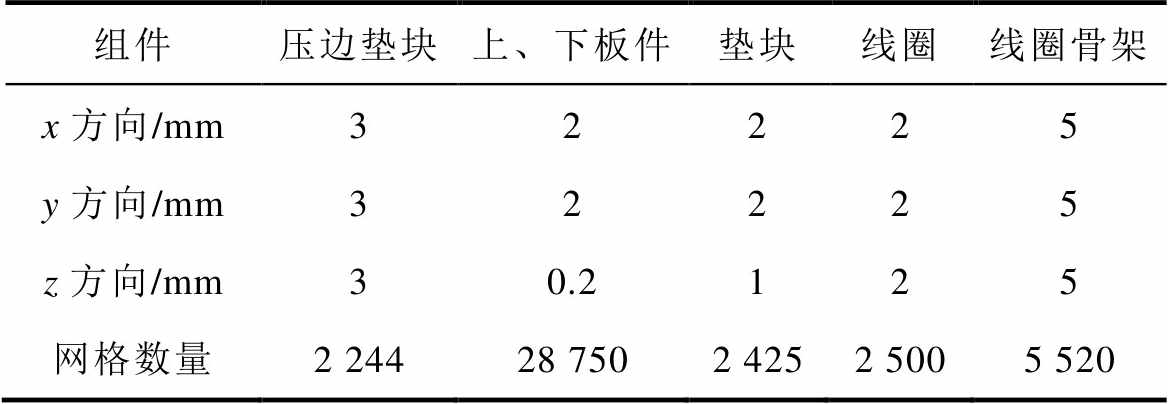
组件压边垫块上、下板件垫块线圈线圈骨架 x方向/mm32225 y方向/mm32225 z方向/mm30.2125 网格数量2 24428 7502 4252 5005 520
在进行仿真分析之前,需要进行准确性分析。故本文根据李显[23]的研究建立了仿真模型。设置放电电压为6 kV,板间距为1 mm,模具为形腔直径为54 mm的单拱模具,进行相应的仿真验证,如图7所示。

(a)仿真模拟效果

(b)文献效果
图7 实验与仿真效果对比
Fig.7 Comparison of experimental and simulation effects
实验所得成形高度为6.93 mm,仿真计算得板件中心成形高度为6.82 mm,误差约为1.6%。与实验结果相差较小,表明该仿真模型具有较好的精确性,可以在该模型的基础上进一步进行电磁成形过程的分析研究。
铝合金空心板件电磁成形工艺由两个连续阶段构成:中心区域空心腔体胀形(0<t1<2.6 ms 和板件两端电磁脉冲焊接(0<t2<20 ms)。空心腔体胀形阶段由t1表示,在上板件胀形结束后,进入板件两端电磁脉冲焊接阶段,由t2表示。
和板件两端电磁脉冲焊接(0<t2<20 ms)。空心腔体胀形阶段由t1表示,在上板件胀形结束后,进入板件两端电磁脉冲焊接阶段,由t2表示。
本文所设计的复合式电磁成形铝合金空心板件成形方案最终成形过程如图8所示,空心腔体胀形工艺实现20.1 mm高度空心腔体,电磁脉冲焊接工艺实现上、下板件的两端连接。
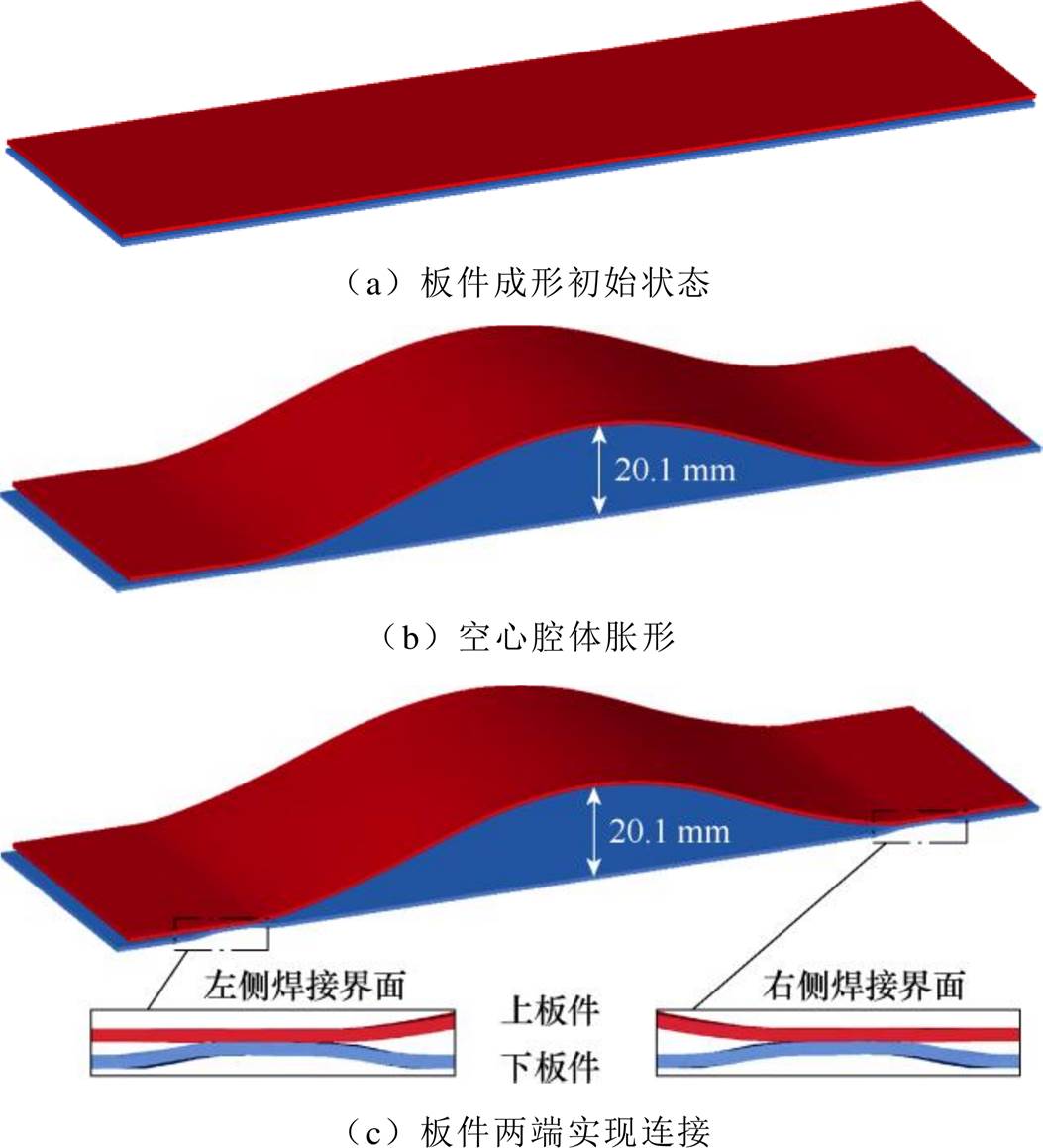
图8 铝合金空心板件成形过程
Fig.8 Aluminum alloy hollow plate forming process
采用前文所述电源系统参数进行计算,空心腔体胀形系统电流波形与上板件中心点速度曲线如图9所示。胀形系统放电电流在0.027 ms达到峰值45.55 kA,放电过程十分迅速,在2 ms时振荡电流基本衰减为零。上板件中心点在0.54 ms达到最大速度20.71 m/s,随着板间距的增大,所受洛伦兹力逐渐减小,最终在2.04 ms时减速为零,随后板件开始回弹,在2.3 ms达到最大反向速度-4.81 m/s,随后上板件运动速度在小范围内振荡并逐渐衰减。
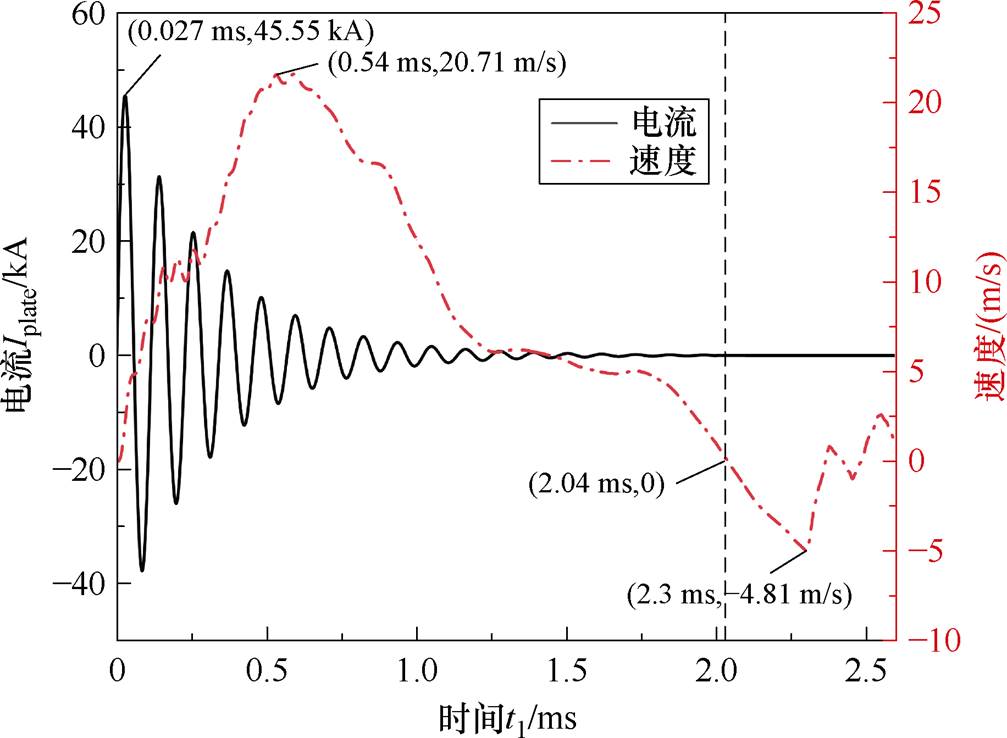
图9 胀形系统放电电流与上板件中心点速度
Fig.9 Bulging system discharge current and speed at the center point of the upper plate
上板件所受洛伦兹力与成形高度如图10所示。可将空心腔体胀形过程分为以下三个阶段:
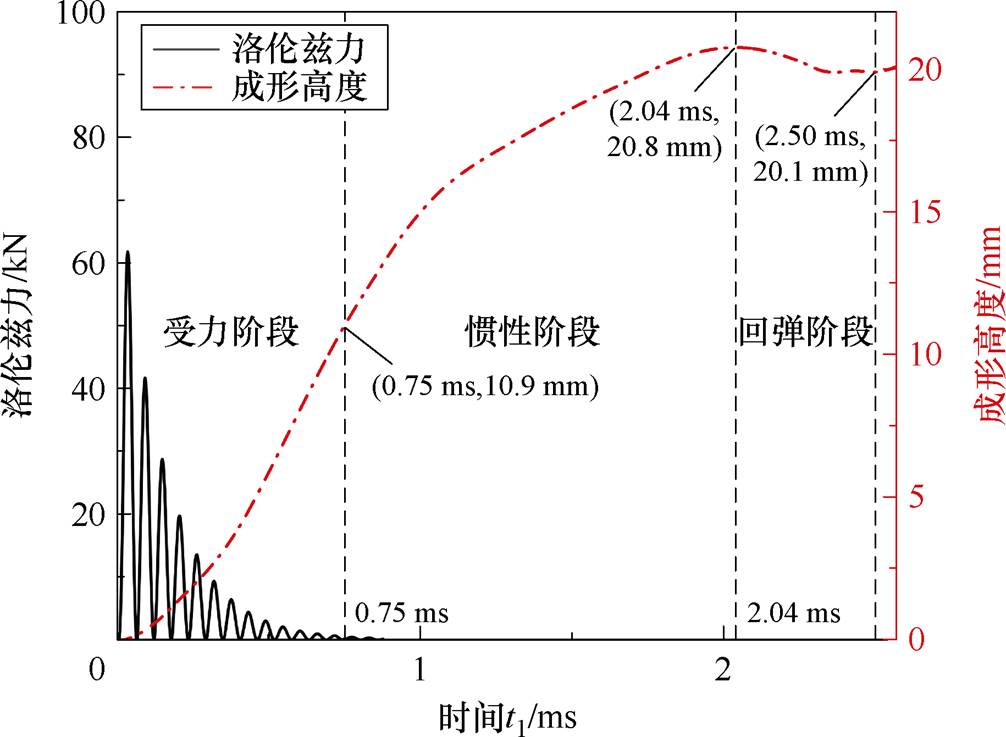
图10 上板件所受洛伦兹力与成形高度
Fig.10 Lorentz force and forming height of upper plate
(1)受力阶段(0<t1≤0.75 ms=:在该阶段由于板间距较小,会产生较大的洛伦兹力为上板件的变形提供充足的动能,因此该阶段上板件在洛伦兹力作用下成形。t1=0.75 ms时,随着上、下板间距的增大和脉冲电流的衰减,由式(1)得,所受洛伦兹力迅速减小,上板件中心区域几乎不再受到洛伦兹力的作用,此阶段空心腔体成形高度达到10.9 mm。
(2)惯性阶段(0.75 ms<t1≤2.04 ms):在此阶段,上板件在惯性力的作用下继续成形,由于几乎不再受到洛伦兹力的作用,上板件做减速运动,直至t1=2.04 ms时速度减小为零,此阶段空心腔体达到最大成形高度20.8 mm。
(3)回弹阶段(2.04 ms<t1≤2.50 ms):当上板件在t1=2.04 ms达到空心腔体最大成形高度且速度减小至零时,上板件在自身应力作用下开始回弹,最终在多次振荡后,在t1=2.50 ms时成形高度稳定为20.1 mm。
惯性成形阶段(0.75 ms<t1<2.04 ms约占板件空心腔体胀形过程总时长的70%,因此可以推断出该过程由高强度的脉冲洛伦兹力提供动能,并依赖惯性力使空心腔体成形。
上板件中心点速度变化曲线难以反映整个空心腔体成形的运动过程,故选择成形过程中关键时间节点绘制了不同时刻上板件轴向速度矢量云图,如图11所示。在板件变形初期t1=0.27 ms时刻中心两侧区域呈凸起状,直至t1=0.54 ms时中心区域速度基本一致。t1=2.04 ms时达到最大成形高度,板件中心点速度为零,两侧区域速度反向,这表明板件开始向下回弹,直至t1=2.30 ms中心区域达到最大反向速度,最终在t1=2.50 ms板件基本稳定。由于变形区域出现了反向速度以及变形末期的振荡,可能会造成板件的不均匀变形,故本文将在后文对板件均匀性进行详细分析。
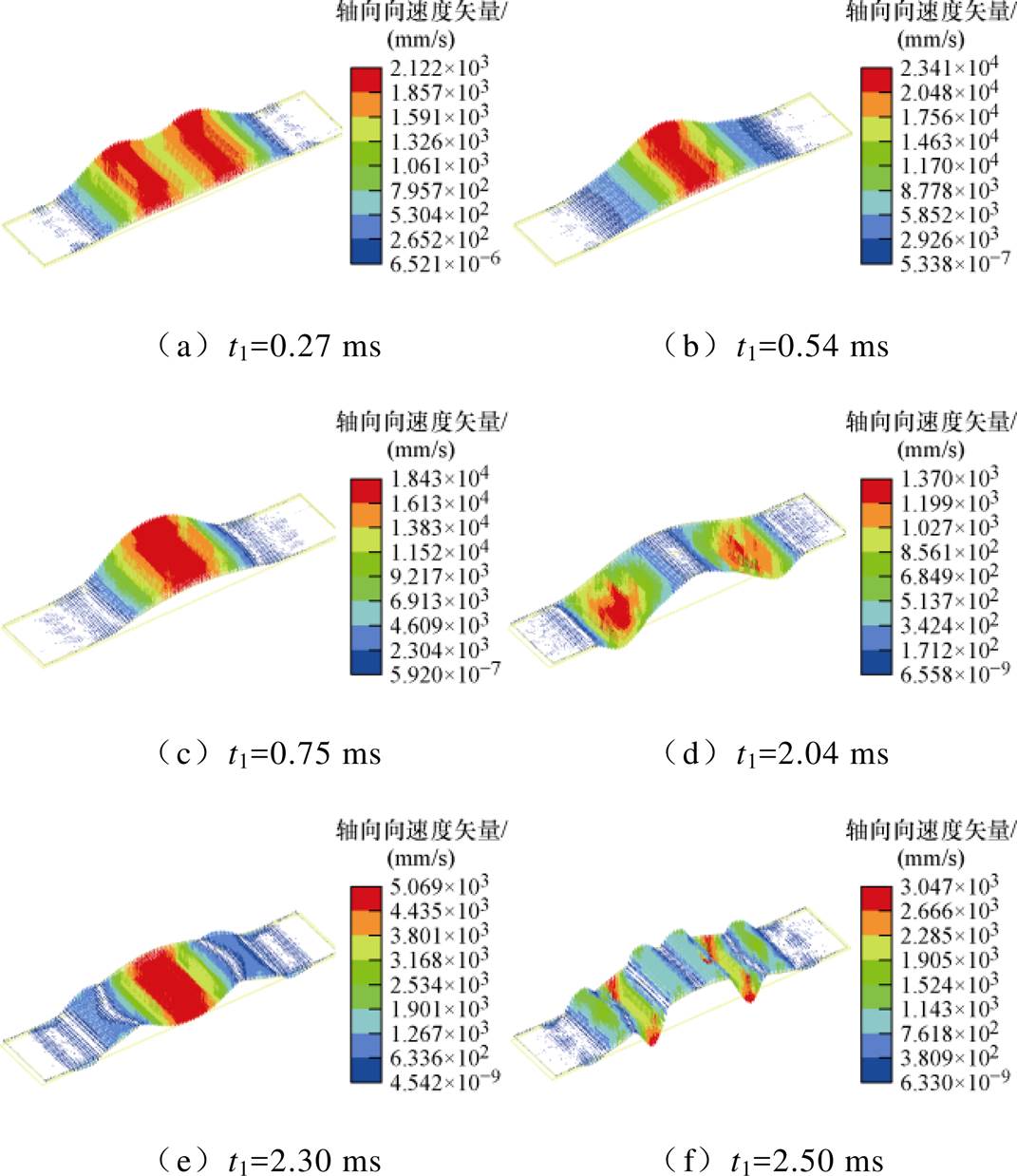
图11 不同时刻上板件轴向速度矢量
Fig.11 Axial velocity vector of upper plate at different time
图12为不同时刻上板件沿长边方向成形高度分布。在板件变形初期t1=0.27 ms时,板件中心区域均匀对称变形,呈现为平顶型。随着板件持续受力变形,由于板间两侧被压边块所限制,板件中心沿长边方向的成形高度差异逐渐增大,使得中心区域洛伦兹力比两侧衰减得更快,故t1=0.36 ms时板件呈现出两端高中间低的现象。上板件在洛伦兹力作用下持续受力变形,但板件两端区域由于模具的限制下变形程度有限,空心腔体变形为拱形。在t1= 0.75 ms时由于脉冲电流的衰减和板间距的增大,导致板件几乎不再受到洛伦兹力作用,将在惯性力的作用下继续变形。t1=2.04 ms时板件达到最大成形高度20.8 mm,在经历回弹阶段后达到稳定高度20.1 mm。
最终空心腔体成形高度为20.1 mm,与最大成形高度仅有0.7 mm的差值,板件的回弹量处于一个较低的水平。
变形均匀性作为一种重要铝合金板件质量评价标准[24],曲面件变形不均匀会导致各区域力学性能不均匀,甚至产生橘皮缺陷[25]。因此有必要对空心腔体成形均匀度进行检验。空心腔体短边方向成形观测路径如图13所示,在变形完成后的板件,取长边方向坐标相同而短边方向距离变化的5条路径作为观测对象。
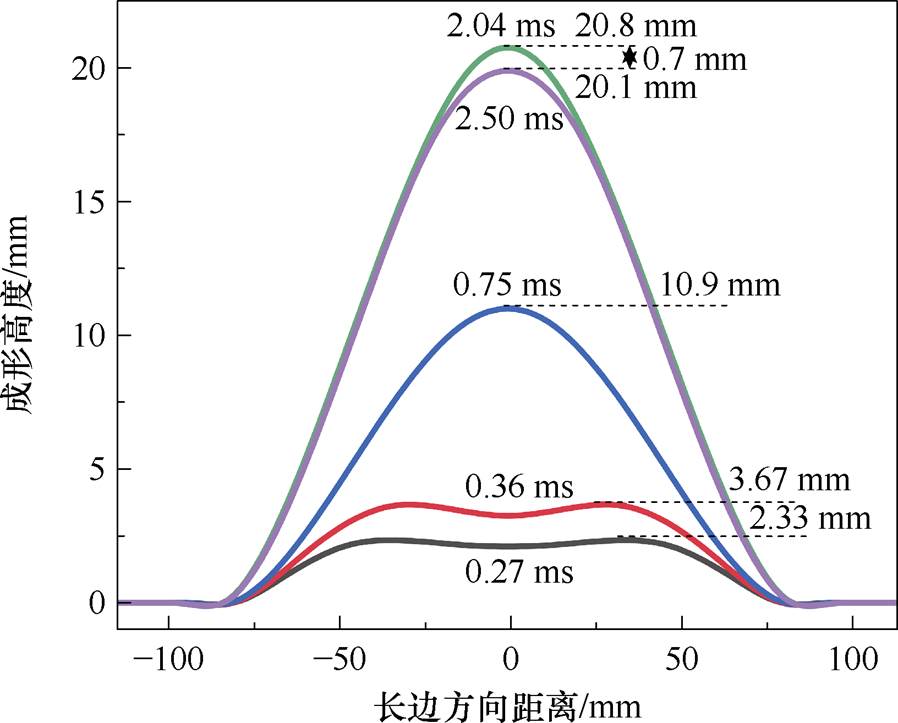
图12 沿长边方向距离成形高度
Fig.12 Distance forming height along the long side direction
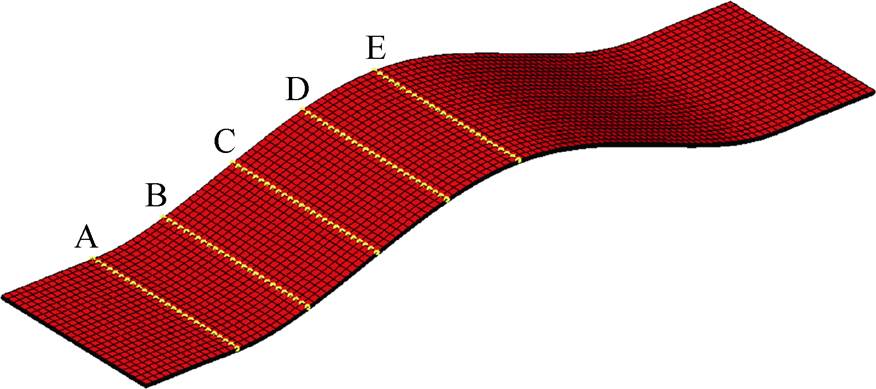
图13 空心腔体短边方向成形观测路径
Fig.13 Short side forming observation path of hollow cavity
图14所示为空心结构板件短边方向变形的均匀度,通过观测每个点的变形高度可知,空心结构板件变形较为均匀。路径E的形变量最大,等效应变分布在20.02~20.17 mm范围之内,最大差值仅为0.15 mm,表面均匀平整、无橘皮等缺陷,且成形件未出现裂缝与气泡等外观不良,满足6063铝合金型材执行标准GB/T 5237—2008相关要求。结合图12成形板件沿长边方向距离的成形高度分布,证明成形空心腔体表面均匀,成形质量良好。
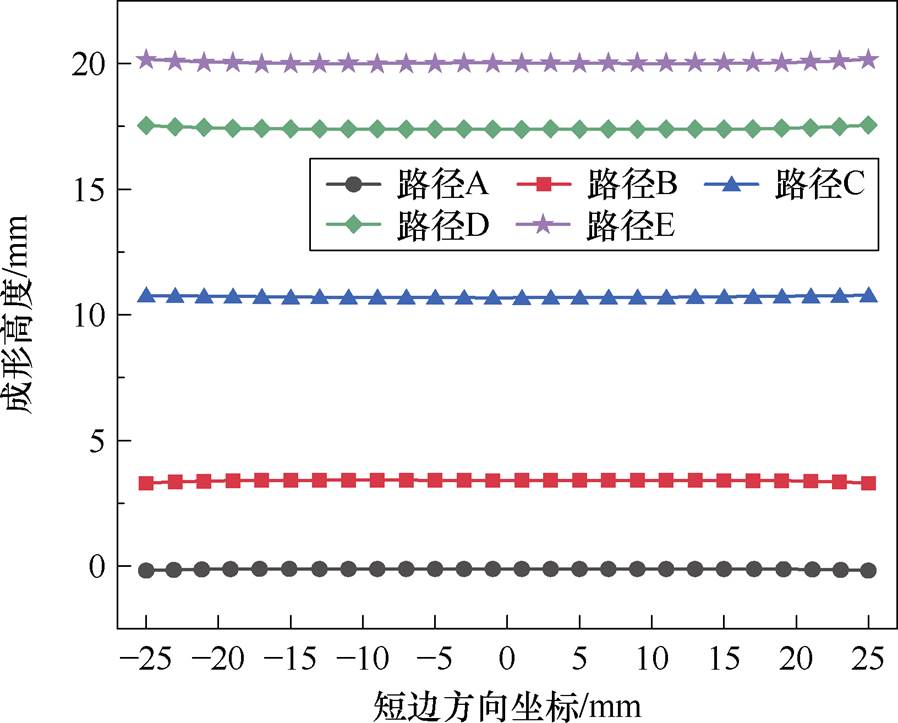
图14 成形均匀度
Fig.14 Forming uniformity
铝合金空心板件的空心腔体胀形阶段结束,经检验,成形空心腔体质量良好,下一阶段将通过电磁脉冲焊接实现上、下板件间的两端连接。
图15所示为板件两端电磁脉冲焊接过程中流过线圈的电流波形。电磁脉冲焊接系统放电电流波形同样为振荡衰减的正弦波,在t2=10 ms时达到峰值243.08 kA。由于下板件需要足够的速度形成焊接接头,因此相较于空心腔体胀形系统,该阶段脉冲电流具有更陡峭的上升沿和更大的电流幅值。
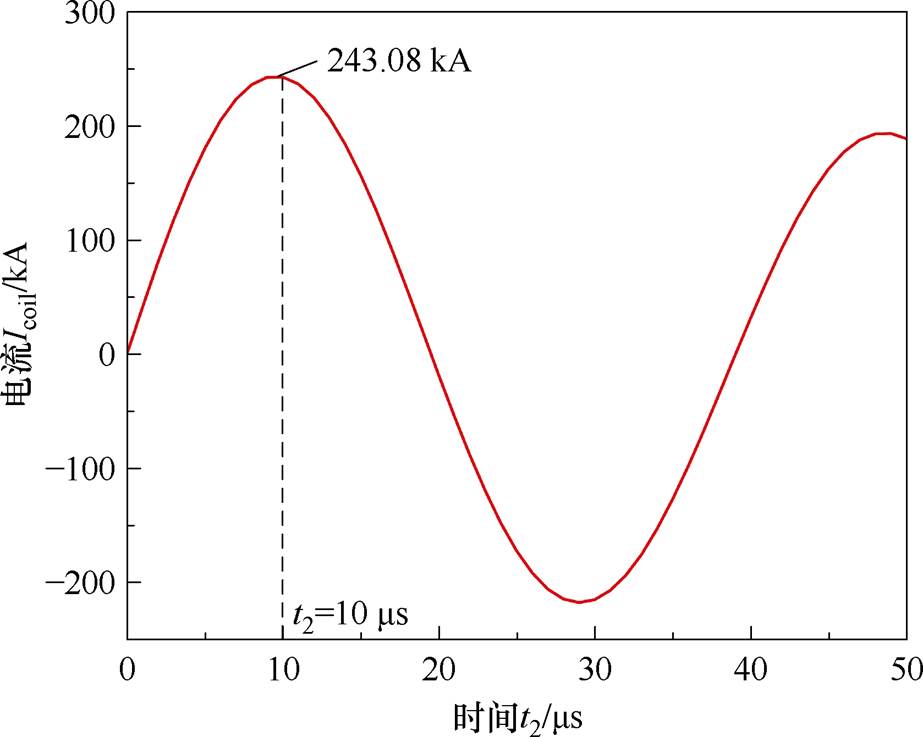
图15 电磁脉冲焊接电流波形
Fig.15 Electromagnetic pulse welding current
图16所示为板件连接初期t2=6 ms时磁感应强度分布,线圈对应下板件区域磁场强度最大。此时,下板件的中心有细微凸起,开始发生塑性形变,由放大的切面图可知,下板件磁感应强度主要分布于边缘区域,这是由于电流边缘效应所导致的。
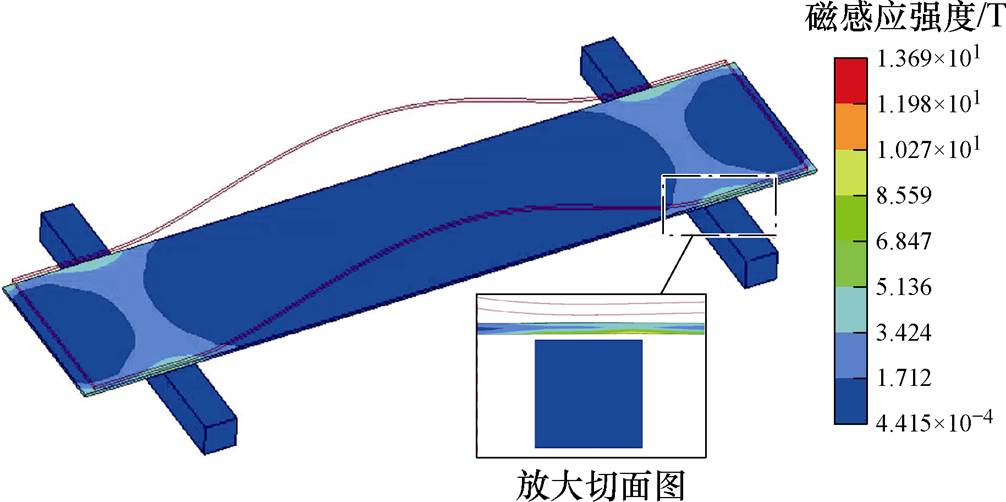
图16 磁感应强度分布
Fig.16 Magnetic induction intensity distribution results
为更详细地对电磁脉冲焊接过程中磁场、感应涡流密度和洛伦兹力等电磁参数分布进行分析,因此在作为飞板的下板件各取5个点进行观测,观测点示意图如图17所示。
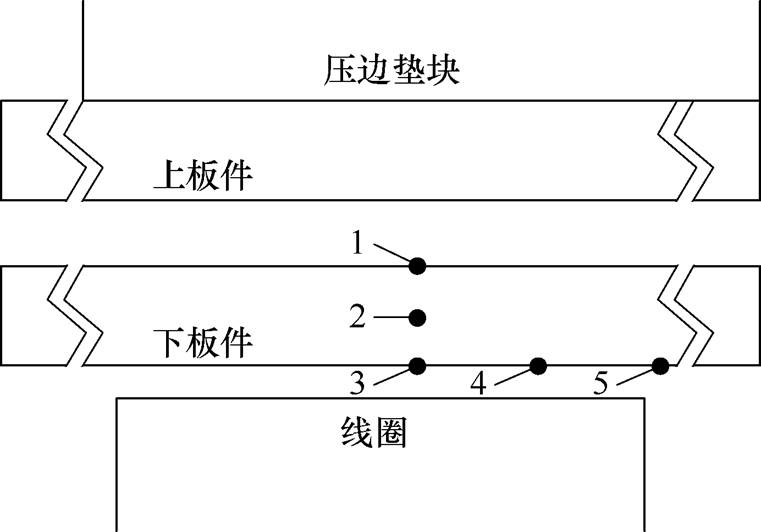
图17 观测点示意图
Fig.17 Observation point schematic diagram
在板件两端电磁脉冲焊接过程中,下板件的最大感应涡流密度Jmax、最大磁通密度Bmax和所受最大洛伦兹力Fmax由线圈中心点沿轴向和长边方向逐渐衰减,J、B、F变化曲线如图18~图20所示,可得到
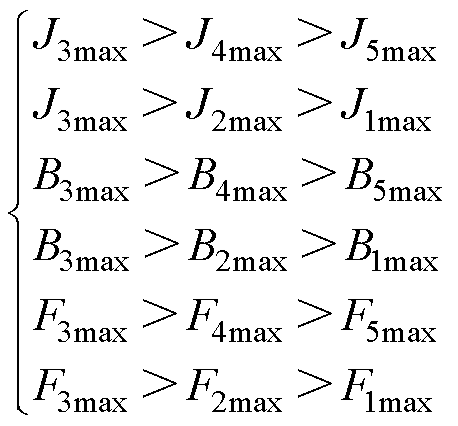 (15)
(15)
下板件电磁参数最大值沿长边方向和轴向均有不同程度的衰减,在线圈区域外所受洛伦兹力基本衰减为零,在Li Yan等[26]研究中同样出现了飞板电磁力集中在线圈区域内的现象,且沿轴向方向存在明显的滞后现象。
图18 感应涡流密度变化曲线
Fig.18 Curves of induced eddy current density
上、下板件的电磁脉冲焊接变形碰撞过程如图21所示。下板件t2=6 ms时产生0.173 mm微小幅度的弹性位移,此时放电电流幅值较小,感应涡流与磁场的耦合效应较弱导致变形幅值较小。随着电流幅值迅速上升,于t2=9 ms时发生显著塑性变形(位移量0.486 mm),其空间分布呈现与焊接线圈几何匹配的椭圆弧凸起特征,且位移梯度沿短边方向至中心区域递增。下板件位移量随放电时间呈非线性增长:至t2=13 ms时,位移量增大至最大,中心区域与上板件形成临界接触状态,碰撞速度为255.35 m/s。
图19 磁通密度变化曲线
Fig.19 Curves of magnetic flux density
图20 洛伦兹力密度变化曲线
Fig.20 Curves of Lorentz force density
图21 板件碰撞变形过程
Fig.21 Plate collision deformation process
板件碰撞时刻仿真结果如图22所示,仿真结果表明,t2=13 ms时下板件达到最大位移1 mm,与上板件的发生动态碰撞接触,接触界面呈现中央凸起形貌,其短边方向扩展维度显著大于板件厚度。由式(15)可知,飞板不同区域所受最大洛伦兹力Fmax存在衰减现象,因此下板件塑性变形区呈现多级梯度椭圆形貌,其中高应变集中区(位移量D≥0.9 mm)与焊接线圈几何投影区高度吻合,呈椭圆形分布。
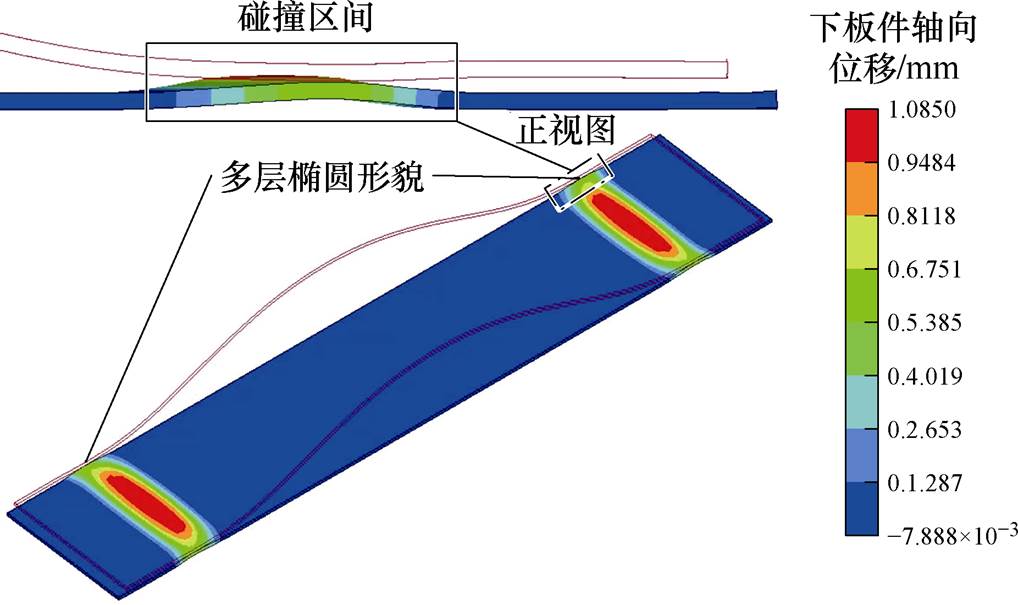
图22 板件碰撞时刻仿真结果
Fig.22 Simulation results of plate collision time
由于为同种金属进行焊接,相较于异种金属焊接更为简单,故选择板件电磁脉冲焊接流动限理论,该无损评估方式进行检验,无需对铝合金空心板件进行抗拉伸剪切的破坏性实验。在放电电压为16 kV、板间距为1 mm的情况下,t2=13 ms时发生碰撞,碰撞速度VP=255.35 m/s,碰撞角度为11.31°,由式(8)计算得VPmin=203.53 m/s,满足碰撞点速度的最小流动限条件式(9),说明上、下板件两端形成了焊接接头。
在现代工业制造领域,实现金属构件精密成形具有重要意义。本节针对空心板件形状控制这一关键问题,选取放电电压、放电电容、板件厚度及绝缘板厚度作为研究对象[27]。在保持其他参数不变的条件下,共设置了十二组不同系统参数仿真实验进行对比分析。
图23所示为放电电压为6、7、8 kV空心腔体胀形系统放电电流。图23显示,电流达到峰值时刻一致,且随着放电电压的升高,空心腔体成形电流幅值越大。由式(13)表明,提高放电电压US对增大放电主回路电流Iplate幅值具有显著效果。
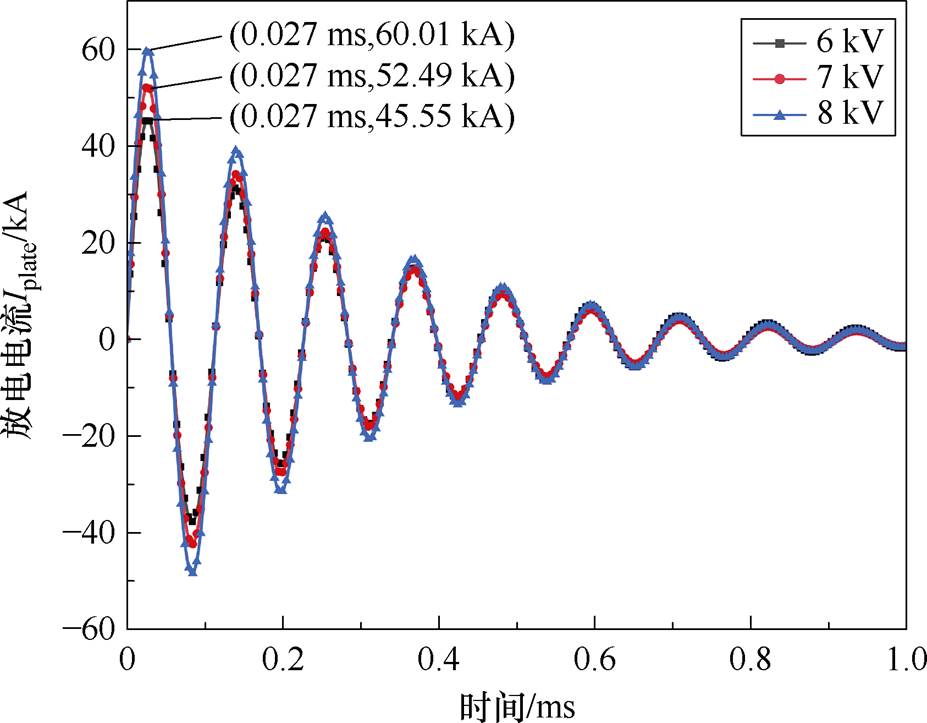
图23 不同电压胀形系统放电电流
Fig.23 Discharge current of different voltage bulging system
由于电流曲线与磁通密度成正相关[28],依据式(1)得,随着电压等级升高,上板件所受洛伦兹力将显著增大,不同放电电压板件所受洛伦兹力如图24所示。在空心腔体胀形过程中,惯性阶段占据着极为关键的地位,其时长约占成形总时长70%,在该阶段,主要依靠受力阶段所产生的洛伦兹力提供冲量I实现,以此推动胀形过程。
 (16)
(16)
式中,m为上板件质量;Dv为上板件速度变化。随着电压等级逐步提高,惯性成形阶段冲量也将随之增大。不同放电电压板件速度如图25所示。
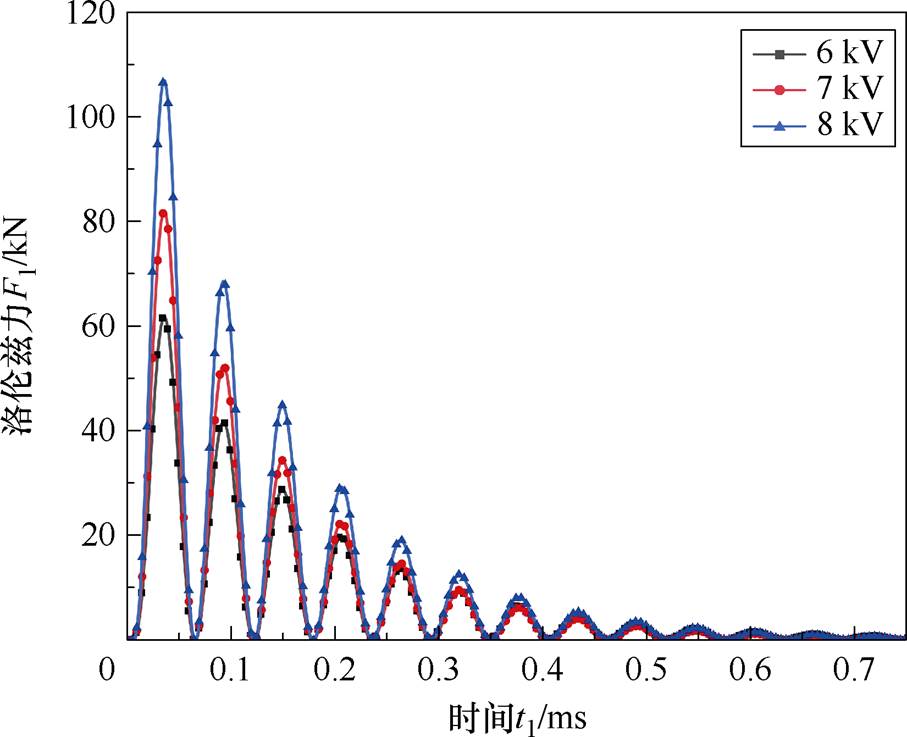
图24 不同放电电压板件所受洛伦兹力
Fig.24 Lorentz force on different discharge voltage plates
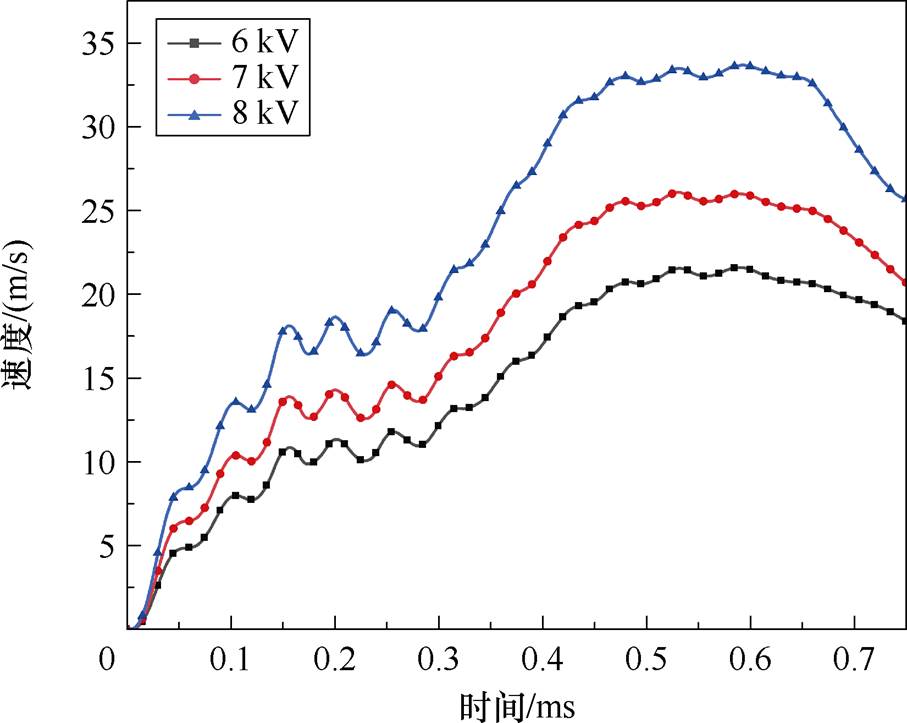
图25 不同放电电压板件速度
Fig.25 Plate speed on different discharge voltage
在6、7及8 kV的放电电压等级下,空心腔体成形高度分别达到20.1、23.6及35.4 mm,板件所受洛伦兹力显著增大,导致运动速度相对加快,使得惯性阶段的冲量提升更为显著,进而促使空心板件的成形高度呈现明显的增大趋势,其形状也随之改变。不同电压空心板件成形形状如图26所示。
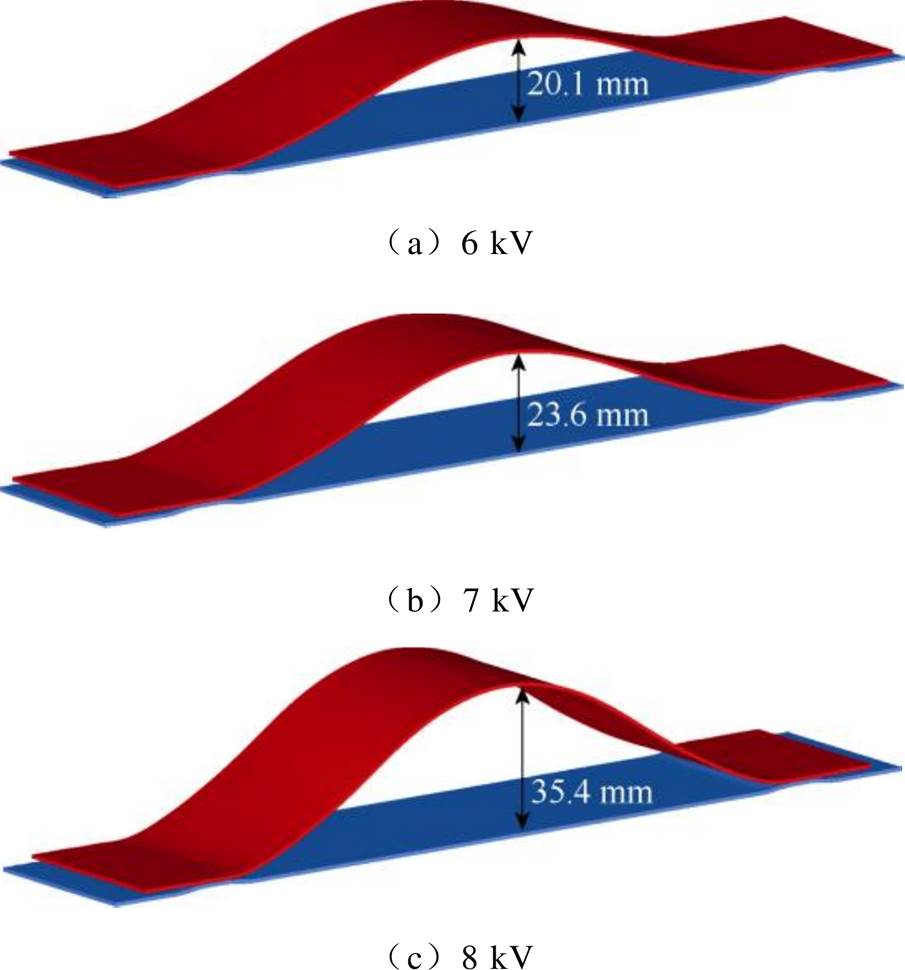
图26 不同电压空心板件成形形状
Fig.26 Forming shape of hollow plate under different voltage
图27所示为不同放电电压下空心腔体均匀度。6、7和8 kV电压等级下最大成形差值分别为0.15、0.15和0.16 mm,基本保持一致。板件成形均匀性不受电压等级影响,相对稳定。
放电电容是电磁成形中重要的电磁参数,选择不同容量的电容器,能够精确调整放电电流的幅值与频率,这对于实现精确的成形控制至关重要。
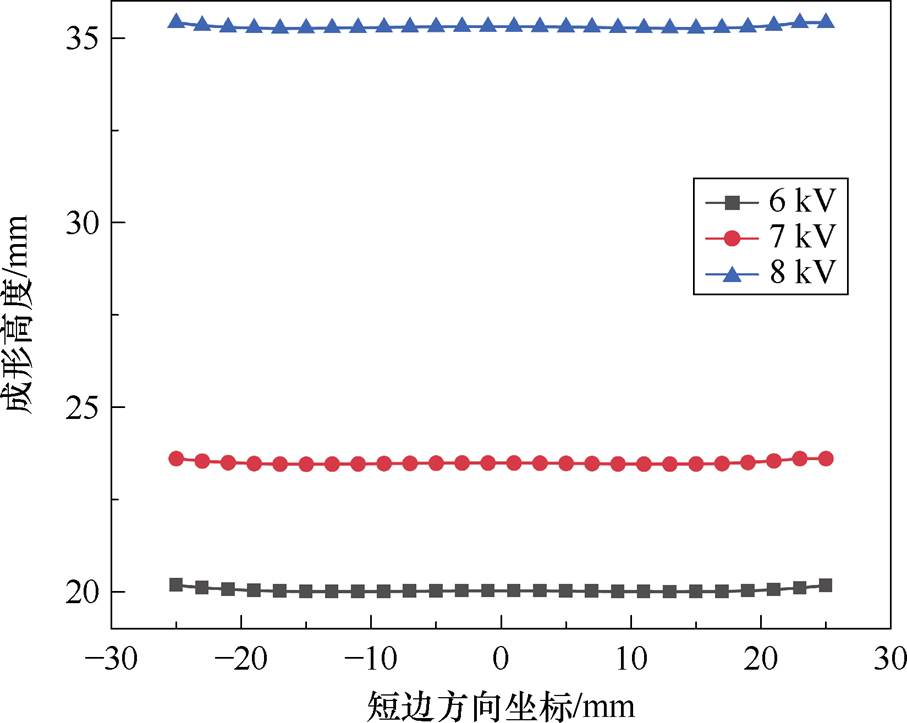
图27 不同放电电压最高路径均匀度
Fig.27 The highest path uniformity of different discharge voltages
其他参数固定不变,电容值分别设定为150、200和250 mF,对应的胀形系统电流曲线如图28所示。随着放电电容的增加,放电电流幅值相对提高,且由式(12)可知,随着放电电容增大,放电角频率wd随之减小。
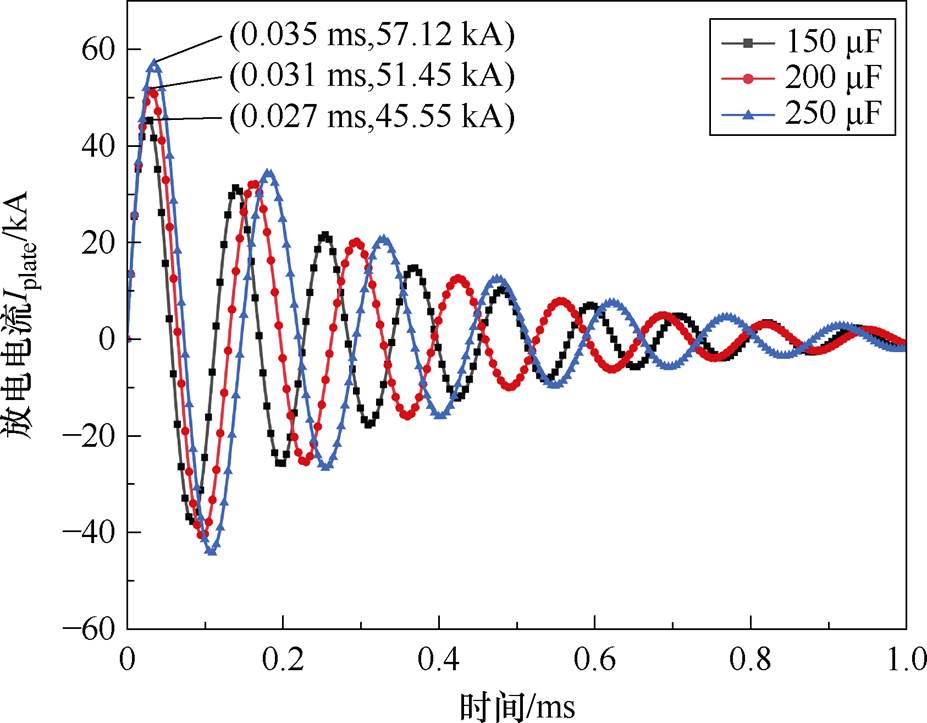
图28 不同电容胀形系统放电电流
Fig.28 Discharge currents of different capacitance bulging system
电磁成形过程中,电流频率减小与电流幅值增大对洛伦兹力作用存在一定的竞争关系,但在本文电容取值范围内,电流幅值增大作用强于电流频率减小作用[28]。放电电容增大导致电流I增大,进而导致磁感应强度B增大,由式(1)可得,上板件所受洛伦兹力显著增大,如图29所示。此外,板件所受洛伦兹力增大进一步导致板件惯性阶段冲量的相应增大,如图30所示。
在150、200和250 mF的放电电容条件下,空心腔体成形高度分别达到20.1、24.1和36.5 mm。随着放电电容的增加,板件所受洛伦兹力显著增强,导致惯性阶段冲量增大,促使空心板件成形高度随之提高,且形状也随之改变,不同电容空心板件成形形状如图31所示。
图29 不同放电电容板件所受洛伦兹力
Fig.29 Lorentz force on different discharge capacitor plates
图30 不同放电电容板件速度
Fig.30 Different discharge capacitor plate speed

(a)150 mF

(b)200 mF
(c)250 mF
图31 不同电容空心板件成形形状
Fig.31 Forming shapes of hollow plates under different capacitances
图32所示为不同放电电容下空心腔体均匀度,150、200和250 mF的放电电容下,最大成形差值分别为0.15、0.14和0.15 mm,成形差值基本一致,均匀性基本不受放电电容大小影响。
图32 不同放电电容最高路径均匀度
Fig.32 The highest path uniformity of different discharge capacitance
铝合金空心板件的成形是一个复杂的动态过程,但可以看出,放电参数与空心腔体成形高度存在显著的正相关性。随着放电电压和电容的提高,空心腔体高度随之显著提高,其整体几何形状呈现出显著的高宽比增大趋势,且由于本文电磁成形为均压力成形,因此板件成形均匀度基本不受影响。
在空心板件电磁成形系统中,绝缘板作为关键模具,其厚度变化可有效调整板间距大小,进而实现对空心板件成形效果的精准调控。
洛伦兹力是空心板件成形的关键驱动力。不同绝缘板厚度所受洛伦兹力如图33所示。洛伦兹力随着板间距的增大而迅速减小。根据电磁感应原理,洛伦兹力的强度与磁场强度和电流密度成正比,板间距增加会导致磁场在板件上的分布更加分散,单位面积上的洛伦兹力减小。Xiong Qi等[29]研究同样表明洛伦兹力随着板间距离的增加而迅速衰减。板件所受洛伦兹力减小,由式(16)可知,进一步导致惯性阶段冲量减小,不同绝缘板厚度板件速度如图34所示。
图33 不同绝缘板厚度所受洛伦兹力
Fig.33 Lorentz force on different insulation plate thickness
图34 不同绝缘板厚度板件速度
Fig.34 Plate speed of different insulation plate thickness
不同绝缘板厚度空心板件成形形状如图35所示。由图35可见,在保持其他系统参数不变的条件下选择绝缘板厚度为1、2和3 mm,空心腔体成形高度分别为20.1、16.9和15.8 mm。洛伦兹力随板间距增大而减小,进而惯性阶段冲量减小,最终导致空心板件成形高度降低。
图35 不同绝缘板厚度空心板件成形形状
Fig.35 Forming shape of hollow plate with different insulation plate thickness
不同绝缘板厚度最高路径均匀度如图36所示。图36中,选择1、2和3 mm厚度的绝缘板,最大成形差值分别为0.15、0.15和0.14 mm,成形差值基本一致。绝缘板厚度变化用于调整板间距的大小,其作用机制主要体现为对板件所受洛伦兹力幅值的影响。然而,本文电磁成形是一种均压力成形,因此成形均匀性不受绝缘板厚度变化影响。这一特性使得电磁成形能够通过调整绝缘板厚度来优化成形效果,而不必担心均匀性问题。
图36 不同绝缘板厚度最高路径均匀度
Fig.36 The highest path uniformity of different insulation plate thickness
板件厚度作为电磁成形中重要的系统参数,选择不同厚度板件,不仅可以实现对空心板件的成形控制,也满足了工业生产对不同壁厚空心板件的需求。
不同板件厚度空心板件成形形状如图37所示。由图37可见,在其他参数保持不变的情况下选择板件厚度分别为1.2、1和0.8 mm,对应空心腔体成形高度为13.6、20.1和35.2 mm。随着板件厚度减少,空心腔体成形高度相对提高,这是由于在电磁成形过程中质量小的驱动件在相同的电磁力驱动下更容易克服惯性达到运动状态[30]。因此,在其他系统参数保持不变的情况下,当板件厚度减小时,材料的屈服强度也相对降低[31],由于电磁参数与板间距保持不变,在受到相同的电磁力作用时,更容易产生整体的塑性流动,从而使更多的材料参与到变形中,进而增加了空心腔体成形高度。
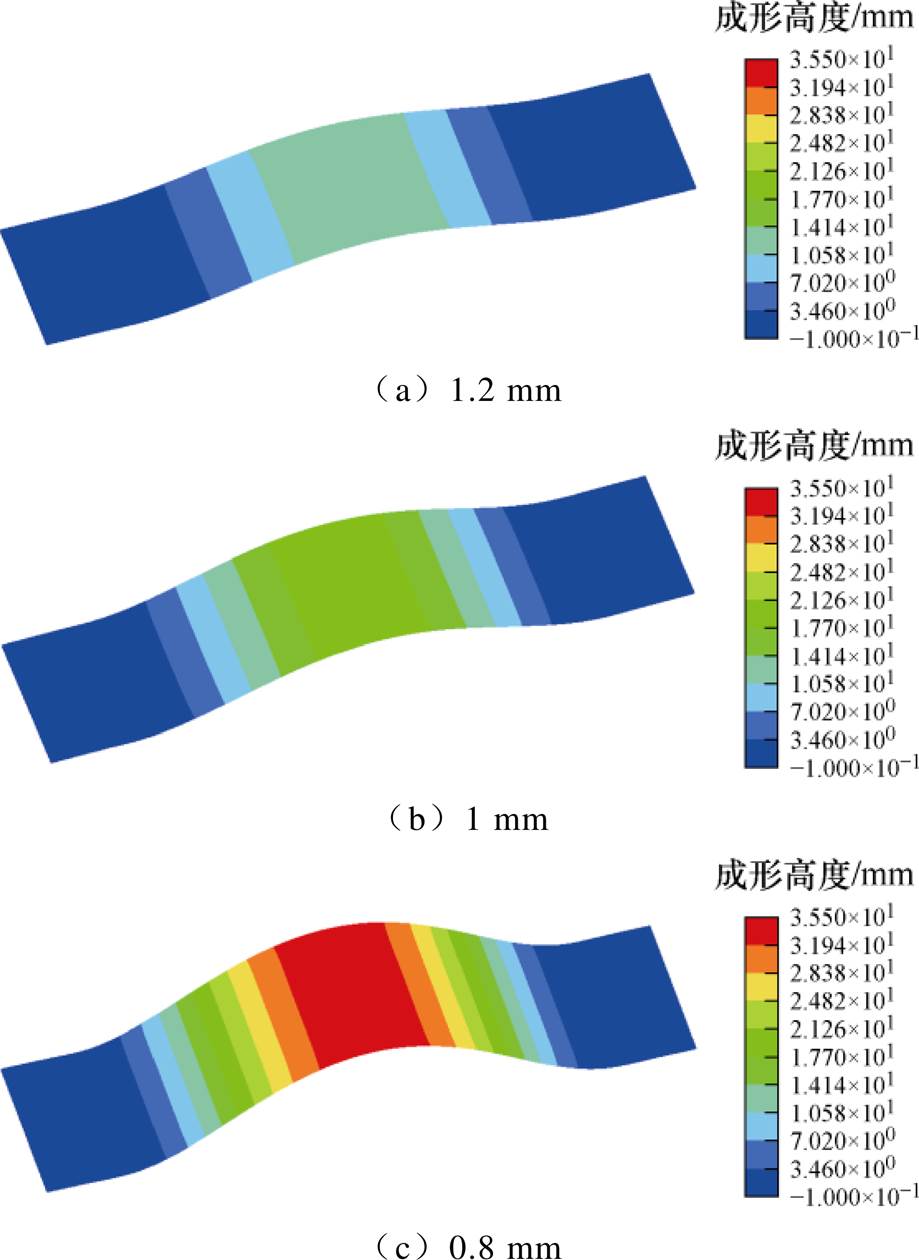
图37 不同板件厚度空心板件成形形状
Fig.37 Forming shape of hollow plate with different plate thickness
图38所示为不同板件厚度下空心腔体均匀度,当板件厚度分别为0.8、1和1.2 mm时,对应最大成形差值分别为0.1、0.15和0.19 mm,在该系统参数下,板件均匀度随厚度增加而相对下降,但仍在6063铝合金执行标准GB/T 5237—2008允许范围内。
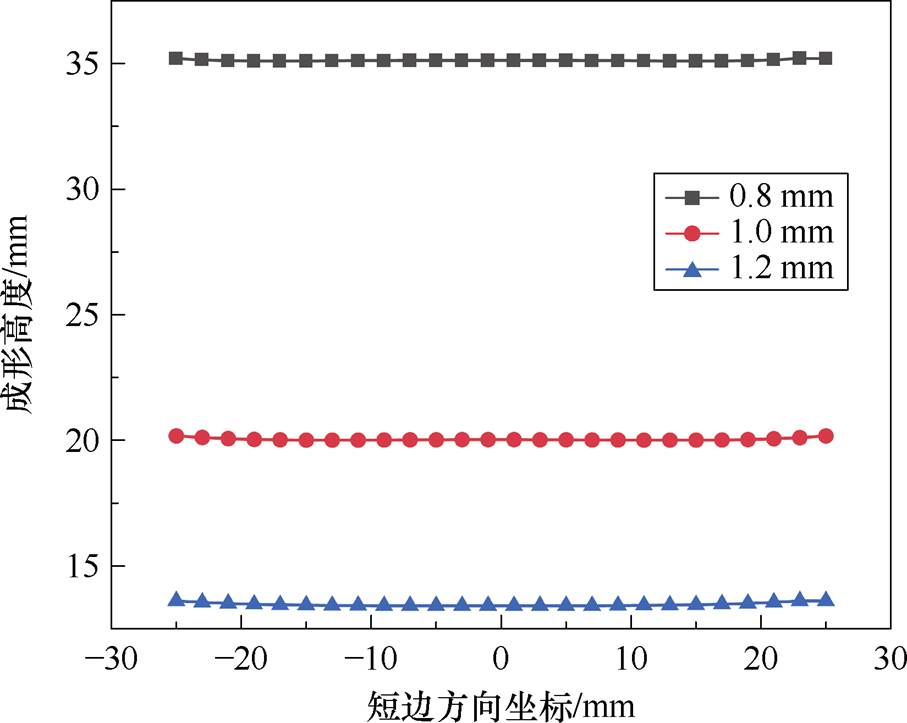
图38 不同板件厚度最高路径均匀度
Fig.38 The highest path uniformity of different plate thickness
由邹志涛等[31]研究表明厚板的晶粒呈长条状,而薄板的晶粒形貌接近等轴状。厚板的长条状晶粒在变形过程中难以通过晶粒旋转而发生软化或晶粒间的应力转移,因此厚板的变形均匀性更差。
本文提出了一种适用于铝合金材料的空心板件复合式电磁成形制造方案。在电磁成形动态过程的基础上进行理论分析,并针对系统参数对空心板件成形形状与成形质量影响及作用机制进行了研究。
1)本方案通过电磁成形技术实现了20.1 mm空心腔体高度的铝合金空心板件成形,板件两端形成有了有效焊接接头。总加工时长小于3 ms,相较于SPF/DB工艺所需2.5 h加工时长,显著提高了铝合金空心板件的制造效率。
2)本方案成形质量良好,空心腔体最大成形差值仅为0.15 mm,均匀性良好,无外观缺陷,满足6063铝合金型材执行标准GB/T 5237—2008相关要求。在系统参数分析中,仅改变板件厚度对成形均匀性有明显影响,板件均匀度随厚度增加而相对下降。
3)通过对系统参数调控,可有效提升空心腔体的成形高度。提高放电电压与放电电容能够显著提高空心腔体成形高度,反之,增大绝缘板厚度以及板件厚度,会使空心腔体成形高度显著减小。
参考文献
[1] 熊奇, 杨猛, 周丽君, 等. 双线圈吸引式板件电磁成形过程中的涡流竞争问题[J]. 电工技术学报, 2021, 36(10): 2007-2017.
Xiong Qi, Yang Meng, Zhou Lijun, et al. Eddy currents competition in electromagnetic forming process of plates by double-coil attraction[J]. Transa- ctions of China Electrotechnical Society, 2021, 36(10): 2007-2017.
[2] 杨合, 李落星, 王渠东, 等. 轻合金成形领域科学技术发展研究[J]. 机械工程学报, 2010, 46(12): 31-42.
Yang He, Li Luoxing, Wang Qudong, et al. Research on the development of advanced forming for light- weight alloy materials area[J]. Journal of Mechanical Engineering, 2010, 46(12): 31-42.
[3] 龚航, 黄亮, 李建军, 等. 大型铝合金曲面件在电磁渐进成形首次放电条件下的起皱行为研究[J]. 中国材料进展, 2016, 35(4): 284-291, 261.
Gong Hang, Huang Liang, Li Jianjun, et al. Research on wrinkling behavior after the first discharge in electromagnetic incremental forming process of large aluminum alloy curved surface parts[J]. Materials China, 2016, 35(4): 284-291, 261.
[4] 梁春华, 杨锐. 航空发动机宽弦空心风扇叶片的发展及应用[J]. 航空发动机, 1999, 25(2): 54-58.
[5] 王国峰, 张建威, 张晓巍, 等. 2B06铝合金双层结构件DB&SPF组合工艺研究[J]. 锻压技术, 2020, 45(7): 187-192.
Wang Guofeng, Zhang Jianwei, Zhang Xiaowei, et al. Research on DB&SPF combination process of double-layer structural parts for 2B06 aluminum alloy[J]. Forging & Stamping Technology, 2020, 45(7): 187-192.
[6] 许慧元, 李志强, 付明杰, 等. Ti3Al合金加中间层扩散连接界面性能及在SPF/DB工艺中的应用[J]. 新技术新工艺, 2021(9): 65-69.
Xu Huiyuan, Li Zhiqiang, Fu Mingjie, et al. The properties of Ti3Al alloy with interlayer diffusion connection interface and the application in SPF/DB process[J]. New Technology & New Process, 2021(9): 65-69.
[7] 王会东, 付和国, 韩颖杰, 等. 大型双曲率非等厚TC4钛合金壁板整体SPF/DB成形工艺及优化[J]. 锻压技术, 2022, 47(1): 75-80.
Wang Huidong, Fu Heguo, Han Yingjie, et al. Integral SPF/DB forming process and its optimization for TC4 titanium alloypanel with large size,dual curvature and non-uniform thickness[J]. The International Journal of Advanced Manufacturing Technology, 2022, 47(1): 75-80.
[8] Huang Yongxian, Wan Long, Lü Shixiong, et al. Novel design of tool for joining hollow extrusion by friction stir welding[J]. Science and Technology of Welding and Joining, 2013, 18(3): 239-246.
[9] Duan Mianjun, Wei Ling, Hong Jin, et al. Experi- mental study on hollow structural component by explosive welding[J]. Fusion Engineering and Design, 2014, 89(12): 3009-3015.
[10] Xiong Qi, Tang Hongtao, Wang Muxue, et al. Design and implementation of tube bulging by an attractive electromagnetic force[J]. Journal of Materials Pro- cessing Technology, 2019, 273: 116240.
[11] 熊奇, 陈开创, 马朝杰, 等. 多边形金属板件洛伦兹力驱动冲压成形动态过程分析及成形效果优化[J]. 电工技术学报, 2025, 40(7): 2007-2019.
Xiong Qi, Chen Kaichuang, Ma Chaojie, et al. Dynamic process analysis and optimization of forming effects in Lorentz force stamping for polygonal sheet metal[J]. Transactions of China Electrotechnical Society, 2025, 40(7): 2007-2019.
[12] 邱立, 陈玉红, 张锦荣, 等. 基于离散屏蔽的管件电磁胀形电磁力分布与轴向均匀度研究[J/OL]. 电工技术学报, 1-13[2025-06-18]. https://doi.org/10. 19595/j.cnki.1000-6753.tces.241918.
Qiu Li, Chen Yuhong, Zhang Jinrong, et al. research on electromagnetic force distribution and axial uniformity of tube electromagnetic bulging based on discrete shielding[J/OL]. Transactions of China Elec- trotechnical Society, 1-13[2025-06-18]. https://doi. org/10.19595/j.cnki.1000-6753.tces.241918.
[13] 熊奇, 邱爽, 李彦昕, 等. 组合式电磁成形技术研究进展[J]. 电工技术学报, 2024, 39(9): 2710-2729.
Xiong Qi, Qiu Shuang, Li Yanxin, et al. Research progress of combined electromagnetic forming technology[J]. Transactions of China Electrotechnical Society, 2024, 39(9): 2710-2729.
[14] Fei F, Jianjun L, Liang H, et al. Direct pulse current electromagnetic forming (DPCEMF): a novel electro- magnetic forming technology for aluminum alloy sheet[J]. The International Journal of Advanced
[15] Noh H G, Song W J, Kang B S, et al. Two-step electromagnetic forming process using spiral forming coils to deform sheet metal in a middle-block die[J]. The International Journal of Advanced Manufacturing Technology, 2015, 76(9): 1691-1703.
[16] Su Hongliang, Huang Liang, Li Jianjun, et al. On the forming uniformity during a single layer forming of electromagnetic incremental forming[J]. The Inter- national Journal of Advanced Manufacturing Tech- nology, 2020, 107(11): 4561-4572.
[17] Dong Pengxin, Li Zhangzhe, Cao Quanliang, et al. Pulsed magnet design and fabrication for generating background magnetic field in discharge current-based forming[J]. IEEE Transactions on Applied Super- conductivity, 2020, 30(4): 3700405.
[18] Cao Quanliang, Li Xian, Li Zhenhao, et al. Coil-less electromagnetic forming process with uniform- pressure characteristics for shaping sheet metals[J]. Journal of Manufacturing Processes, 2021, 70: 140- 151.
[19] Gerlach R, Kettenbeil C, Petrinic N. A new split Hopkinson tensile bar design[J]. International Journal of Impact Engineering, 2012, 50: 63-67.
[20] 熊奇, 马朝杰, 阎诺, 等. 应用于电磁脉冲焊接的倒梯形截面H型线圈[J]. 电工技术学报, 2025, 40(20): 6422-6432.
Xiong Qi, Ma Chaojie, Yan Nuo, et al. Inverted trapezoidal cross-section H-shaped coil for electro- magnetic pulse welding[J]. Transactions of China Electrotechnical Society, 2025, 40(20): 6422-6432.
[21] 曹亚明, 杨尚磊, 夏明许, 等. 铝-铝电磁脉冲焊接技术及其机理研究[J]. 热加工工艺, 2020, 49(9): 50-53, 58.
Cao Yaming, Yang Shanglei, Xia Mingxu, et al. Research on Al-Al electromagnetic pulse welding technology and mechanism[J]. Hot Working Tech- nology, 2020, 49(9): 50-53, 58.
[22] Watanabe M, Kumai S. Interfacial morphology of magnetic pulse welded aluminum/aluminum and copper/copper lap joints[J]. Materials Transactions, 2009, 50(2): 286-292.
[23] 李显. 板件通流式电磁成形数值模拟及实验研究[D]. 武汉: 华中科技大学, 2022.
Li Xian. numerical simulation and experimental study of coil-less electromagnetic metal sheet forming[D]. Wuhan: Huazhong University of Science and Tech- nology, 2022.
[24] 安立辉, 苑世剑. 2219铝合金薄壁曲面件拉形过程变形均匀性[J]. 材料工程, 2020, 48(4): 123-130.
An Lihui, Yuan Shijian. Deformation uniformity of 2219 aluminum alloy thin-walled curved parts in stretch forming process[J]. Journal of Materials Engineering, 2020, 48(4): 123-130.
[25] 李剑飞, 贾国朋, 李细锋, 等. 蒙皮拉形中橘皮缺陷的研究进展[J]. 模具技术, 2018(2): 55-63.
Li Jianfei, Jia Guopeng, Li Xifeng, et al. Research progress of orange peel defect during stretch forming of aircraft skin[J]. Die and Mould Technology, 2018(2): 55-63.
[26] Li Yan, Yang Dezhi, Yang Wenyu, et al. Multiphysics numerical simulation of the transient forming mechanism of magnetic pulse welding[J]. Metals, 2022, 12(7): 1149.
[27] Chen Meng, Lai Zhipeng, Cao Quanliang, et al. Investigation on deformation control of sheet metal inradial Lorentz force augmented deep drawing[J]. The International Journal of Advanced Manufacturing Technology, 2019, 105(5/6): 2369-2381.
[28] 熊奇, 周丽君, 杨猛, 等. 单脉冲电磁成形中洛伦兹力在时间上的双向竞争关系及其对成形效果的影响[J]. 电工技术学报, 2022, 37(14): 3453-3463.
Xiong Qi, Zhou Lijun, Yang Meng, et al. The two-way competitive relationship of Lorentz force in time in single pulse electromagnetic forming and its influence on forming effect[J]. Transactions of China Electrotechnical Society, 2022, 37(14): 3453-3463.
[29] Xiong Qi, Han Xiaotao, Cao Quanliang, et al. Bulging of 1420 Al-Li alloy based on pulse current[J]. Procedia Engineering, 2014, 81: 808-812.
[30] 李梦瑶, 邱立, 易宁轩, 等. 基于驱动导体环的板件电磁成形电磁力分布与成形效果研究[J]. 电工技术学报, 2025, 40(1): 13-24.
Li Mengyao, Qiu Li, Yi Ningxuan, et al. Study on electromagnetic force distribution and forming effect of plate electromagnetic forming based on driving conductor ring[J]. Transactions of China Electro- technical Society, 2025, 40(1): 13-24.
[31] 邹智涛, 李劲风, 马鹏程, 等. 热处理及晶粒组织对2A55超高强铝锂合金板材各向异性的影响[J]. 宇航材料工艺, 2024, 54(3): 45-54.
Zou Zhitao, Li Jinfeng, Ma Pengcheng, et al. Effect of heat treatments and grain structures on the anisotropy of super high-strength 2A55 Al-Li alloy sheets[J]. Aerospace Materials & Technology, 2024, 54(3): 45-54.
Abstract As a high-speed forming technology that uses the Lorentz force to induce plastic deformation of metal materials, electromagnetic forming can effectively address the problems of uneven wall thickness, long manufacturing cycles, and complex processes caused by the superplastic forming/diffusion bonding process for manufacturing hollow plates. Therefore, this paper proposes a composite electromagnetic forming scheme for an aluminum alloy hollow plate. The principles of this technology are introduced. The process is divided into two key stages: hollow-cavity bulging and electromagnetic-pulse welding at both ends of the plate.
First, the basic model of the electromagnetic forming system for hollow plate parts is established, and power supply systems for the through-flow forming and electromagnetic pulse welding processes are designed. Secondly, since the forming process is very rapid and it is difficult to observe changes in electromagnetic parameters, it is necessary to develop a simulation model to study the dynamic forming process. Finally, a fully coupled electromagnetic field and mechanics model is established, and the feasibility of the scheme is verified.
The simulation results show that the cross-flow forming process can be divided into three stages: stress, inertia, and rebound. The inertia stage accounts for 70% of the total time of the cross-flow forming, and the cavity height is 20.1 mm. The electromagnetic pulse welding process connects the upper and lower plates at both ends, with a collision speed of 255.35 m/s and a collision angle of 11.31°.
The conclusions are as follows. (1) Electromagnetic forming technology is used to form an aluminum alloy hollow plate with a 20.1 mm hollow cavity height, and the two ends of the plate are welded to form effective joints. The total processing time of the aluminum alloy hollow plate is less than 3 ms. Compared with the 2.5 h processing time required by the SPF/DB process, this scheme effectively leverages the material properties of aluminum alloy, such as high strain rate and high conductivity. It improves the manufacturing efficiency of aluminum alloy hollow plates. (2) Hollow cavity wall thickness’s size maximum tolerance is only 0.15 mm, and no appearance defects, meeting the 6063 aluminum alloy profile executive standard GB/T 5237—2008. Changing the plate thickness significantly affects forming uniformity. (3) By adjusting the system parameters, the forming height of the hollow cavity can be improved. Increasing the discharge voltage and discharge capacitance can significantly improve the forming height of the hollow cavity. On the contrary, increasing the thickness of the insulation plate and the plate significantly reduces the forming height of the hollow cavity.
keywords:Aluminum alloy hollow plate, electromagnetic forming, system parameter, plate uniformity, finite element analysis
DOI: 10.19595/j.cnki.1000-6753.tces.250596
中图分类号:TM154
广东省极端条件重点实验室资助项目(2023B1212010002)。
收稿日期 2025-04-10
改稿日期 2025-04-28
熊 奇 男,1990年生,博士,副教授,博士生导师,中国电工技术学会高级会员,IEEE Senior Member,研究方向为电磁成形、多场耦合分析及储能技术。E-mail: pandaqi0218@gmail.com
阎 诺 男,1997年生,硕士研究生,研究方向为电磁成形、电磁场分析及应用。E-mail: mamba1021@126.com(通信作者)
(编辑 郭丽军)